Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Wall of ShameDokument10 SeitenWall of ShameNives Astrid NovkowitchNoch keine Bewertungen
- Poly FIber BR-8600 Blush RetarderDokument2 SeitenPoly FIber BR-8600 Blush RetarderMark Evan SalutinNoch keine Bewertungen
- Ignition System - Inspection Check PDFDokument4 SeitenIgnition System - Inspection Check PDFMark Evan SalutinNoch keine Bewertungen
- Ignition Cables and Igniter Installation PDFDokument6 SeitenIgnition Cables and Igniter Installation PDFMark Evan SalutinNoch keine Bewertungen
- High Low Tension Ignition Comparison PDFDokument4 SeitenHigh Low Tension Ignition Comparison PDFMark Evan SalutinNoch keine Bewertungen
- Ignition System - Inspection Check PDFDokument4 SeitenIgnition System - Inspection Check PDFMark Evan SalutinNoch keine Bewertungen
- Agard 406351 Ground Effect MachinesDokument169 SeitenAgard 406351 Ground Effect MachinesMark Evan SalutinNoch keine Bewertungen
- Poly Fiber Reducer R65-75Dokument2 SeitenPoly Fiber Reducer R65-75Mark Evan SalutinNoch keine Bewertungen
- Poly Fiber Poly-SprayDokument2 SeitenPoly Fiber Poly-SprayMark Evan SalutinNoch keine Bewertungen
- Poly Fiber Poly-SprayDokument2 SeitenPoly Fiber Poly-SprayMark Evan SalutinNoch keine Bewertungen
- Safety Data Sheet: 1. Identification of The Substance/Preparation and of The Company/UndertakingDokument10 SeitenSafety Data Sheet: 1. Identification of The Substance/Preparation and of The Company/UndertakingMark Evan SalutinNoch keine Bewertungen
- Silver Brazing FluxDokument9 SeitenSilver Brazing FluxMark Evan SalutinNoch keine Bewertungen
- Material Safety Data Sheet For Odorized Propane: 1. Chemical Product and Company IdentificationDokument5 SeitenMaterial Safety Data Sheet For Odorized Propane: 1. Chemical Product and Company IdentificationShemi KannurNoch keine Bewertungen
- Power CleanDokument2 SeitenPower CleanMark Evan SalutinNoch keine Bewertungen
- Sonnen Honing OilDokument5 SeitenSonnen Honing OilMark Evan SalutinNoch keine Bewertungen
- Sting-X II, Aerosol Certified LabsDokument4 SeitenSting-X II, Aerosol Certified LabsMark Evan SalutinNoch keine Bewertungen
- Blue Chalk-Standard MsdsDokument4 SeitenBlue Chalk-Standard MsdsMark Evan SalutinNoch keine Bewertungen
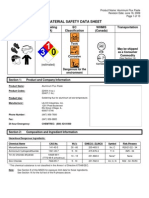
- Aluminum Flux PasteDokument10 SeitenAluminum Flux PasteMark Evan SalutinNoch keine Bewertungen
- Spotcheck Reg Cleaner Remover SKC-HFDokument3 SeitenSpotcheck Reg Cleaner Remover SKC-HFMark Evan SalutinNoch keine Bewertungen
- Soldering Flux PasteDokument9 SeitenSoldering Flux PasteMark Evan SalutinNoch keine Bewertungen
- 1201 Alodine, AKA DX 503Dokument7 Seiten1201 Alodine, AKA DX 503Mark Evan SalutinNoch keine Bewertungen
- Msds For KeroseneDokument6 SeitenMsds For KeroseneMahadeva PrasadNoch keine Bewertungen
- 2009-10 Vancouver Canucks Media GuideDokument262 Seiten2009-10 Vancouver Canucks Media GuideYosooNoch keine Bewertungen
- Guidelines in Quiz BeeDokument1 SeiteGuidelines in Quiz BeeMylene RodriguezNoch keine Bewertungen
- Thander, Milly, Maddie - Haiku PoemDokument13 SeitenThander, Milly, Maddie - Haiku Poemlizzy is hereNoch keine Bewertungen
- Lifestyle & Weight ManagementDokument18 SeitenLifestyle & Weight ManagementKathrina LingadNoch keine Bewertungen
- Honestly - Monsta X LyricsDokument2 SeitenHonestly - Monsta X LyricsMary Jane DumalaganNoch keine Bewertungen
- Description Features: PCI-6CH C3DX Series /PCI-Based HRTF 3D Extension Positional Audio ChipDokument32 SeitenDescription Features: PCI-6CH C3DX Series /PCI-Based HRTF 3D Extension Positional Audio ChipC. Javier VazquezNoch keine Bewertungen
- PDS MX 15 January 2017Dokument2 SeitenPDS MX 15 January 2017Francisco AraujoNoch keine Bewertungen
- Modulation Part 8 of 10Dokument4 SeitenModulation Part 8 of 10nonotjenNoch keine Bewertungen
- Favehotel InvoiceDokument2 SeitenFavehotel InvoiceYud Buana100% (1)
- User's Manual: ? Package ContentsDokument75 SeitenUser's Manual: ? Package ContentsCicero PaulaNoch keine Bewertungen
- Physical Education (048) Class XI (2019-20) : (Children With Special Needs-Divyang)Dokument6 SeitenPhysical Education (048) Class XI (2019-20) : (Children With Special Needs-Divyang)Akanksha akuNoch keine Bewertungen
- Philips 6324Dokument77 SeitenPhilips 6324suysuy00Noch keine Bewertungen
- WhiteDokument119 SeitenWhiteJulián BrijaldoNoch keine Bewertungen
- Milan Glorie PresentationDokument23 SeitenMilan Glorie PresentationBian HardiyantoNoch keine Bewertungen
- Stories and PoemDokument10 SeitenStories and PoemDale CalaguasNoch keine Bewertungen
- 62 How To Setup VPN Using PPTP in Centos PDFDokument5 Seiten62 How To Setup VPN Using PPTP in Centos PDFShahid AshrafNoch keine Bewertungen
- James Baldwin - Sonny's Blues - Extract 1 - The Darkness OutsideDokument1 SeiteJames Baldwin - Sonny's Blues - Extract 1 - The Darkness OutsideErwan KergallNoch keine Bewertungen
- Eberts/Mackler "The Post" Wedding Front PageDokument1 SeiteEberts/Mackler "The Post" Wedding Front PagechrismacklerNoch keine Bewertungen
- Wave City CenterDokument11 SeitenWave City CenterRishabh SansanwalNoch keine Bewertungen
- Lista KantoDokument18 SeitenLista KantoJessica MjNoch keine Bewertungen
- Hd3 The City of The Spider GodDokument44 SeitenHd3 The City of The Spider GodIan Camp100% (3)
- Empathy & Experience Map For Coffeehouse CustomersDokument4 SeitenEmpathy & Experience Map For Coffeehouse CustomersPrince MishraNoch keine Bewertungen
- ScanX Driver Installation and Software SetupDokument4 SeitenScanX Driver Installation and Software SetupRafael CastroNoch keine Bewertungen
- Trail WhippAss Reply To Dashing Whippets Cease & DesistDokument5 SeitenTrail WhippAss Reply To Dashing Whippets Cease & DesistPapaWhippassNoch keine Bewertungen
- Question Tags ExerciseDokument2 SeitenQuestion Tags Exercisesamanik swiftNoch keine Bewertungen
- MEQ - The Lidless Eye - RevampDokument8 SeitenMEQ - The Lidless Eye - RevampbrjluxNoch keine Bewertungen
- CalonarangDokument1 SeiteCalonarangcindyNoch keine Bewertungen
- All That Jazz - 3 Horns + Rhythm - Evans - Sammy Davis, Jr.Dokument27 SeitenAll That Jazz - 3 Horns + Rhythm - Evans - Sammy Davis, Jr.David CsizmadiaNoch keine Bewertungen
- Buns Rolls Using Pande Sal RecipeDokument3 SeitenBuns Rolls Using Pande Sal Recipejerimiah_manzonNoch keine Bewertungen