Das könnte Ihnen auch gefallen
- Modbus Configuration Example For An Allen Bradley Micrologix 1400 - Mesta Automation PDFDokument7 SeitenModbus Configuration Example For An Allen Bradley Micrologix 1400 - Mesta Automation PDFFernandoCamargoNoch keine Bewertungen
- DTC Off CodeDokument15 SeitenDTC Off CodeTHAM CHINGNoch keine Bewertungen
- Read Write Srs Mcu Can EngDokument13 SeitenRead Write Srs Mcu Can EngdongvacNoch keine Bewertungen
- Control del alternador diagram mc33888afDokument2 SeitenControl del alternador diagram mc33888afOliver lealNoch keine Bewertungen
- Caja Automatica Optra Ingles-Libre 1Dokument50 SeitenCaja Automatica Optra Ingles-Libre 1Plinio SuarezNoch keine Bewertungen
- Air Bag ExplorerDokument46 SeitenAir Bag ExplorerEnrique Felipe Reveco Bahamondes100% (2)
- CY335 Direct Injection Valve DriverDokument2 SeitenCY335 Direct Injection Valve DriverRicardo UrioNoch keine Bewertungen
- 2015 Dodge Grand Caravan SE 3.6L, V6, Gas, VIN GDokument6 Seiten2015 Dodge Grand Caravan SE 3.6L, V6, Gas, VIN GRafael Zuñiga TellezNoch keine Bewertungen
- ph4847, ntmfs4847n, Regulador Fuente de Sbec ChyslerDokument6 Seitenph4847, ntmfs4847n, Regulador Fuente de Sbec ChyslerJose Otilio Chavez CantuNoch keine Bewertungen
- Transmision Fluid Presure Nissan Sentra 2008Dokument2 SeitenTransmision Fluid Presure Nissan Sentra 2008Brian Moreno100% (1)
- Clevo 5X00SDokument11 SeitenClevo 5X00SCleverson Jose GodinhoNoch keine Bewertungen
- General Information - Primera P11-144Dokument54 SeitenGeneral Information - Primera P11-144Ishmael Wooloo0% (1)
- WiTECH 17 03 Release NotesDokument6 SeitenWiTECH 17 03 Release Notesjose duranNoch keine Bewertungen
- Reprogramming and Blank Programming Readme Version 3.7: Revision Date ModificationDokument6 SeitenReprogramming and Blank Programming Readme Version 3.7: Revision Date ModificationJose FernandezNoch keine Bewertungen
- 22 Suburban Tahoe Electrical Body Builder SM U 2021OCT08Dokument1.252 Seiten22 Suburban Tahoe Electrical Body Builder SM U 2021OCT08Oscar Moreno ConstenlaNoch keine Bewertungen
- Motorola MC68336 User's ManualDokument434 SeitenMotorola MC68336 User's Manualmturri100% (1)
- J2534 Manual 2.2: ECU Flash Reprogramming GuideDokument24 SeitenJ2534 Manual 2.2: ECU Flash Reprogramming GuideИлья НикифоровNoch keine Bewertungen
- Fault Codes: Brake (DSC/DXC (Dynamic Stability Control) - Bosch 8.0 - Tyre Pressure Monitoring)Dokument5 SeitenFault Codes: Brake (DSC/DXC (Dynamic Stability Control) - Bosch 8.0 - Tyre Pressure Monitoring)zacarias NiquiceNoch keine Bewertungen
- Chrysler Neon 99 - Immobiliser SystemDokument4 SeitenChrysler Neon 99 - Immobiliser SystemeephantomNoch keine Bewertungen
- D400 System Block Diagram: Sis M650Dokument35 SeitenD400 System Block Diagram: Sis M650Ashok JangraNoch keine Bewertungen
- DSG and CVT ECU Module 58 Supports Writing and Boot ModesDokument3 SeitenDSG and CVT ECU Module 58 Supports Writing and Boot Modesabdo harb100% (1)
- MOSFET PA - PDF PDFDokument16 SeitenMOSFET PA - PDF PDFDoDuyBacNoch keine Bewertungen
- User Manual: IR DoctorDokument9 SeitenUser Manual: IR DoctorcatalinNoch keine Bewertungen
- Pcmflash Module 71: Bosch Medc17 BootloaderDokument165 SeitenPcmflash Module 71: Bosch Medc17 BootloaderEcutronik CLNoch keine Bewertungen
- OTC Family of Battery Testers: Sabre HPDokument4 SeitenOTC Family of Battery Testers: Sabre HPJhon Jairo Mazuera GuzmanNoch keine Bewertungen
- Gm900 ManualDokument1 SeiteGm900 ManualborlixNoch keine Bewertungen
- Focom Manual en PDFDokument40 SeitenFocom Manual en PDFwllopezNoch keine Bewertungen
- Chrysler J2534 Application Release Notes - J6.01.11Dokument1 SeiteChrysler J2534 Application Release Notes - J6.01.11Israel LopezNoch keine Bewertungen
- Benchtop Programmer - DRBIII Winflash II - User's Guide v3.0 PDFDokument35 SeitenBenchtop Programmer - DRBIII Winflash II - User's Guide v3.0 PDFNitsuga Oñesirb SavirNoch keine Bewertungen
- CVT / TCM Calibration Data "Write" Procedure: Applied VehiclesDokument20 SeitenCVT / TCM Calibration Data "Write" Procedure: Applied VehiclesАндрей ЛозовойNoch keine Bewertungen
- How to connect and program vehicle ECUDokument4 SeitenHow to connect and program vehicle ECUrumellemur59Noch keine Bewertungen
- DatasheetDokument50 SeitenDatasheetLuis BarbosaNoch keine Bewertungen
- TCM (Remanufactured) : 6T45 (Code 6524)Dokument1 SeiteTCM (Remanufactured) : 6T45 (Code 6524)belchiorNoch keine Bewertungen
- P0934-Line Pressure Sensor Circuit Low: Theory of OperationDokument5 SeitenP0934-Line Pressure Sensor Circuit Low: Theory of OperationSalvador PinedaNoch keine Bewertungen
- NERS Operation Manual V5.5Dokument43 SeitenNERS Operation Manual V5.5Guillermo StiflerNoch keine Bewertungen
- 2.8L - Engine - Motronic Multiport Fuel Injection (MFI) 130 KDokument14 Seiten2.8L - Engine - Motronic Multiport Fuel Injection (MFI) 130 KIbrain MoranNoch keine Bewertungen
- Scanner GM Tech2 TIS UserGuideDokument154 SeitenScanner GM Tech2 TIS UserGuideOscar VillaseñorNoch keine Bewertungen
- Esys Flasher User's ManualDokument8 SeitenEsys Flasher User's ManualThiago Techscan Henrique TechscanNoch keine Bewertungen
- 2012 Hyundai Full Line UsaDokument36 Seiten2012 Hyundai Full Line UsaflakosisasNoch keine Bewertungen
- PCF 7941Dokument1 SeitePCF 7941Rick CastilloNoch keine Bewertungen
- Electrical Equipment: Engine Compartment Connection UnitDokument106 SeitenElectrical Equipment: Engine Compartment Connection UnitAlejandro ArangurenNoch keine Bewertungen
- CHR400 inDokument1 SeiteCHR400 inossoski100% (1)
- Check Crankshaft and Camshaft Sensor LocationsDokument3 SeitenCheck Crankshaft and Camshaft Sensor LocationsLeandro FerreiraNoch keine Bewertungen
- Toyota Sincrinizar Modulos Smarkey MC-10162754-9999Dokument36 SeitenToyota Sincrinizar Modulos Smarkey MC-10162754-9999Key ChipNoch keine Bewertungen
- 3 Pinout and Signal Descriptions: 3.1 MC68HC912BC32 Pin AssignmentsDokument1 Seite3 Pinout and Signal Descriptions: 3.1 MC68HC912BC32 Pin AssignmentsOlga PlohotnichenkoNoch keine Bewertungen
- Max9924 Max9927Dokument23 SeitenMax9924 Max9927someone elseNoch keine Bewertungen
- Hitachi A56-Xxx Nissan RenaultDokument6 SeitenHitachi A56-Xxx Nissan RenaultburixthecatNoch keine Bewertungen
- ECM Calibration Transmission Software Enhancements Lexus 570 2016 2017 CanadaDokument7 SeitenECM Calibration Transmission Software Enhancements Lexus 570 2016 2017 CanadaSajjad HussainNoch keine Bewertungen
- Memory chip codes and identifiersDokument3 SeitenMemory chip codes and identifiersFernando PortuguezNoch keine Bewertungen
- Nissan Murano CVT repair bulletinDokument13 SeitenNissan Murano CVT repair bulletinHania BarajasNoch keine Bewertungen
- CANBUS InfoDokument19 SeitenCANBUS InfoBenito Camela100% (1)
- Mobileye Standard CAN Output Protocol Rev2.5Dokument29 SeitenMobileye Standard CAN Output Protocol Rev2.5Miguel Martin100% (1)
- Abrites J2534 Passthru Driver User ManualDokument37 SeitenAbrites J2534 Passthru Driver User ManualRalph WamaeNoch keine Bewertungen
- Implementing the J1850 Protocol for Vehicle CommunicationDokument15 SeitenImplementing the J1850 Protocol for Vehicle CommunicationMikeNoch keine Bewertungen
- Engine Control System OverviewDokument957 SeitenEngine Control System OverviewElena BujorNoch keine Bewertungen
- Celwave Master Omni Antennas ChartDokument5 SeitenCelwave Master Omni Antennas ChartStarLink1Noch keine Bewertungen
- Adat Lx20 ManualDokument98 SeitenAdat Lx20 ManualEric NanceNoch keine Bewertungen
- Primary Reformer TubesDokument10 SeitenPrimary Reformer TubesAhmed ELmlahyNoch keine Bewertungen
- Seamless Steel Tubes and Pipes For BoilersDokument20 SeitenSeamless Steel Tubes and Pipes For BoilersABChungBANoch keine Bewertungen
- Altera - ENDokument8 SeitenAltera - ENDoanh NguyenNoch keine Bewertungen
- Lesson Planning Product-Based Performance TaskDokument8 SeitenLesson Planning Product-Based Performance TaskMaricarElizagaFontanilla-LeeNoch keine Bewertungen
- Innovative Lesson PlanDokument12 SeitenInnovative Lesson PlanMurali Sambhu33% (3)
- Introducing Congestion Avoidance: Implement The Diffserv Qos ModelDokument39 SeitenIntroducing Congestion Avoidance: Implement The Diffserv Qos ModelrajkumarlodhNoch keine Bewertungen
- Association of Genetic Variant Linked To Hemochromatosis With Brain Magnetic Resonance Imaging Measures of Iron and Movement DisordersDokument10 SeitenAssociation of Genetic Variant Linked To Hemochromatosis With Brain Magnetic Resonance Imaging Measures of Iron and Movement DisordersavinNoch keine Bewertungen
- Newton's Laws of Motion Lab Questions Answer KeyDokument2 SeitenNewton's Laws of Motion Lab Questions Answer KeyAbdulla NassNoch keine Bewertungen
- P18 Probability in The CourtroomDokument14 SeitenP18 Probability in The CourtroomYehiaNoch keine Bewertungen
- Adobe After Effects CS3 Keyboard Shortcuts GuideDokument14 SeitenAdobe After Effects CS3 Keyboard Shortcuts GuideBrandon Sirota100% (1)
- Astrology, Believe It or Not - OCRDokument155 SeitenAstrology, Believe It or Not - OCRShashwat Singh Pokharel100% (2)
- Lab Report Mass Spring System Omar Nizar2Dokument31 SeitenLab Report Mass Spring System Omar Nizar2Omar MustafaNoch keine Bewertungen
- Microelectronics: Circuit Analysis and Design, 4 Edition by D. A. Neamen Problem SolutionsDokument6 SeitenMicroelectronics: Circuit Analysis and Design, 4 Edition by D. A. Neamen Problem SolutionsJano Jesus AlexNoch keine Bewertungen
- Uptime Awards: Recognizing The Best of The Best!Dokument40 SeitenUptime Awards: Recognizing The Best of The Best!Eric Sonny García AngelesNoch keine Bewertungen
- Interface Requirements SpecificationDokument27 SeitenInterface Requirements Specificationdhanoj6522Noch keine Bewertungen
- Research Article: Ballistic Impact Performance of Sic Ceramic-Dyneema Fiber Composite MaterialsDokument10 SeitenResearch Article: Ballistic Impact Performance of Sic Ceramic-Dyneema Fiber Composite MaterialsBhasker RamagiriNoch keine Bewertungen
- Angle Facts Powerpoint ExcellentDokument10 SeitenAngle Facts Powerpoint ExcellentNina100% (1)
- Quickin: 3D/2D Modelling Suite For Integral Water SolutionsDokument110 SeitenQuickin: 3D/2D Modelling Suite For Integral Water SolutionscocoNoch keine Bewertungen
- 25 Most Frequently Asked DSA Questions in MAANGDokument17 Seiten25 Most Frequently Asked DSA Questions in MAANGPranjalNoch keine Bewertungen
- Hospital Management System: A Project Report OnDokument24 SeitenHospital Management System: A Project Report OnRama GayariNoch keine Bewertungen
- Series - Parallel-RLC CKT EquationDokument13 SeitenSeries - Parallel-RLC CKT EquationEjaz MahfuzNoch keine Bewertungen
- (PPT) Design of A Low-Power Asynchronous SAR ADC in 45 NM CMOS TechnologyDokument42 Seiten(PPT) Design of A Low-Power Asynchronous SAR ADC in 45 NM CMOS TechnologyMurod KurbanovNoch keine Bewertungen
- Foundations On Friction Creep Piles in Soft ClaysDokument11 SeitenFoundations On Friction Creep Piles in Soft ClaysGhaith M. SalihNoch keine Bewertungen
- I) All Questions Are Compulsory. Ii) Figure To The Right Indicate Full Marks. Iii) Assume Suitable Data Wherever NecessaryDokument1 SeiteI) All Questions Are Compulsory. Ii) Figure To The Right Indicate Full Marks. Iii) Assume Suitable Data Wherever Necessarythamizharasi arulNoch keine Bewertungen
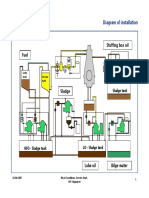
- Westfalia Separator Installation DiagramDokument68 SeitenWestfalia Separator Installation DiagramOno Jr Araza100% (3)
- Elec4602 NotesDokument34 SeitenElec4602 NotesDavid VangNoch keine Bewertungen
- Tetrahydrofuran: THF (Disambiguation)Dokument12 SeitenTetrahydrofuran: THF (Disambiguation)Faris NaufalNoch keine Bewertungen
- Iota Tangle 2.0: Toward A Scalable, Decentralized, Smart, and Autonomous Iot EcosystemDokument8 SeitenIota Tangle 2.0: Toward A Scalable, Decentralized, Smart, and Autonomous Iot EcosystemMarcos PonceNoch keine Bewertungen