Das könnte Ihnen auch gefallen
- Jackscrew Backshell Installation Instructions: 190-00313-11 October, 2017 Revision EDokument24 SeitenJackscrew Backshell Installation Instructions: 190-00313-11 October, 2017 Revision EAlex AnishchykNoch keine Bewertungen
- 190 02207 A6 - 01Dokument6 Seiten190 02207 A6 - 01Charitha SubasingheNoch keine Bewertungen
- Barfield User Manual - 1811H-1811G-101-00165 168 169Dokument77 SeitenBarfield User Manual - 1811H-1811G-101-00165 168 169benjadonnadieuNoch keine Bewertungen
- 2012-05-09 Apache Maintenance ManualDokument5 Seiten2012-05-09 Apache Maintenance ManualScott McLainNoch keine Bewertungen
- 208DN00Dokument168 Seiten208DN00william abraaoNoch keine Bewertungen
- MccauleyDokument14 SeitenMccauleyjose luis rocha marquezNoch keine Bewertungen
- SL Hartzell 2016Dokument36 SeitenSL Hartzell 2016Alexis KidemaNoch keine Bewertungen
- SD 3-30 TCDokument29 SeitenSD 3-30 TCAnnekeNoch keine Bewertungen
- Aircraft Maintenance Manual Aircraft Maintenance Manual Aircraft Maintenance Manual Aircraft Maintenance ManualDokument173 SeitenAircraft Maintenance Manual Aircraft Maintenance Manual Aircraft Maintenance Manual Aircraft Maintenance ManualMohammad JaleelNoch keine Bewertungen
- TT-1000A Turbine Temperature Test Set ManualDokument27 SeitenTT-1000A Turbine Temperature Test Set ManualmdhelicoptersNoch keine Bewertungen
- Non-Destructive Testing Applications in Commercial Aircraft MaintenanceDokument9 SeitenNon-Destructive Testing Applications in Commercial Aircraft MaintenanceEdgardo José Tamaronis LeonettNoch keine Bewertungen
- FlightCom IIsx ManualDokument8 SeitenFlightCom IIsx ManualAdrian TodeaNoch keine Bewertungen
- ManualDokument63 SeitenManualGus Shuga100% (1)
- Embraer Legacy 600 Landing Gear: Inspection, Overhaul & RepairDokument2 SeitenEmbraer Legacy 600 Landing Gear: Inspection, Overhaul & RepairHuda LestraNoch keine Bewertungen
- B737 Ch70 STD PracticesDokument21 SeitenB737 Ch70 STD PracticesAhmed Abdoul ZaherNoch keine Bewertungen
- Cleveland PDFDokument111 SeitenCleveland PDFJuan Eduardo Salazar Zambrana100% (1)
- PT6A 25SBindex CGA PDFDokument20 SeitenPT6A 25SBindex CGA PDFandresNoch keine Bewertungen
- Digital Level Decimal Accuracy Pro Model DWL 80Dokument2 SeitenDigital Level Decimal Accuracy Pro Model DWL 80donsira123Noch keine Bewertungen
- Pilot'S Handbook: 9900 Series Models 9900, 9900A and 9900BDokument117 SeitenPilot'S Handbook: 9900 Series Models 9900, 9900A and 9900BRandy SharpNoch keine Bewertungen
- EASA TCDS R.001 - (IM) - Sikorsky - S 92A 05 27042011Dokument8 SeitenEASA TCDS R.001 - (IM) - Sikorsky - S 92A 05 27042011060533Noch keine Bewertungen
- Piper Seneca II Service Spares Letter - SSL 406Dokument22 SeitenPiper Seneca II Service Spares Letter - SSL 406AlejandroNoch keine Bewertungen
- Service Information Letter: Flight Management System (FMS) Version MatrixDokument7 SeitenService Information Letter: Flight Management System (FMS) Version MatrixAlphard DarmawanNoch keine Bewertungen
- Idle TestDokument5 SeitenIdle TestKshitiz RastogiNoch keine Bewertungen
- SI 21-09 Amdt. 0 - Procedure For Completion and Used of DGAC Form 21-18, Airworthiness Approval TagDokument15 SeitenSI 21-09 Amdt. 0 - Procedure For Completion and Used of DGAC Form 21-18, Airworthiness Approval TagDoti Tri PrasetioNoch keine Bewertungen
- Aircraft Recovery Manual: Model A/C EffectivityDokument106 SeitenAircraft Recovery Manual: Model A/C Effectivityviola beckNoch keine Bewertungen
- F 90Dokument35 SeitenF 90ulises100% (1)
- Ok6410 Board Hardware ManualDokument23 SeitenOk6410 Board Hardware ManualcharaswatNoch keine Bewertungen
- Stratus 3i Installation GuideDokument8 SeitenStratus 3i Installation GuideCristhian Camilo Brand GiraldoNoch keine Bewertungen
- 406MHz Elt Tester User ManualDokument27 Seiten406MHz Elt Tester User Manualmauricio lagosNoch keine Bewertungen
- TM 11-6625-2946-24PDokument60 SeitenTM 11-6625-2946-24PAlexander J RokowetzNoch keine Bewertungen
- Model A-30 Altitude Digitizer Operation Manual Installation ManualDokument6 SeitenModel A-30 Altitude Digitizer Operation Manual Installation ManualHeringerNoch keine Bewertungen
- 2007 04 19R1Dokument24 Seiten2007 04 19R1Yaşar AkyıldızNoch keine Bewertungen
- CT 138167Dokument46 SeitenCT 138167Srand DanNoch keine Bewertungen
- NDT - Thrust Rev V Groove Outer InspectionDokument5 SeitenNDT - Thrust Rev V Groove Outer InspectionDavid OwenNoch keine Bewertungen
- Garmin GMA 350-350H Installation ManualDokument50 SeitenGarmin GMA 350-350H Installation ManualDouglas LopesNoch keine Bewertungen
- CS EtsoDokument428 SeitenCS EtsomohamadrezsepahamiriNoch keine Bewertungen
- AMM - IGO - A318/A319/A320/A321 REV DATE: Aug 01/2021 Tail Number - MSN - FSN: VT-ILN - 10151 - 431Dokument6 SeitenAMM - IGO - A318/A319/A320/A321 REV DATE: Aug 01/2021 Tail Number - MSN - FSN: VT-ILN - 10151 - 431Rameswar PradhanNoch keine Bewertungen
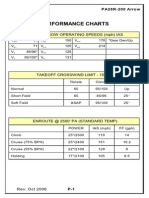
- PA28-200 Arrow PerformanceDokument4 SeitenPA28-200 Arrow PerformanceMichael LinnNoch keine Bewertungen
- ICAO Noise MeasurementDokument32 SeitenICAO Noise MeasurementMuralidharan ShanmugamNoch keine Bewertungen
- Aircraft Ant Icing and Deicing SystemDokument13 SeitenAircraft Ant Icing and Deicing SystemAdika StadevantNoch keine Bewertungen
- Configuration, Maintenance and Procedures: CMP-2925 REV. 0 Page 1C-Part 1CDokument4 SeitenConfiguration, Maintenance and Procedures: CMP-2925 REV. 0 Page 1C-Part 1CclebersjcNoch keine Bewertungen
- EPIRB Tester 5410 MKII HandbookDokument22 SeitenEPIRB Tester 5410 MKII Handbookdashu3873Noch keine Bewertungen
- Design, Alteration, and Certification of Airplane Electrical Wiring SystemsDokument101 SeitenDesign, Alteration, and Certification of Airplane Electrical Wiring Systemsjuli_navia3482100% (1)
- Zone and ATA Chapter PDFDokument25 SeitenZone and ATA Chapter PDFdnes9999Noch keine Bewertungen
- R44 Estimated Operating CostsDokument1 SeiteR44 Estimated Operating CostsHeiriNoch keine Bewertungen
- Manual SkyconnectDokument62 SeitenManual SkyconnectCarlos GomezNoch keine Bewertungen
- Safety Wire LockingDokument1 SeiteSafety Wire LockingUmeshdutt SridatNoch keine Bewertungen
- TK4 TK5Dokument3 SeitenTK4 TK5Jose AntonioNoch keine Bewertungen
- BD-700 MMEL Ver9Dokument165 SeitenBD-700 MMEL Ver9ShinYamaNoch keine Bewertungen
- NOR10 763-1 P68 AP68 Tech-Pub Index 5Dokument13 SeitenNOR10 763-1 P68 AP68 Tech-Pub Index 5riversgardenNoch keine Bewertungen
- Resume FOR AMEDokument3 SeitenResume FOR AMERohit RizalNoch keine Bewertungen
- Cp2101 Graphite Compound PdsDokument2 SeitenCp2101 Graphite Compound PdsPanneer Selvam0% (1)
- Champion Aviation Product Application / SkySupplyUSADokument64 SeitenChampion Aviation Product Application / SkySupplyUSASkySupplyUSANoch keine Bewertungen
- CV MUNKH-ENEREL Erdenetogtokh: B1 Licensed Aircraft Line Maintenance EngineerDokument4 SeitenCV MUNKH-ENEREL Erdenetogtokh: B1 Licensed Aircraft Line Maintenance EngineerUguumur BoldbatNoch keine Bewertungen
- AMA130C1 - Pilatus PC-9 Archived 07 2010Dokument5 SeitenAMA130C1 - Pilatus PC-9 Archived 07 2010valiburlacuNoch keine Bewertungen
- Hartzell Manual de MantenimientoDokument676 SeitenHartzell Manual de MantenimientoRF Stan100% (1)
- Service Bulletin: Piper Considers Compliance MandatoryDokument5 SeitenService Bulletin: Piper Considers Compliance MandatoryJean AbrialNoch keine Bewertungen
- ND Bk117 FSX ManualDokument22 SeitenND Bk117 FSX Manualกิตติทัต ศรีพละธรรมNoch keine Bewertungen
- Quinti Prop ManualDokument47 SeitenQuinti Prop ManualfasilpereiraNoch keine Bewertungen
- Afton Chemical HiTEC-317 - PDSDokument2 SeitenAfton Chemical HiTEC-317 - PDS1mmahoneyNoch keine Bewertungen
- Afton Chemical Gear Oil Additives HiTEC-315 - PDSDokument2 SeitenAfton Chemical Gear Oil Additives HiTEC-315 - PDS1mmahoneyNoch keine Bewertungen
- TelemarkMinDocPlansShuffled 2ndMinDocDeferred 17feb09Dokument1 SeiteTelemarkMinDocPlansShuffled 2ndMinDocDeferred 17feb091mmahoneyNoch keine Bewertungen
- ACG Phase 1 EIA Executive SummaryDokument55 SeitenACG Phase 1 EIA Executive Summary1mmahoneyNoch keine Bewertungen
- Ueckerdt Hirth Luderer Edenhofer System LCOE 2013Dokument33 SeitenUeckerdt Hirth Luderer Edenhofer System LCOE 20131mmahoneyNoch keine Bewertungen
- Gomez Sept2006Dokument48 SeitenGomez Sept20061mmahoneyNoch keine Bewertungen
- GMF BrochureDokument4 SeitenGMF Brochure1mmahoneyNoch keine Bewertungen
- CLAMPSDokument37 SeitenCLAMPSRamesh KrishnanNoch keine Bewertungen
- Enercom 022008Dokument27 SeitenEnercom 0220081mmahoneyNoch keine Bewertungen
- Aug2009 ATP Presentation PDFDokument29 SeitenAug2009 ATP Presentation PDF1mmahoneyNoch keine Bewertungen
- Vacuum Contactor BrochureDokument16 SeitenVacuum Contactor Brochure1mmahoneyNoch keine Bewertungen
- Quickstart LicensingDokument6 SeitenQuickstart Licensing1mmahoneyNoch keine Bewertungen
- Sakhalin PsaDokument37 SeitenSakhalin Psa1mmahoneyNoch keine Bewertungen
- Ipst WhitepaperDokument10 SeitenIpst Whitepaper1mmahoneyNoch keine Bewertungen
- Roxtec BG B Description Application GuidelinesDokument36 SeitenRoxtec BG B Description Application Guidelines1mmahoneyNoch keine Bewertungen
- 4.1.6 Technology Report Pulsed Combustion Drying KudraDokument13 Seiten4.1.6 Technology Report Pulsed Combustion Drying Kudra1mmahoneyNoch keine Bewertungen
- HLD Marketing Information 11-04 FinalDokument1 SeiteHLD Marketing Information 11-04 Final1mmahoneyNoch keine Bewertungen
- Bearing Lubrication With Refrigerant 1996Dokument7 SeitenBearing Lubrication With Refrigerant 19961mmahoneyNoch keine Bewertungen
- COMPRESSORtech2 Small Scale MR Vs Big BlockDokument5 SeitenCOMPRESSORtech2 Small Scale MR Vs Big Block1mmahoneyNoch keine Bewertungen
- Argonaut Ics 4Dokument7 SeitenArgonaut Ics 41mmahoneyNoch keine Bewertungen
- Seismic Stimulation of Oil Production in Depleted ReservoirsDokument4 SeitenSeismic Stimulation of Oil Production in Depleted Reservoirs1mmahoneyNoch keine Bewertungen
- 03-04-01 Offshore Capabilities - PoriDokument33 Seiten03-04-01 Offshore Capabilities - Pori1mmahoneyNoch keine Bewertungen
- Blast Resistant Equipment CentersDokument4 SeitenBlast Resistant Equipment Centers1mmahoneyNoch keine Bewertungen
- Action Plan Process IntensificationDokument93 SeitenAction Plan Process Intensification1mmahoneyNoch keine Bewertungen
- Aug2009 ATP Presentation PDFDokument29 SeitenAug2009 ATP Presentation PDF1mmahoneyNoch keine Bewertungen
- Argyropoulou Christina MSC 2017Dokument220 SeitenArgyropoulou Christina MSC 20171mmahoneyNoch keine Bewertungen
- PEI Technical Note Achieves Maximum Energy Efficiency with Dual Turbine SystemDokument2 SeitenPEI Technical Note Achieves Maximum Energy Efficiency with Dual Turbine System1mmahoneyNoch keine Bewertungen
- Deshidratacion de CrudoDokument7 SeitenDeshidratacion de CrudochirinoslaaNoch keine Bewertungen
- Desalter Upgrade Final - FormattedDokument2 SeitenDesalter Upgrade Final - Formatted1mmahoneyNoch keine Bewertungen
- Sams DesaltingDokument23 SeitenSams DesaltingJose Montenegro100% (4)
- Mt-I-Tut-1 (2011)Dokument2 SeitenMt-I-Tut-1 (2011)Pradeep Jain0% (2)
- Design-II Samples Tutorial PDFDokument385 SeitenDesign-II Samples Tutorial PDFHani Kirmani100% (1)
- Advanced Post-Combustion CO2 CaptureDokument39 SeitenAdvanced Post-Combustion CO2 CaptureMuhammad Faiz Fudzaili100% (1)
- SR 510 39944Dokument51 SeitenSR 510 39944anafeesNoch keine Bewertungen
- Biogas to Biomethane Review of Key TechnologiesDokument15 SeitenBiogas to Biomethane Review of Key Technologiesfluturasroz24Noch keine Bewertungen
- 812 00117 01 Ucarsol Hs 101 Solvent For Gas Treating ApplicationDokument9 Seiten812 00117 01 Ucarsol Hs 101 Solvent For Gas Treating ApplicationafshinNoch keine Bewertungen
- A 0427 Carbon Dioxide Measurements in Natural Gas Processing Using TdlasDokument3 SeitenA 0427 Carbon Dioxide Measurements in Natural Gas Processing Using TdlasRooselvet GalindoNoch keine Bewertungen
- Gas Pre TreatmentDokument12 SeitenGas Pre TreatmentAnonymous bHh1L1100% (4)
- Understanding LNG Terminals and the Liquefaction ProcessDokument51 SeitenUnderstanding LNG Terminals and the Liquefaction ProcessClemenNoch keine Bewertungen
- Correlation and Prediction of The Solubility of CO2 and H2S inDokument6 SeitenCorrelation and Prediction of The Solubility of CO2 and H2S inYogesh PatilNoch keine Bewertungen
- OSHA Technical Manual (OTM) - Section IV - Chapter 5 - Pressure Vessel GuidelinesDokument8 SeitenOSHA Technical Manual (OTM) - Section IV - Chapter 5 - Pressure Vessel GuidelinesNizami ShirinovNoch keine Bewertungen
- Co2 Removal Membrane TechnologyDokument32 SeitenCo2 Removal Membrane TechnologyhecalsieNoch keine Bewertungen
- Intro-Natural Gas ProcessingDokument45 SeitenIntro-Natural Gas ProcessingJaimin PrajapatiNoch keine Bewertungen
- Sulfur Compound Extraction and Sweetening: P A R T 11Dokument14 SeitenSulfur Compound Extraction and Sweetening: P A R T 11Bharavi K SNoch keine Bewertungen
- Sewage Sludge GasificationDokument96 SeitenSewage Sludge GasificationSupp PrakobkitNoch keine Bewertungen
- 7J48N-00-15-17-005 Distributed Control SystemDokument134 Seiten7J48N-00-15-17-005 Distributed Control SystemAhmed FayedNoch keine Bewertungen
- A 620Dokument240 SeitenA 620Gulfam ShahzadNoch keine Bewertungen
- Gas Processing PresentationDokument53 SeitenGas Processing PresentationAmber KumarNoch keine Bewertungen
- Dow SruDokument15 SeitenDow SruAJAY1381Noch keine Bewertungen
- Final Report (Corrected) 02Dokument192 SeitenFinal Report (Corrected) 02MuhammadObaidullahNoch keine Bewertungen
- Update Terbaru PFD FixDokument1 SeiteUpdate Terbaru PFD FixaulianwNoch keine Bewertungen
- Coursework Due Date Matric No 1900385: Drilling and Well EngineeringDokument21 SeitenCoursework Due Date Matric No 1900385: Drilling and Well EngineeringloladeNoch keine Bewertungen
- SG1 Final PPT Rev1Dokument51 SeitenSG1 Final PPT Rev1Swarnim RajNoch keine Bewertungen
- 24-Sour Gas ProcessingDokument24 Seiten24-Sour Gas ProcessingGlory Adekunle Tokede100% (2)
- Amine Re Circulation Pump Min CirculationDokument2 SeitenAmine Re Circulation Pump Min CirculationajaysapruNoch keine Bewertungen
- Fortune 500 E&C Firm Helps Customers Reduce CO Emissions and Lower CostsDokument2 SeitenFortune 500 E&C Firm Helps Customers Reduce CO Emissions and Lower CostsShaswat Shovan PandaNoch keine Bewertungen
- Catacarb System Process Technology PDFDokument90 SeitenCatacarb System Process Technology PDFZain AliNoch keine Bewertungen
- 3050 Using This Manual: Chevron Corporation 3050-1 August 1999Dokument8 Seiten3050 Using This Manual: Chevron Corporation 3050-1 August 1999milecsa100% (1)
- Amine Gas Sweetening Systems PsDokument3 SeitenAmine Gas Sweetening Systems Pscanada_198020008918Noch keine Bewertungen