Das könnte Ihnen auch gefallen
- NG-018-XX-PNL-430926 - Rev04 Weld Numbering System and Procedure UnsignedDokument20 SeitenNG-018-XX-PNL-430926 - Rev04 Weld Numbering System and Procedure UnsignedFolarin Ayodeji100% (1)
- Working ITPDokument4 SeitenWorking ITPStephen BoodooNoch keine Bewertungen
- Att#11 - A - Painting ProcedureDokument14 SeitenAtt#11 - A - Painting ProcedureClémentNoch keine Bewertungen
- Welding Inspection ReportDokument2 SeitenWelding Inspection Reportsharif1974Noch keine Bewertungen
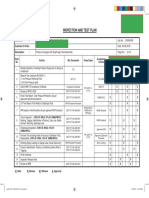
- Inspection and Test Procedure Rev.0aDokument14 SeitenInspection and Test Procedure Rev.0ahalim_kidNoch keine Bewertungen
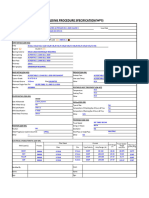
- Welding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXDokument62 SeitenWelding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXkingstonNoch keine Bewertungen
- LV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientDokument1 SeiteLV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientsameershahzanNoch keine Bewertungen
- Insulation Resistance Test FormDokument1 SeiteInsulation Resistance Test FormJohny AdvientoNoch keine Bewertungen
- Icr-Pr-18 NDT ProcedureDokument4 SeitenIcr-Pr-18 NDT ProcedureBauyrzhanNoch keine Bewertungen
- Dimensional Inspektion ReportDokument6 SeitenDimensional Inspektion Reportdidi sudiNoch keine Bewertungen
- Quality Control ManualDokument15 SeitenQuality Control ManualJBStringerNoch keine Bewertungen
- Package 2s E0001 - Jupiter DCR 30-10-2021Dokument96 SeitenPackage 2s E0001 - Jupiter DCR 30-10-2021senthilNoch keine Bewertungen
- Editable AWS D1.1 WPSDokument2 SeitenEditable AWS D1.1 WPSSheik Mohamed100% (1)
- Wps Mig PDF FreeDokument3 SeitenWps Mig PDF Freehanz bermejoNoch keine Bewertungen
- LPS-01-HTI-ITP-EL-005 - Point WiringDokument5 SeitenLPS-01-HTI-ITP-EL-005 - Point WiringJomy JohnyNoch keine Bewertungen
- TopCoreBelco 101 FCDokument9 SeitenTopCoreBelco 101 FCCesar ArellanoNoch keine Bewertungen
- Project Quality Plan 8 7 2012 PDFDokument26 SeitenProject Quality Plan 8 7 2012 PDFtalhaNoch keine Bewertungen
- ACMV Inspeciton Check ListDokument22 SeitenACMV Inspeciton Check ListNaing Win TunNoch keine Bewertungen
- NDT Request (Template)Dokument4 SeitenNDT Request (Template)Bethel NdifonNoch keine Bewertungen
- NDE of BoilersDokument6 SeitenNDE of Boilersshabbir626100% (1)
- Inspection Report: 1 - Reference SectionDokument2 SeitenInspection Report: 1 - Reference SectionMahesh RINANoch keine Bewertungen
- Weld ElectrodesDokument42 SeitenWeld ElectrodesNarendraNoch keine Bewertungen
- ITP Fuel Fillter (J-1001) Rev10+Dokument9 SeitenITP Fuel Fillter (J-1001) Rev10+DjokoNoch keine Bewertungen
- Alishar SP 2Dokument84 SeitenAlishar SP 2Alam MD SazidNoch keine Bewertungen
- W QC A 004 Rev1, WQT ProcedureDokument15 SeitenW QC A 004 Rev1, WQT ProcedureAlif Rahmat FebriantoNoch keine Bewertungen
- Qa QC Inspection ReportDokument1 SeiteQa QC Inspection ReportUbaidullah KhanNoch keine Bewertungen
- QCP & Report Rev 03Dokument30 SeitenQCP & Report Rev 03Heri FebriyantoNoch keine Bewertungen
- QC Example Resume.01Dokument4 SeitenQC Example Resume.01Guru SankarNoch keine Bewertungen
- Nde Map & Nde Procedure (Sudah Di Revisi)Dokument4 SeitenNde Map & Nde Procedure (Sudah Di Revisi)Hardika SambilangNoch keine Bewertungen
- Instrumentation and ControlsDokument2 SeitenInstrumentation and ControlsTrí NguyễnNoch keine Bewertungen
- Welders ManagementDokument11 SeitenWelders ManagementStanley AlexNoch keine Bewertungen
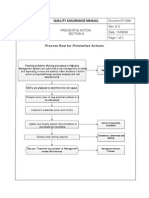
- Quality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Dokument2 SeitenQuality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Ngonidzashe ZvarevasheNoch keine Bewertungen
- Metal Magnetic MemoryDokument41 SeitenMetal Magnetic MemoryBogdan MunteanuNoch keine Bewertungen
- WFP 2 01 Procedure R1Dokument8 SeitenWFP 2 01 Procedure R1leodavid87Noch keine Bewertungen
- T Tuv Ind Dia Priva Ate Lim Ited: Inspe Ection Re Elease N Note / Ce Ertificat TEDokument2 SeitenT Tuv Ind Dia Priva Ate Lim Ited: Inspe Ection Re Elease N Note / Ce Ertificat TEalpesh patelNoch keine Bewertungen
- Welding Log BookDokument1 SeiteWelding Log Booksamsurendran_mech4020Noch keine Bewertungen
- ThyssenDokument0 SeitenThyssenAbbas RizviNoch keine Bewertungen
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDokument26 SeitenNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosNoch keine Bewertungen
- Proposed Welding Procedure Specification (PWPS) : REV:A3Dokument1 SeiteProposed Welding Procedure Specification (PWPS) : REV:A3Shanawas Abdul RazakNoch keine Bewertungen
- CV Tran Anh Van 12-2016Dokument5 SeitenCV Tran Anh Van 12-2016Huy. Do QuangNoch keine Bewertungen
- Magnetic Particle Examination Procedure: Document No.: POS-MT-01 Rev.01Dokument11 SeitenMagnetic Particle Examination Procedure: Document No.: POS-MT-01 Rev.01Nguyen Anh TuanNoch keine Bewertungen
- Non-Conformity Report: Corrective Action RequestDokument2 SeitenNon-Conformity Report: Corrective Action Request3582618Noch keine Bewertungen
- QAP For Conical StrainerDokument2 SeitenQAP For Conical StrainersatishchidrewarNoch keine Bewertungen
- PQP For Piping ProjectDokument7 SeitenPQP For Piping ProjectkapsarcNoch keine Bewertungen
- Scope: Method Statement For Welding ControlDokument6 SeitenScope: Method Statement For Welding ControlSIBINNoch keine Bewertungen
- T-SS-SA-1166 - 120414 - Welding Process Control Procedure (SG2425-CST-007) Rev.0Dokument110 SeitenT-SS-SA-1166 - 120414 - Welding Process Control Procedure (SG2425-CST-007) Rev.0Akansha SharmaNoch keine Bewertungen
- Itp For Painting - FDokument5 SeitenItp For Painting - FMudabbir HussainNoch keine Bewertungen
- Qam 3Dokument35 SeitenQam 3Arunachalam AvanashiNoch keine Bewertungen
- RT ProcedureDokument51 SeitenRT ProcedureAwale UdinNoch keine Bewertungen
- Quality ControlDokument51 SeitenQuality ControlOprisor CostinNoch keine Bewertungen
- JK Pipeline Welding & Installation Traceability Procedure CoDokument1 SeiteJK Pipeline Welding & Installation Traceability Procedure Cogst ajahNoch keine Bewertungen
- Bs Tech: Electrodes Issue and Return RegisterDokument1 SeiteBs Tech: Electrodes Issue and Return RegisterRhannie GarciaNoch keine Bewertungen
- Class P6A6Dokument24 SeitenClass P6A6SalimNoch keine Bewertungen
- PROJECT STANDARDS and SPECIFICATIONS Welding Qualification Test Procedure Rev01webDokument5 SeitenPROJECT STANDARDS and SPECIFICATIONS Welding Qualification Test Procedure Rev01webhiyeonNoch keine Bewertungen
- Body Flanges On ShellsDokument2 SeitenBody Flanges On ShellsPadmanabhan VenkateshNoch keine Bewertungen
- ITPDokument1 SeiteITPVenkatesh PethurajNoch keine Bewertungen
- General Procedure of Manufacturing The Custom Built Sound Proof Enclosures With PanelsDokument14 SeitenGeneral Procedure of Manufacturing The Custom Built Sound Proof Enclosures With PanelspawanNoch keine Bewertungen
- Receiving Material Procedure CoverDokument1 SeiteReceiving Material Procedure Covergst ajahNoch keine Bewertungen
- ATT VT-1.0A Rev. 2 ProcedureDokument5 SeitenATT VT-1.0A Rev. 2 Procedureskynyrd75Noch keine Bewertungen
- ATT VT-1.0A Rev. 2 ProcedureDokument5 SeitenATT VT-1.0A Rev. 2 ProcedurefatihkisaNoch keine Bewertungen
- ASTM DistillationDokument23 SeitenASTM Distillationtri_bobNoch keine Bewertungen
- BANDO V Belt Design ManualDokument38 SeitenBANDO V Belt Design ManualJie Lee Chuin Chee100% (1)
- HVAC Cooling Load Procedure Guideline Lo0Dokument62 SeitenHVAC Cooling Load Procedure Guideline Lo0api-385802594% (36)
- Positive Negative IntegersDokument6 SeitenPositive Negative Integerstri_bobNoch keine Bewertungen
- Robotics Lecture16Dokument14 SeitenRobotics Lecture16tri_bobNoch keine Bewertungen
- HVAC Cooling Load Procedure Guideline Lo0Dokument62 SeitenHVAC Cooling Load Procedure Guideline Lo0api-385802594% (36)
- Construction Safety ManagementDokument29 SeitenConstruction Safety Managementtri_bobNoch keine Bewertungen
- Chain Pull CalculationsDokument39 SeitenChain Pull Calculationsmech_abhi100% (2)
- Rex Chain Drive DesignDokument63 SeitenRex Chain Drive Designarchivaldo8571Noch keine Bewertungen
- 2D Numerical Analysis of Hydraulic Fracturing in Heterogeneous Geo-Materials - 2009 - c49 PDFDokument11 Seiten2D Numerical Analysis of Hydraulic Fracturing in Heterogeneous Geo-Materials - 2009 - c49 PDFMoataz Hesham SolimanNoch keine Bewertungen
- Fibers - Honeywell Advanced Fibers and CompositesDokument2 SeitenFibers - Honeywell Advanced Fibers and CompositesnitzeebbNoch keine Bewertungen
- Beneficiation of Ajabanoko Iron Ore Deposit, Kogi State, Nigeria Using Magnetic MethodsDokument3 SeitenBeneficiation of Ajabanoko Iron Ore Deposit, Kogi State, Nigeria Using Magnetic MethodsInfogain publicationNoch keine Bewertungen
- General Waterstop BrochureDokument8 SeitenGeneral Waterstop BrochureMuhammet Kızıl100% (1)
- EFI BasicsDokument168 SeitenEFI BasicsBryanMaes100% (1)
- Appleton Sellos VerticalesDokument2 SeitenAppleton Sellos VerticalesArq. Giovanni LopezNoch keine Bewertungen
- Lesson 6-GlassDokument32 SeitenLesson 6-Glasslewis imaNoch keine Bewertungen
- Carl Deckard - Father of The SLS Method and One of The Pioneers of 3D Printing Technologies, Died... - 3DPC We Speak 3D PrintiDokument1 SeiteCarl Deckard - Father of The SLS Method and One of The Pioneers of 3D Printing Technologies, Died... - 3DPC We Speak 3D PrintiA GHAILANE EL HASSANI RABII SOUMAYANoch keine Bewertungen
- Lecture 6Dokument36 SeitenLecture 6keiNoch keine Bewertungen
- Corrioson TestDokument14 SeitenCorrioson Testcombahee100% (1)
- Guide To Forms of SeperationDokument32 SeitenGuide To Forms of SeperationHồ ThànhNoch keine Bewertungen
- Weight of Marine PlywoodDokument1 SeiteWeight of Marine Plywooddanilo laraNoch keine Bewertungen
- Basic Principle of Semiconductor DiodesDokument5 SeitenBasic Principle of Semiconductor DiodessatishasdNoch keine Bewertungen
- S2K14 SBU1 PIP DOC 1003 Pipe Class SpecificationDokument7 SeitenS2K14 SBU1 PIP DOC 1003 Pipe Class SpecificationvivekpecNoch keine Bewertungen
- 1.sanitary Wastewater MOSDokument13 Seiten1.sanitary Wastewater MOSarshad iqbal0% (1)
- An Evaluation of The Cross-Tension Test of Resistance Spot Welds in High-Strength Dual-Phase SteelsDokument8 SeitenAn Evaluation of The Cross-Tension Test of Resistance Spot Welds in High-Strength Dual-Phase SteelsMuhammad Bahtiyar FirdausNoch keine Bewertungen
- Visit ReportDokument13 SeitenVisit ReportAlankrutha DevuNoch keine Bewertungen
- Ac-700 SpecificationDokument10 SeitenAc-700 SpecificationTarek Abuzene100% (1)
- Dept of Chemistry 18CHE12/22 Sai Vidya Institute of TechnologyDokument22 SeitenDept of Chemistry 18CHE12/22 Sai Vidya Institute of TechnologyshreyaNoch keine Bewertungen
- Drveni Zidovi PDFDokument35 SeitenDrveni Zidovi PDFMartinJankovićNoch keine Bewertungen
- Spargers - For Reaction Vessels: New From ACE..Dokument2 SeitenSpargers - For Reaction Vessels: New From ACE..parykoochakNoch keine Bewertungen
- Portfolio Entry No. 3: Minerals and Their UsesDokument4 SeitenPortfolio Entry No. 3: Minerals and Their UsesReizel Joy Borja RasonaNoch keine Bewertungen
- Product Range: Typical ValuesDokument32 SeitenProduct Range: Typical ValuesRodrigoMachadoNoch keine Bewertungen
- Iso 2528Dokument8 SeitenIso 2528nisa nurhidayatiNoch keine Bewertungen
- PPC Master MarchDokument148 SeitenPPC Master MarchSandip JadhavNoch keine Bewertungen
- Astm21 1510Dokument18 SeitenAstm21 1510Robert ChenNoch keine Bewertungen
- 2.separator ManualDokument198 Seiten2.separator Manualidigiti100% (1)
- HSVC1 PP4-QA, QC Equipment Status Report - 20190828Dokument44 SeitenHSVC1 PP4-QA, QC Equipment Status Report - 20190828nkvonNoch keine Bewertungen
- NL User Manual Nord Lock WashersDokument7 SeitenNL User Manual Nord Lock Washersmohit_mgNoch keine Bewertungen
- Welding Journal 1959 10Dokument136 SeitenWelding Journal 1959 10AlexeyNoch keine Bewertungen