Das könnte Ihnen auch gefallen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Sistema Combustible Man MantenimientoDokument4 SeitenSistema Combustible Man Mantenimientoramsi17Noch keine Bewertungen
- DDEC Reports 8.06 Improvements: Service Systems DevelopmentDokument4 SeitenDDEC Reports 8.06 Improvements: Service Systems Developmentramsi17Noch keine Bewertungen
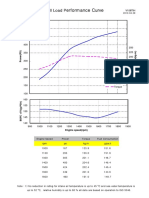
- Performance Curve V158TIH 2010-04-29Dokument1 SeitePerformance Curve V158TIH 2010-04-29ramsi17Noch keine Bewertungen
- Service Manual Ve d12Dokument32 SeitenService Manual Ve d12ramsi17100% (1)
- Cummins - ISX15 CM2350 (2013-17)Dokument17 SeitenCummins - ISX15 CM2350 (2013-17)ramsi17100% (6)
- Det 84626 Dd13 Brochure WebDokument10 SeitenDet 84626 Dd13 Brochure Webramsi17Noch keine Bewertungen
- Meritor - FrontAxle KinpinesDokument234 SeitenMeritor - FrontAxle Kinpinesramsi17Noch keine Bewertungen
- Kit Reparacion HarnesDokument1 SeiteKit Reparacion Harnesramsi17Noch keine Bewertungen
- JH4 Om 05june08 PDFDokument158 SeitenJH4 Om 05june08 PDFramsi17Noch keine Bewertungen
- Mercedes Benz Brocure Mb900Dokument16 SeitenMercedes Benz Brocure Mb900ramsi17Noch keine Bewertungen
- Nation Parts Guide PG 29Dokument1 SeiteNation Parts Guide PG 29ramsi17Noch keine Bewertungen
- 2" and 3 " King Pins: JOST King Pin DesignsDokument2 Seiten2" and 3 " King Pins: JOST King Pin Designsramsi17Noch keine Bewertungen
- Detroit DD15 Engine: Horsepower LB-FT Torque LitersDokument10 SeitenDetroit DD15 Engine: Horsepower LB-FT Torque Litersramsi17100% (1)
- TRW 1108 02 07Dokument60 SeitenTRW 1108 02 07ramsi17Noch keine Bewertungen
- 5th Wheel Catalog - LT SKCAT-01Dokument44 Seiten5th Wheel Catalog - LT SKCAT-01ramsi17Noch keine Bewertungen
- Dayton BrakeDokument66 SeitenDayton Brakeramsi17Noch keine Bewertungen
- Catalogo Max LifeDokument7 SeitenCatalogo Max Liferamsi17Noch keine Bewertungen
- Radiators 2016Dokument158 SeitenRadiators 2016ramsi17Noch keine Bewertungen
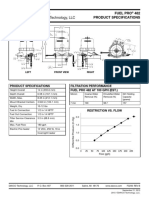
- Davco 482 PDFDokument1 SeiteDavco 482 PDFramsi17Noch keine Bewertungen
- Meritor 120 125 SeriesSriveAxlesDokument15 SeitenMeritor 120 125 SeriesSriveAxlesramsi17Noch keine Bewertungen
- Installation GuideDokument24 SeitenInstallation Guideramsi17Noch keine Bewertungen
- Datasheet QSD42Dokument2 SeitenDatasheet QSD42ramsi17Noch keine Bewertungen
- Batteries 05Dokument13 SeitenBatteries 05ramsi17Noch keine Bewertungen
- Catalog Ohol SetDokument331 SeitenCatalog Ohol Setramsi17Noch keine Bewertungen
- Ddec VIDokument2 SeitenDdec VIramsi1733% (3)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- BCC M425-0000-1A-004-PX0334-030 BCC0727: Display/Operation Functional SafetyDokument2 SeitenBCC M425-0000-1A-004-PX0334-030 BCC0727: Display/Operation Functional SafetyAlberto AvilesNoch keine Bewertungen
- Technical Data: Model NumberDokument5 SeitenTechnical Data: Model NumberChirag KothiyaNoch keine Bewertungen
- Ez Electric Power Steering: Installation ManualDokument9 SeitenEz Electric Power Steering: Installation ManualcesarecontoNoch keine Bewertungen
- Material Manpower Equipment CostDokument220 SeitenMaterial Manpower Equipment CostMJ100% (3)
- Nice Tub400Dokument164 SeitenNice Tub400Juan Carlos Revuelta NNoch keine Bewertungen
- (A) The Diagram Shows The Inside of A Three-Pin Plug.: Leave BlankDokument2 Seiten(A) The Diagram Shows The Inside of A Three-Pin Plug.: Leave BlankYu SunNoch keine Bewertungen
- FW-V20 NivomerDokument8 SeitenFW-V20 NivomersxasxNoch keine Bewertungen
- Panasonic BT LH900A ManualDokument32 SeitenPanasonic BT LH900A ManualElectra/Off TraxNoch keine Bewertungen
- Electrical Drill ChecklistDokument1 SeiteElectrical Drill ChecklistrexivyNoch keine Bewertungen
- BIOPAC MP Hardware Guide PDFDokument227 SeitenBIOPAC MP Hardware Guide PDFraluca100% (1)
- Product CAT BLMT - DatasheetDokument8 SeitenProduct CAT BLMT - DatasheetiamlpNoch keine Bewertungen
- Erection Instructions Tubular Steel Tower Up To 100 MDokument116 SeitenErection Instructions Tubular Steel Tower Up To 100 MenantioagaNoch keine Bewertungen
- SSE 2227 Archivo Ingecon Sun Catalogue 2016 v2 EnglishDokument160 SeitenSSE 2227 Archivo Ingecon Sun Catalogue 2016 v2 EnglishVitor Olivetti0% (1)
- Terra at 3000 Altitude Encoder Digitizer IMMDokument42 SeitenTerra at 3000 Altitude Encoder Digitizer IMMMariano Lopez FilhoNoch keine Bewertungen
- 4 TNV 84 TZDokument6 Seiten4 TNV 84 TZCarlos Rivera MontesNoch keine Bewertungen
- Manual Sivacon 8ps Configuring With LX en-GBDokument210 SeitenManual Sivacon 8ps Configuring With LX en-GBEdwin LoquinaNoch keine Bewertungen
- Ficha Técnica Estibador Hyster b60zDokument8 SeitenFicha Técnica Estibador Hyster b60zAndrey Fernando Luque SeguraNoch keine Bewertungen
- Hirschmann Mentor Service Calibration Manual 190198 - ADokument45 SeitenHirschmann Mentor Service Calibration Manual 190198 - ATAREK HAREEDYNoch keine Bewertungen
- PublicationDokument180 SeitenPublicationFrancisco CalderónNoch keine Bewertungen
- Kobelco Sk75-8 Hydraulic Excavator Service Repair ManualDokument25 SeitenKobelco Sk75-8 Hydraulic Excavator Service Repair ManualAgus waluyoNoch keine Bewertungen
- AVR ATtiny USB TutorialDokument30 SeitenAVR ATtiny USB TutorialNIKOLAOS NANNOSNoch keine Bewertungen
- G.T.Power RC: High Precision Watt Meter and Power AnalyzerDokument2 SeitenG.T.Power RC: High Precision Watt Meter and Power AnalyzerDicky DarmawanNoch keine Bewertungen
- Vigilon Repeat Panel (EN/BS) : VIG-RPT-72Dokument10 SeitenVigilon Repeat Panel (EN/BS) : VIG-RPT-72Mitsubishi FA Riyadh-Saudi ArabiaNoch keine Bewertungen
- ALCOMA Microwave AL17F ManualDokument50 SeitenALCOMA Microwave AL17F ManualDiHLoS100% (1)
- General Description Technical Information Series D FL: Proportional Directional Control ValvesDokument7 SeitenGeneral Description Technical Information Series D FL: Proportional Directional Control ValvesMohamed RiyazNoch keine Bewertungen
- LG BH7220BDokument125 SeitenLG BH7220Bdanielradu27100% (1)
- Liaison XLDokument681 SeitenLiaison XLmaha muhammed100% (3)
- RUS Bulletin 1728F-806 Viewing Instructions: To Jump To A Topic by Using Its BookmarkDokument91 SeitenRUS Bulletin 1728F-806 Viewing Instructions: To Jump To A Topic by Using Its BookmarkjosehenriquezsotoNoch keine Bewertungen
- Chassis Aa-2d KV-32S42 KV-32S42 KV-32S66 KV-32S66 KV-32V42 KDokument69 SeitenChassis Aa-2d KV-32S42 KV-32S42 KV-32S66 KV-32S66 KV-32V42 KLuis Rug100% (1)