Das könnte Ihnen auch gefallen
- Bosch p7100 Injection Pump Service Manual PDFDokument2 SeitenBosch p7100 Injection Pump Service Manual PDFAdam Johnson7% (14)
- Electric Machines and Drives - Ned MohanDokument3 SeitenElectric Machines and Drives - Ned MohanNaveed Iqbal0% (4)
- FANSDokument37 SeitenFANSPrabir Kumar Pati100% (1)
- The Product & UX Design Roadmap 2023Dokument16 SeitenThe Product & UX Design Roadmap 2023shreya kaleNoch keine Bewertungen
- Compressed Air Option CalculatorDokument17 SeitenCompressed Air Option CalculatorEngFaisal AlraiNoch keine Bewertungen
- Pumps Best Practice ToolsDokument9 SeitenPumps Best Practice Toolspm2013100% (1)
- Air CompressorsDokument44 SeitenAir CompressorsZYJA DLANE MALITNoch keine Bewertungen
- Blower Selection For Wastewater AerationDokument10 SeitenBlower Selection For Wastewater AerationRobert MontoyaNoch keine Bewertungen
- Rightsizing Compressed Air SystemDokument6 SeitenRightsizing Compressed Air SystemRahul ChandrawarNoch keine Bewertungen
- Air CompreesorDokument59 SeitenAir CompreesorramprakashpatelNoch keine Bewertungen
- Cascade Non Refrigeration 1.3 WebDokument16 SeitenCascade Non Refrigeration 1.3 WebHua Hidari Yang100% (1)
- Pressed Air System NDokument35 SeitenPressed Air System NvmramakrishnanNoch keine Bewertungen
- GPG216 Energy Saving in The Filtration and Drying of Compressed AirDokument31 SeitenGPG216 Energy Saving in The Filtration and Drying of Compressed AirIppiNoch keine Bewertungen
- Vacuum Pump SizingDokument1 SeiteVacuum Pump SizingAhmad Saiful AnwarNoch keine Bewertungen
- Compressors - O & M-Manual - CompressorsDokument64 SeitenCompressors - O & M-Manual - CompressorsJuned Hamid KhanNoch keine Bewertungen
- Designing Compressed Air SystemsDokument8 SeitenDesigning Compressed Air SystemsZaki AnwerNoch keine Bewertungen
- Energy Audit - Pumps JHerreraDokument25 SeitenEnergy Audit - Pumps JHerrerabaldonado1Noch keine Bewertungen
- BlowersDokument58 SeitenBlowersmahmad61100% (1)
- Part 1 - Fundamentals of Airflow, Fans & DuctDokument49 SeitenPart 1 - Fundamentals of Airflow, Fans & Ductkhanh.vecNoch keine Bewertungen
- LED Savings Calculator v1bDokument3 SeitenLED Savings Calculator v1bpvenky_kkdNoch keine Bewertungen
- Aux Power CalculationDokument22 SeitenAux Power Calculationssheart_mindNoch keine Bewertungen
- Use of Rice Husk As Fuel in Process Steam BoilersDokument5 SeitenUse of Rice Husk As Fuel in Process Steam BoilersHinaAmanNoch keine Bewertungen
- Pumpsandpumpingsystems 150309110148 Conversion Gate01Dokument58 SeitenPumpsandpumpingsystems 150309110148 Conversion Gate01AltairNoch keine Bewertungen
- Air TreatmentDokument7 SeitenAir TreatmentmishraenggNoch keine Bewertungen
- Best Practice Compressed Air V5Dokument20 SeitenBest Practice Compressed Air V5Rizwan AliNoch keine Bewertungen
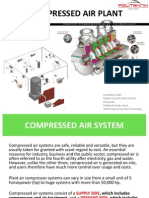
- Compressed Air PlantDokument24 SeitenCompressed Air Plantliezaebot100% (4)
- Compressed Air Fact Sheet CTDokument6 SeitenCompressed Air Fact Sheet CTjaimeNoch keine Bewertungen
- Blower Power CalculDokument4 SeitenBlower Power Calculm_stasys9939Noch keine Bewertungen
- Pump & FanDokument14 SeitenPump & FanBalraj PadmashaliNoch keine Bewertungen
- Optimizing Pump and Fan ApplicationsDokument7 SeitenOptimizing Pump and Fan Applicationsallahuakbar2011Noch keine Bewertungen
- Cooling Tower Efficiency CalculationsDokument4 SeitenCooling Tower Efficiency CalculationsMaman HakimNoch keine Bewertungen
- 5.energy Audit of CW SystemDokument39 Seiten5.energy Audit of CW Systembharadwaj037Noch keine Bewertungen
- Rules of Thumb PDFDokument2 SeitenRules of Thumb PDFHoney Tiwari100% (1)
- All About AHUsDokument24 SeitenAll About AHUsrahulNoch keine Bewertungen
- Guideline For Energy Audit ReportDokument16 SeitenGuideline For Energy Audit Reportashwini_kumar1984Noch keine Bewertungen
- Basic Fan Engineering NotesDokument5 SeitenBasic Fan Engineering NotesrentboyrodriguezNoch keine Bewertungen
- Energy Conservationi N Pumps: M.V.Pande Dy - Director NPTI, NagpurDokument37 SeitenEnergy Conservationi N Pumps: M.V.Pande Dy - Director NPTI, NagpurmvpngpNoch keine Bewertungen
- Compressed Air Supply: Training NotesDokument22 SeitenCompressed Air Supply: Training NotesardianalimNoch keine Bewertungen
- Boiler Efficiency Combustion EfficiencyDokument8 SeitenBoiler Efficiency Combustion EfficiencyBelalNorNoch keine Bewertungen
- Compressed Air Audit - Plant Services 2Dokument11 SeitenCompressed Air Audit - Plant Services 2Swapnil PatadeNoch keine Bewertungen
- Project Standard and Specifications Compressed Air Systems Rev01Dokument19 SeitenProject Standard and Specifications Compressed Air Systems Rev01авдей александр0% (1)
- Air Compressor SavingsDokument46 SeitenAir Compressor SavingsDSGNoch keine Bewertungen
- Air VelocityDokument10 SeitenAir VelocityMorkechoNoch keine Bewertungen
- Fan Fundamentals - Greenheck (May2005)Dokument24 SeitenFan Fundamentals - Greenheck (May2005)jagdishgharoteNoch keine Bewertungen
- Energy Savings in The HomeDokument27 SeitenEnergy Savings in The Homeminorona2409100% (1)
- Compressed Air System Design, Operating and MaintenanceDokument29 SeitenCompressed Air System Design, Operating and Maintenanceibrahim1961Noch keine Bewertungen
- Compressors and Compressed Air SystemsDokument24 SeitenCompressors and Compressed Air SystemsjimmyshaNoch keine Bewertungen
- TI EnergyWorksheets (Plastics) TangramDokument16 SeitenTI EnergyWorksheets (Plastics) TangramRangseNoch keine Bewertungen
- Chap 10 HvacDokument30 SeitenChap 10 HvacVikrant HaribhaktaNoch keine Bewertungen
- Steam Efficiency Guide For Energy ManagersDokument38 SeitenSteam Efficiency Guide For Energy ManagersUm TiagoNoch keine Bewertungen
- Plant - Compressed Air - Energy AuditDokument31 SeitenPlant - Compressed Air - Energy Auditformazionecontinua100% (1)
- Energy Conservation in Belt Driven VFD Operated BlowersDokument5 SeitenEnergy Conservation in Belt Driven VFD Operated BlowersRoxen RockerNoch keine Bewertungen
- Article Trends Carbon BlackDokument8 SeitenArticle Trends Carbon Blackdev2627Noch keine Bewertungen
- 5a - Boiler Construction Continued - Internals - Superheaters LockedDokument0 Seiten5a - Boiler Construction Continued - Internals - Superheaters Lockedganeshan100% (1)
- Energy ConservationDokument29 SeitenEnergy Conservationมนตรี เดชธนาศักดิ์Noch keine Bewertungen
- LPG Bottling Plant - Case Study in Energy SavingsDokument6 SeitenLPG Bottling Plant - Case Study in Energy Savingskiranphalak100% (2)
- Compressed Air 2Dokument32 SeitenCompressed Air 2jaime100% (1)
- Compressed Air Energy Efficiency PDFDokument95 SeitenCompressed Air Energy Efficiency PDFYASSERHENDY80100% (2)
- Compressed Air System Economics: A Simple Calculation. The Following Data IsDokument4 SeitenCompressed Air System Economics: A Simple Calculation. The Following Data IsMustangNvNoch keine Bewertungen
- Compressed Air GuidelineDokument40 SeitenCompressed Air GuidelineTOULASSI-ANANI Yves Lolo100% (4)
- Air Compressor EnergyDokument5 SeitenAir Compressor EnergyAnonymous JUOvlONfNoch keine Bewertungen
- Compressed Air: Power Quality & Utilisation GuideDokument11 SeitenCompressed Air: Power Quality & Utilisation GuideZahid SbNoch keine Bewertungen
- Co2 PDFDokument24 SeitenCo2 PDFjaimeNoch keine Bewertungen
- Co2 R D I H L CO2 Report and Status in The PlantDokument21 SeitenCo2 R D I H L CO2 Report and Status in The PlantjaimeNoch keine Bewertungen
- Compressed Air GuidelinesDokument19 SeitenCompressed Air GuidelinesJhansi RaniNoch keine Bewertungen
- Compressed Air Fact Sheet CTDokument6 SeitenCompressed Air Fact Sheet CTjaimeNoch keine Bewertungen
- Compressed Air 2Dokument32 SeitenCompressed Air 2jaime100% (1)
- Home Pressure TestDokument11 SeitenHome Pressure TestjaimeNoch keine Bewertungen
- How To Implement LeakDokument3 SeitenHow To Implement LeakjaimeNoch keine Bewertungen
- Compressed Air System 2Dokument4 SeitenCompressed Air System 2jaimeNoch keine Bewertungen
- Guide To Savings: Compressed Air SystemsDokument8 SeitenGuide To Savings: Compressed Air Systemsjaime100% (1)
- Artikel Engineering 400 Kata 1Dokument6 SeitenArtikel Engineering 400 Kata 1Ferdhy BlongorNoch keine Bewertungen
- CC To BTC (Via Digital Banking)Dokument4 SeitenCC To BTC (Via Digital Banking)asdaNoch keine Bewertungen
- ERP Planning, Design and ImplementationDokument20 SeitenERP Planning, Design and ImplementationKshitij LauNoch keine Bewertungen
- Microsoft Excel Keyboard ShortcutsDokument2 SeitenMicrosoft Excel Keyboard ShortcutsMorgan CavalierNoch keine Bewertungen
- Ubuntu+Server+CLI+pro+tips+ 18X 06.01.20Dokument2 SeitenUbuntu+Server+CLI+pro+tips+ 18X 06.01.20donna.nix100% (1)
- Digital Hydraulic Valves Gaining Momentum: Newton, Ma-The Trend Toward De-Centralized Control On The Factory FloorDokument2 SeitenDigital Hydraulic Valves Gaining Momentum: Newton, Ma-The Trend Toward De-Centralized Control On The Factory Floorback1949100% (1)
- PRODUCTS Final 1Dokument133 SeitenPRODUCTS Final 1Soigne ConsultantsNoch keine Bewertungen
- G240 (16 Speeds) CEI MERCEDES-4-307-231-242Dokument12 SeitenG240 (16 Speeds) CEI MERCEDES-4-307-231-242عبدالغني القباطي100% (3)
- Beauty Parlour Manangement SystemDokument47 SeitenBeauty Parlour Manangement SystemShivani GajNoch keine Bewertungen
- Contract Management SAPDokument5 SeitenContract Management SAPRitesh Singh0% (1)
- Tnms SNMP Nbi - Operation GuideDokument90 SeitenTnms SNMP Nbi - Operation GuideAdrian FlorensaNoch keine Bewertungen
- Caterpillar C15 Engine SpecsDokument5 SeitenCaterpillar C15 Engine SpecsDesta 77Noch keine Bewertungen
- OnGuard 7.3 Data Sheet PDFDokument2 SeitenOnGuard 7.3 Data Sheet PDFdune_misterNoch keine Bewertungen
- Hosting A Web Server On Raspberry PiDokument7 SeitenHosting A Web Server On Raspberry PidgsghsNoch keine Bewertungen
- FLT 93 Themal Flow TransmiterDokument8 SeitenFLT 93 Themal Flow TransmiterSALAM ALINoch keine Bewertungen
- Install Flutter in WindowsDokument10 SeitenInstall Flutter in WindowsazharNoch keine Bewertungen
- Aircraft Electrical Systems-OVDokument38 SeitenAircraft Electrical Systems-OVbhargav_eede100% (1)
- Byjusbusinesscanvasmodel 190201155441Dokument5 SeitenByjusbusinesscanvasmodel 190201155441Aarsh SoniNoch keine Bewertungen
- Analog Smart Motor Drive ApplicationDokument55 SeitenAnalog Smart Motor Drive ApplicationPankaj D PatelNoch keine Bewertungen
- Sepam 100 LaDokument12 SeitenSepam 100 LaHung Cuong PhamNoch keine Bewertungen
- Rascal07setupusb KitDokument9 SeitenRascal07setupusb KitIndra GunawanNoch keine Bewertungen
- FTTX Technology ReportDokument48 SeitenFTTX Technology ReportanadiguptaNoch keine Bewertungen
- Web Programming Lab Manual 2009Dokument33 SeitenWeb Programming Lab Manual 2009Kumar SaurabhNoch keine Bewertungen
- Types of MicsDokument14 SeitenTypes of Micsapi-462777064Noch keine Bewertungen
- Drive Range - Emergency Fifth Gear (Automatic Transmission - Transaxle) - ALLDATA RepairDokument3 SeitenDrive Range - Emergency Fifth Gear (Automatic Transmission - Transaxle) - ALLDATA RepairgabotoyoNoch keine Bewertungen
- Amber Heard - Twitter BotScores Machine Learning Analysis ReportDokument7 SeitenAmber Heard - Twitter BotScores Machine Learning Analysis ReportC TaftNoch keine Bewertungen
- Electrical Basic Questions and Answers Reg Power PlantsDokument4 SeitenElectrical Basic Questions and Answers Reg Power PlantsRsuneel100% (1)