Das könnte Ihnen auch gefallen
- Heat Exchanger Design Handbook: SecondeditionDokument59 SeitenHeat Exchanger Design Handbook: SecondeditionDanielNoch keine Bewertungen
- Alorimetry: D M, M M E, C E U P, D, Q C, PDokument2 SeitenAlorimetry: D M, M M E, C E U P, D, Q C, PJustine NacomelNoch keine Bewertungen
- Calculations in Furnace TechnologyDokument277 SeitenCalculations in Furnace Technologysakthivel100% (2)
- Heat Transfer: Physical Origins and Rate EquationsDokument29 SeitenHeat Transfer: Physical Origins and Rate EquationsAllyth AlqhtaniNoch keine Bewertungen
- Performance Analysis of Shell and Tube Heat ExchangersDokument5 SeitenPerformance Analysis of Shell and Tube Heat ExchangersMichał KisielewskiNoch keine Bewertungen
- Virtual Machine ToolDokument25 SeitenVirtual Machine Tooljuntosidekoik4100% (1)
- 2006encit-Simulation and Optimization of Heat Exchangers Cleaning SchedulesDokument7 Seiten2006encit-Simulation and Optimization of Heat Exchangers Cleaning SchedulesMukesh BohraNoch keine Bewertungen
- Prediction of Thermal Fatigue Life of A Turbine Nozzle Guide VaneDokument9 SeitenPrediction of Thermal Fatigue Life of A Turbine Nozzle Guide VanejswxieNoch keine Bewertungen
- National Index of Ranking Framework 2017Dokument36 SeitenNational Index of Ranking Framework 2017patrodeskNoch keine Bewertungen
- National Index of Ranking Framework 2017Dokument36 SeitenNational Index of Ranking Framework 2017patrodeskNoch keine Bewertungen
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsVon EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilNoch keine Bewertungen
- Guidelines For Ethylene Quench Tower Rev 17Dokument17 SeitenGuidelines For Ethylene Quench Tower Rev 17totongop0% (1)
- Secondary Metallurgy PDFDokument63 SeitenSecondary Metallurgy PDFhsemargNoch keine Bewertungen
- IIW Intermediate Meeting Berlin Doc XII-2061-12212-1218-12Dokument13 SeitenIIW Intermediate Meeting Berlin Doc XII-2061-12212-1218-12Maria Cristina Campello ScottiNoch keine Bewertungen
- Guidelines For Ethylene Quench Tower Rev IntroDokument12 SeitenGuidelines For Ethylene Quench Tower Rev IntroGuntoro AliNoch keine Bewertungen
- Metal Casting Processes Chapter ExplainedDokument88 SeitenMetal Casting Processes Chapter ExplainedTham Wai Hung89% (9)
- Guidelines For Ethylene Quench Tower Rev IntroDokument13 SeitenGuidelines For Ethylene Quench Tower Rev IntroMubarik AliNoch keine Bewertungen
- ERS Methods PracticeDokument29 SeitenERS Methods PracticemanthandevNoch keine Bewertungen
- Phase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringVon EverandPhase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringNoch keine Bewertungen
- In Situ Measurement of Ground Thermal Conductivity: A Dutch PerspectiveDokument11 SeitenIn Situ Measurement of Ground Thermal Conductivity: A Dutch PerspectiveEthan WeikelNoch keine Bewertungen
- Design and Development of A Low-Cost Thermal Response RigDokument4 SeitenDesign and Development of A Low-Cost Thermal Response RigChristos StiapisNoch keine Bewertungen
- 1 s2.0 S1359431111004595 Main PDFDokument9 Seiten1 s2.0 S1359431111004595 Main PDFCore FahrenheitNoch keine Bewertungen
- Three Dimensional Finite Element Modelling of Truck Tyre Curing Process in MouldDokument9 SeitenThree Dimensional Finite Element Modelling of Truck Tyre Curing Process in Mouldbhushan5004Noch keine Bewertungen
- Tae PDFDokument27 SeitenTae PDFHarsh PatelNoch keine Bewertungen
- Gas Turbine Blade Temperatures Using Iterative Conjugate Heat TransferDokument4 SeitenGas Turbine Blade Temperatures Using Iterative Conjugate Heat TransferMehdi TaherifarNoch keine Bewertungen
- Development of High Efficiency Two-Phase Thermosyphons For Heat RecoveryDokument21 SeitenDevelopment of High Efficiency Two-Phase Thermosyphons For Heat RecoveryJeff Anderson CollinsNoch keine Bewertungen
- 1-Le CorreDokument7 Seiten1-Le CorreJose Luis RattiaNoch keine Bewertungen
- Conjugate Heat Transfer ThesisDokument6 SeitenConjugate Heat Transfer Thesissashajoneskansascity100% (2)
- Araba Radyatörü HesabıDokument11 SeitenAraba Radyatörü HesabıacankaragozNoch keine Bewertungen
- Heat Transfer ProjectDokument16 SeitenHeat Transfer ProjectAzmi KailanNoch keine Bewertungen
- Integration of A Fin Experiment Into The Undergraduate Heat Transfer LaboratoryDokument11 SeitenIntegration of A Fin Experiment Into The Undergraduate Heat Transfer LaboratoryRyanNoch keine Bewertungen
- CFD Analysis of Optimal Hardware CoolingDokument10 SeitenCFD Analysis of Optimal Hardware CoolingAmjadRiazNoch keine Bewertungen
- Heat Transfer Manual For PrintingDokument99 SeitenHeat Transfer Manual For PrintingSiddharth SridharNoch keine Bewertungen
- Review of Literature and Preliminary Experimental Thermosyphon LoopDokument11 SeitenReview of Literature and Preliminary Experimental Thermosyphon LoopspurwonofjpNoch keine Bewertungen
- Modelling Liquid-Solid Phase Changes With Melt ConvectionDokument17 SeitenModelling Liquid-Solid Phase Changes With Melt ConvectionLuis Felipe Gutierrez MarcantoniNoch keine Bewertungen
- Temperature Field and Thermal Stress Analyses of High-Speed Train Brake Disc Under Pad VariationsDokument8 SeitenTemperature Field and Thermal Stress Analyses of High-Speed Train Brake Disc Under Pad VariationsChristina Christina ChristinaNoch keine Bewertungen
- 1 s2.0 0890433295900500 MainDokument35 Seiten1 s2.0 0890433295900500 MainsasikalasivakumarNoch keine Bewertungen
- Turbine Blade Cooling by Air Using Different Methods: September 2011Dokument23 SeitenTurbine Blade Cooling by Air Using Different Methods: September 2011Badr BouananeNoch keine Bewertungen
- Finite element analysis of temperature distribution in disc brakeDokument6 SeitenFinite element analysis of temperature distribution in disc brakehisham_eyesNoch keine Bewertungen
- Fins GeometryDokument119 SeitenFins GeometryHafiz Muhammad MuneebNoch keine Bewertungen
- Natural convection heat transfer lab reportDokument11 SeitenNatural convection heat transfer lab reportLawand RaufNoch keine Bewertungen
- Research Inventy: International Journal of Engineering and ScienceDokument5 SeitenResearch Inventy: International Journal of Engineering and ScienceinventyNoch keine Bewertungen
- Pinch ExampleDokument6 SeitenPinch Exampledlalameen4471Noch keine Bewertungen
- Inelastlc: Preceding Blank NOT FilmedDokument10 SeitenInelastlc: Preceding Blank NOT FilmedermkermkNoch keine Bewertungen
- Thermography Applications in Technology ResearchDokument10 SeitenThermography Applications in Technology ResearchayviwurbayviwurbNoch keine Bewertungen
- New Methodology For CFD Three-Dimensional Simulation of A Walking Beam Type Reheating Furnace in Steady State-Casal2015Dokument29 SeitenNew Methodology For CFD Three-Dimensional Simulation of A Walking Beam Type Reheating Furnace in Steady State-Casal2015Beto MurrNoch keine Bewertungen
- The Effective Techniques For Enhancing The Turbulent Flow Between Two Parallel Plates: A Comprehensive ReviewDokument21 SeitenThe Effective Techniques For Enhancing The Turbulent Flow Between Two Parallel Plates: A Comprehensive ReviewAzza Abou El HassanNoch keine Bewertungen
- Thermohydraulic Optimization of Triple Concentric-Tube Heat Exchanger: A Multi-Objective ApproachDokument12 SeitenThermohydraulic Optimization of Triple Concentric-Tube Heat Exchanger: A Multi-Objective ApproachRohit SahuNoch keine Bewertungen
- Y. Yun: NEA/NSC/R (2015) 5Dokument8 SeitenY. Yun: NEA/NSC/R (2015) 5germantoledo244596Noch keine Bewertungen
- ICONE10-22763: A Complete Piping Analysis With Thermal Stratification LoadsDokument8 SeitenICONE10-22763: A Complete Piping Analysis With Thermal Stratification LoadsMilton DongNoch keine Bewertungen
- Investigating Limits in Naturally Cooled Systems Using FlothermDokument6 SeitenInvestigating Limits in Naturally Cooled Systems Using FlothermChristian MavarezNoch keine Bewertungen
- Thesis Heat ExchangerDokument5 SeitenThesis Heat Exchangermizhesternewark100% (2)
- Finned Tube R134a CondenserDokument12 SeitenFinned Tube R134a CondensermattiturboNoch keine Bewertungen
- Applied Mathematical Modelling: Daniel Weisz-Patrault, Alain Ehrlacher, Nicolas LegrandDokument18 SeitenApplied Mathematical Modelling: Daniel Weisz-Patrault, Alain Ehrlacher, Nicolas LegrandЕвгений БобковNoch keine Bewertungen
- Heat Transfer Master ThesisDokument7 SeitenHeat Transfer Master Thesiskristenwilsonpeoria100% (2)
- Experimental and Numerical Study of Gas-Solid Flow Behavior in The Standpipe of A Circulating Fluidized BedDokument12 SeitenExperimental and Numerical Study of Gas-Solid Flow Behavior in The Standpipe of A Circulating Fluidized BedLaith jaafer HabeebNoch keine Bewertungen
- IEC 60076 - 7 Loading Guide Thermal Model Constants EstimationDokument15 SeitenIEC 60076 - 7 Loading Guide Thermal Model Constants EstimationdgtzagaNoch keine Bewertungen
- Heat Transfer Thesis PDFDokument8 SeitenHeat Transfer Thesis PDFaflozmfxxranis100% (2)
- Heat Transfer PHD ThesisDokument8 SeitenHeat Transfer PHD Thesisafktciaihzjfyr100% (2)
- Article 1Dokument10 SeitenArticle 1Muhammad Sabeel KhanNoch keine Bewertungen
- 2007 - DiPippo - Ideal Thermal Efficiency For Geothermal Binary PlantsDokument10 Seiten2007 - DiPippo - Ideal Thermal Efficiency For Geothermal Binary PlantsAntokNoch keine Bewertungen
- A Parametric Study On PCM Annular Storage Unit With Alternate FinsDokument9 SeitenA Parametric Study On PCM Annular Storage Unit With Alternate FinsLucas SantosNoch keine Bewertungen
- Research Article: An Alternative Algorithm For Optimal Design of Plate Heat ExchangersDokument9 SeitenResearch Article: An Alternative Algorithm For Optimal Design of Plate Heat ExchangerseNoch keine Bewertungen
- Simulation of Fixed Bed Regenerative Heat ExchangersDokument10 SeitenSimulation of Fixed Bed Regenerative Heat ExchangersPelita HidupNoch keine Bewertungen
- Melab HT Fall2015Dokument16 SeitenMelab HT Fall2015SCNoch keine Bewertungen
- Aerothermal Performance Measurements and AnalysisDokument8 SeitenAerothermal Performance Measurements and Analysisraul19rsNoch keine Bewertungen
- Dynamic Modelling of Refrigerated Truck Chambers: R.A.Pitarma, P.D.Gaspar & M.G.CarvalhoDokument8 SeitenDynamic Modelling of Refrigerated Truck Chambers: R.A.Pitarma, P.D.Gaspar & M.G.CarvalhoRodrigo GonçalvesNoch keine Bewertungen
- Experimental Investigation On Forced Convection Over A Rough Flat Plate and Related ImplicationsDokument5 SeitenExperimental Investigation On Forced Convection Over A Rough Flat Plate and Related ImplicationsInternational Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- Finite Physical Dimensions Optimal Thermodynamics 1: FundamentalsVon EverandFinite Physical Dimensions Optimal Thermodynamics 1: FundamentalsNoch keine Bewertungen
- Structure 1Dokument2 SeitenStructure 1hsemargNoch keine Bewertungen
- Structure of 2Dokument2 SeitenStructure of 2hsemargNoch keine Bewertungen
- Engineering PDFDokument25 SeitenEngineering PDFSouparna BanerjeeNoch keine Bewertungen
- Stress Solution at Crack Tip (Westergaard (1934) )Dokument7 SeitenStress Solution at Crack Tip (Westergaard (1934) )theamantheNoch keine Bewertungen
- 10 5923 J Ep 20170705 03Dokument6 Seiten10 5923 J Ep 20170705 03hsemargNoch keine Bewertungen
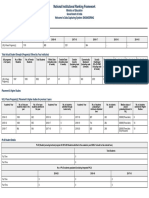
- ARCH NIRF FrameworkDokument63 SeitenARCH NIRF FrameworkhsemargNoch keine Bewertungen
- Structure of m4Dokument2 SeitenStructure of m4hsemargNoch keine Bewertungen
- Institute Name: RGUKT-RK Valley (IR-E-C-45102)Dokument7 SeitenInstitute Name: RGUKT-RK Valley (IR-E-C-45102)hsemargNoch keine Bewertungen
- SolidsDokument86 SeitenSolidsweNoch keine Bewertungen
- 01 DifferentialEquations Complete PDFDokument18 Seiten01 DifferentialEquations Complete PDFOğuzhan KocaNoch keine Bewertungen
- Chap8lect 2015Dokument70 SeitenChap8lect 2015Tengku Arief Buana PerkasaNoch keine Bewertungen
- Plasticity Stress AnalysisDokument7 SeitenPlasticity Stress AnalysisAvijit DeyNoch keine Bewertungen
- Ubc 2009 Spring Kubiak AngelaDokument128 SeitenUbc 2009 Spring Kubiak AngelahsemargNoch keine Bewertungen
- 2-Introduction To Structure and Bonding in MaterialsDokument9 Seiten2-Introduction To Structure and Bonding in MaterialsMohamed Em AliNoch keine Bewertungen
- Slip CastingDokument10 SeitenSlip CastinghsemargNoch keine Bewertungen
- Slip CastingDokument13 SeitenSlip CastingRishi DasguptaNoch keine Bewertungen
- Investment Cast Cobalt AlloysDokument10 SeitenInvestment Cast Cobalt AlloyshsemargNoch keine Bewertungen
- Composite Materials Exam QuestionsDokument1 SeiteComposite Materials Exam QuestionshsemargNoch keine Bewertungen
- 30 AirConditionarsDokument1 Seite30 AirConditionarshsemargNoch keine Bewertungen
- Foundation Engg SyllabusDokument2 SeitenFoundation Engg SyllabushsemargNoch keine Bewertungen
- © 1890 Nature Publishing GroupDokument4 Seiten© 1890 Nature Publishing GrouphsemargNoch keine Bewertungen
- Lec 8Dokument35 SeitenLec 8hsemargNoch keine Bewertungen
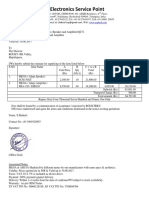
- Electronics Service Point Provides Quote for Speaker and Amplifier SystemDokument1 SeiteElectronics Service Point Provides Quote for Speaker and Amplifier SystemhsemargNoch keine Bewertungen
- Central Library Tender FinalDokument28 SeitenCentral Library Tender FinalhsemargNoch keine Bewertungen
- Mse314 315 316Dokument390 SeitenMse314 315 316hsemargNoch keine Bewertungen
- Cambridge International Examinations Cambridge International General Certificate of Secondary EducationDokument20 SeitenCambridge International Examinations Cambridge International General Certificate of Secondary EducationWENDY MENDIOLANoch keine Bewertungen
- Comparison Between Different Heat Sources Types in Thin-Plate Welding Simulation-Hashemzadeh-2014Dokument8 SeitenComparison Between Different Heat Sources Types in Thin-Plate Welding Simulation-Hashemzadeh-2014DonatasNoch keine Bewertungen
- Hitachi Energy HECS GCB BrochureDokument24 SeitenHitachi Energy HECS GCB Brochurehamza shahzadNoch keine Bewertungen
- Fluent Tutorial 1 - Fluid Flow and Heat Transfer in A Mixing ElbowDokument56 SeitenFluent Tutorial 1 - Fluid Flow and Heat Transfer in A Mixing Elbowklausosho100% (1)
- Kerala University Mtech - Me - Ind Refrigeration 2013 SchemeDokument59 SeitenKerala University Mtech - Me - Ind Refrigeration 2013 SchemerebyroyNoch keine Bewertungen
- Hot Water Heating DevicesDokument6 SeitenHot Water Heating Devicesgaga0407Noch keine Bewertungen
- PureTemp 23 Technical Data SheetDokument1 SeitePureTemp 23 Technical Data SheetIkutegbe CharlesNoch keine Bewertungen
- Ongc InterviewDokument14 SeitenOngc InterviewShubham MishraNoch keine Bewertungen
- Testing The Efficiency of Wood-Burning Cook StovesDokument66 SeitenTesting The Efficiency of Wood-Burning Cook StovesDavid WarfelNoch keine Bewertungen
- Ten Pattern Steamflood - Ken River Field PDFDokument10 SeitenTen Pattern Steamflood - Ken River Field PDFSusan Li HBNoch keine Bewertungen
- 14Dokument19 Seiten14Habibur RahmanNoch keine Bewertungen
- DiMarzio, G. 2015. The Stillwater Triple Hybrid Power Plant Integrating Geothermal, Solar Photovoltaic and Solar Thermal Power GenerationDokument5 SeitenDiMarzio, G. 2015. The Stillwater Triple Hybrid Power Plant Integrating Geothermal, Solar Photovoltaic and Solar Thermal Power GenerationPablitoNoch keine Bewertungen
- Concrete Engineering Properties. HW 2Dokument22 SeitenConcrete Engineering Properties. HW 2RawandAlbarodyNoch keine Bewertungen
- Hybrid Heat Pipe Screw Dryer: A Novel, Continuous and Highly Energy Efficient Drying TechnologyDokument17 SeitenHybrid Heat Pipe Screw Dryer: A Novel, Continuous and Highly Energy Efficient Drying TechnologyIonita LucianaNoch keine Bewertungen
- Solar Thermal Collectors and Thermal Storage: Dr. Cynthia A. CruickshankDokument55 SeitenSolar Thermal Collectors and Thermal Storage: Dr. Cynthia A. CruickshankbehaosziNoch keine Bewertungen
- Temperature Control Design For The Substrate Holder of A High Vacuum Chamber, To Produce Semiconductor Films2 PDFDokument7 SeitenTemperature Control Design For The Substrate Holder of A High Vacuum Chamber, To Produce Semiconductor Films2 PDFcalchavNoch keine Bewertungen
- Cambridge IGCSE™: Physics 0625/41 October/November 2021Dokument18 SeitenCambridge IGCSE™: Physics 0625/41 October/November 2021Manya PunjabiNoch keine Bewertungen
- Tropical Architecture - UMNDokument11 SeitenTropical Architecture - UMNmNoch keine Bewertungen
- Pelletizing Systems: Gala PelletizersDokument12 SeitenPelletizing Systems: Gala PelletizersjjpenetoNoch keine Bewertungen
- Heat Trans CH 4-2Dokument32 SeitenHeat Trans CH 4-2Anonymous dWtqWj4qjNoch keine Bewertungen
- SHC AluminiumDokument2 SeitenSHC Aluminiumsylent gohNoch keine Bewertungen
- Partial Pressure Equilibrium and EntropyDokument6 SeitenPartial Pressure Equilibrium and EntropyJoeNoch keine Bewertungen
- Assignment Thermal 2015Dokument22 SeitenAssignment Thermal 2015Syafiq MazlanNoch keine Bewertungen
- Jsu Fizik Kertas 1 Peperiksaan Akhir Tahun 2011Dokument2 SeitenJsu Fizik Kertas 1 Peperiksaan Akhir Tahun 2011Bradley PetersNoch keine Bewertungen