Das könnte Ihnen auch gefallen
- Asme Ii A Sa-276Dokument10 SeitenAsme Ii A Sa-276Ruth Montoya100% (1)
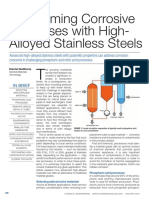
- Metallic heaters provide 20 years of corrosion resistance for phosphoric acid evaporationDokument8 SeitenMetallic heaters provide 20 years of corrosion resistance for phosphoric acid evaporationmohsanmajeedNoch keine Bewertungen
- Corrosion and Its Mitigation in The Oil and Gas Industry PDFDokument7 SeitenCorrosion and Its Mitigation in The Oil and Gas Industry PDFArunachalam AvanashiNoch keine Bewertungen
- Zirconizacion PDFDokument7 SeitenZirconizacion PDFgndrx100% (1)
- Corrosion: Corrosion ControlVon EverandCorrosion: Corrosion ControlL L ShreirBewertung: 5 von 5 Sternen5/5 (1)
- CSWIP Welding Inspection Notes and QuestionsDokument133 SeitenCSWIP Welding Inspection Notes and Questionslram70100% (20)
- TOFD: Time-of-Flight Diffraction Technique for Defect Detection and SizingDokument22 SeitenTOFD: Time-of-Flight Diffraction Technique for Defect Detection and SizingchungndtNoch keine Bewertungen
- En 12062 (Iso 17635)Dokument18 SeitenEn 12062 (Iso 17635)qsd1q2123rd100% (3)
- Glosario MantenimientoDokument140 SeitenGlosario MantenimientoJesus Alfaro AngelesNoch keine Bewertungen
- 2003 Abu-Dhabi Tech TheysDokument15 Seiten2003 Abu-Dhabi Tech TheysKevinNoch keine Bewertungen
- Overcoming Corrosive Processes With High-Alloyed Stainless SteelsDokument7 SeitenOvercoming Corrosive Processes With High-Alloyed Stainless SteelsBramJanssen76100% (2)
- Fmi Aug09Dokument13 SeitenFmi Aug09murali036Noch keine Bewertungen
- WpaDokument14 SeitenWpaRusli NurdinNoch keine Bewertungen
- Inclusion Sulphur ControlDokument5 SeitenInclusion Sulphur ControlDeepak Patel100% (1)
- An Overview of Utilization of Steel Slag: The 7 International Conference On Waste Management and TechnologyDokument11 SeitenAn Overview of Utilization of Steel Slag: The 7 International Conference On Waste Management and TechnologyAliFriendNoch keine Bewertungen
- Corrosion of Reinforced Concrete Specimens Exposed To Hydrogen Sulfide and Sodium SulfateDokument15 SeitenCorrosion of Reinforced Concrete Specimens Exposed To Hydrogen Sulfide and Sodium SulfateJHON WILMAR CARDENAS PULIDONoch keine Bewertungen
- Corrosion of Carbon Steel in Concentrated Sulfuric Acid: A ReviewDokument11 SeitenCorrosion of Carbon Steel in Concentrated Sulfuric Acid: A ReviewMisael Pierre Possi FloresNoch keine Bewertungen
- SCM, MitigateDokument11 SeitenSCM, MitigatejeyakaranNoch keine Bewertungen
- Phosphate of SteelDokument23 SeitenPhosphate of SteelSathiyaPrakashNoch keine Bewertungen
- Uses Fly AshDokument13 SeitenUses Fly AshMardav PanwarNoch keine Bewertungen
- A Study On Reduction of Copper Smelting Slag by Carbon For Recycling Into Metal Values and Cement Raw MaterialDokument10 SeitenA Study On Reduction of Copper Smelting Slag by Carbon For Recycling Into Metal Values and Cement Raw MaterialMarcela diaz riveraNoch keine Bewertungen
- Utilization of Copper Slag in ConcreteDokument13 SeitenUtilization of Copper Slag in ConcreteArun GoyalNoch keine Bewertungen
- Acid Mine Drainage: Prediction and Prevetion in Mining Industary"Dokument22 SeitenAcid Mine Drainage: Prediction and Prevetion in Mining Industary"Bhupender NagarNoch keine Bewertungen
- Surface FinishingDokument7 SeitenSurface Finishingcanveraza3122Noch keine Bewertungen
- Material CorrosionDokument4 SeitenMaterial CorrosionArfianti Kurnia Nur FadillaNoch keine Bewertungen
- Corrosion and Material Selection in Desalination PlantsDokument32 SeitenCorrosion and Material Selection in Desalination PlantsCharlie Chong100% (6)
- Corrosion of Copper Alloys: Atmospheric Exposure, Temperature, Pollutants & Water CompositionDokument11 SeitenCorrosion of Copper Alloys: Atmospheric Exposure, Temperature, Pollutants & Water CompositionAhmed JabirNoch keine Bewertungen
- Effect of Toluene and Dioctylphthalate On The Rebar Corrosion of Medium Carbon Steel in Seawater and Cassava FluidDokument7 SeitenEffect of Toluene and Dioctylphthalate On The Rebar Corrosion of Medium Carbon Steel in Seawater and Cassava FluidMohammed AdamuNoch keine Bewertungen
- Recycling and Environmental Issues of Metallurgical Slags and Salt UxesDokument9 SeitenRecycling and Environmental Issues of Metallurgical Slags and Salt UxesFarooq MuhammadNoch keine Bewertungen
- Aziz Et Al. - 2014 - Characterisation and Utilisation of Steel Slag For The Construction of Roads and HighwaysDokument5 SeitenAziz Et Al. - 2014 - Characterisation and Utilisation of Steel Slag For The Construction of Roads and Highwayslahcen essNoch keine Bewertungen
- Acid Resistance of ConcreteDokument20 SeitenAcid Resistance of ConcreteKalindaMadusankaDasanayakaNoch keine Bewertungen
- Ironmaking and Steelmaking ProcessesDokument251 SeitenIronmaking and Steelmaking Processesnagaraj100% (1)
- Recent Developments in Microbiological Approaches For Securing Mine Wastes and For Recovering Metals From Mine WatersDokument15 SeitenRecent Developments in Microbiological Approaches For Securing Mine Wastes and For Recovering Metals From Mine Watersmohind mohandasNoch keine Bewertungen
- Appendix B Acid Mine DrainageDokument36 SeitenAppendix B Acid Mine DrainageWilder Atalaya ChavezNoch keine Bewertungen
- Development Evaluation and Application o INGLESDokument15 SeitenDevelopment Evaluation and Application o INGLESJuan Manuel MirandaNoch keine Bewertungen
- A Review On Types of Binder and Hydration in Cemented Paste Backfill (CPB)Dokument16 SeitenA Review On Types of Binder and Hydration in Cemented Paste Backfill (CPB)Muhammad YaseenNoch keine Bewertungen
- Elemental Sulfur Corrosion of SteelDokument16 SeitenElemental Sulfur Corrosion of SteelJanina Rhea Lazo-CruzNoch keine Bewertungen
- Construction and Building Materials: Mucteba Uysal, Mansur SumerDokument9 SeitenConstruction and Building Materials: Mucteba Uysal, Mansur SumerAnnlin JebithaNoch keine Bewertungen
- Recycling of The Steelmaking By-Products Into TheDokument11 SeitenRecycling of The Steelmaking By-Products Into Theyin xing gaoNoch keine Bewertungen
- Factors Influencing Sulphate Resistance of CementDokument10 SeitenFactors Influencing Sulphate Resistance of CementaikalessNoch keine Bewertungen
- Components of Coal AshDokument4 SeitenComponents of Coal AshDulguun BayNoch keine Bewertungen
- Steel Making Processes: Dr. Laraib Sarfraz Khanzada Department of Metallurgical EngineeringDokument27 SeitenSteel Making Processes: Dr. Laraib Sarfraz Khanzada Department of Metallurgical EngineeringAsher AhmedNoch keine Bewertungen
- Flotation 2Dokument15 SeitenFlotation 2anruloNoch keine Bewertungen
- Iron and Steel Making Part 2: Steel Making Lecture 1: FerroalloysDokument37 SeitenIron and Steel Making Part 2: Steel Making Lecture 1: Ferroalloysيوسف عادل حسانينNoch keine Bewertungen
- Red Mud ConcreteDokument51 SeitenRed Mud ConcreteKalyan Elango KalyanNoch keine Bewertungen
- The Effect of Fluorapatite in Limestones On The Mineral Compositions of Portland Cement ClinkersDokument9 SeitenThe Effect of Fluorapatite in Limestones On The Mineral Compositions of Portland Cement ClinkersFAJJAR OKTAVIANTO OKTAVIANTONoch keine Bewertungen
- Zinc Phosphating Process OverviewDokument9 SeitenZinc Phosphating Process OverviewKiran Shetty100% (1)
- Corrosion of Copper and Copper Alloys: Ahmed JabirDokument14 SeitenCorrosion of Copper and Copper Alloys: Ahmed JabirAhmed JabirNoch keine Bewertungen
- Corrosion Science: M. Cabrini, S. Lorenzi, T. PastoreDokument9 SeitenCorrosion Science: M. Cabrini, S. Lorenzi, T. Pastorequeno1Noch keine Bewertungen
- Fly Ash - WikipediaDokument12 SeitenFly Ash - WikipediaBabar AliNoch keine Bewertungen
- Smarajit Sarkar Department of Metallurgical and Materials Engineering NIT RourkelaDokument251 SeitenSmarajit Sarkar Department of Metallurgical and Materials Engineering NIT RourkelaAvinash SiwachNoch keine Bewertungen
- Introduction to the Technical Issues of Black Powder ContaminationDokument3 SeitenIntroduction to the Technical Issues of Black Powder ContaminationQueenNoch keine Bewertungen
- Sulphate Attack: Complied by S.Praveenkumar/Assistant Professor/Department of Civil Engineering/PSGCTDokument5 SeitenSulphate Attack: Complied by S.Praveenkumar/Assistant Professor/Department of Civil Engineering/PSGCTS PraveenkumarNoch keine Bewertungen
- ArticolDokument5 SeitenArticolKatherine LucasNoch keine Bewertungen
- Reuse of heavy metals in cementDokument6 SeitenReuse of heavy metals in cementMarita M. OrbegosoNoch keine Bewertungen
- Electrochemical Behaviour Blended Cement Concretes Chloride Environments of Steel in Plain and in Sulphate And/orDokument7 SeitenElectrochemical Behaviour Blended Cement Concretes Chloride Environments of Steel in Plain and in Sulphate And/orElizabeth CruzNoch keine Bewertungen
- Steelmaking Slag Beneficiation by Magnetic Separator and Impacts On Sinter QualityDokument14 SeitenSteelmaking Slag Beneficiation by Magnetic Separator and Impacts On Sinter Qualitynazanin timasiNoch keine Bewertungen
- Steel Penetration in Sand MoldsDokument73 SeitenSteel Penetration in Sand Moldsksvinyk7193Noch keine Bewertungen
- PhosphatingDokument9 SeitenPhosphatingnirai101259Noch keine Bewertungen
- Causes of Corrosion and Concrete DeteriorationVon EverandCauses of Corrosion and Concrete DeteriorationNoch keine Bewertungen
- Lead Smelting and Refining, With Some Notes on Lead MiningVon EverandLead Smelting and Refining, With Some Notes on Lead MiningNoch keine Bewertungen
- Extractive Metallurgy 1: Basic Thermodynamics and KineticsVon EverandExtractive Metallurgy 1: Basic Thermodynamics and KineticsNoch keine Bewertungen
- Low Cost Wastewater Bioremediation Technology: Innovative Treatment of Sulfate and Metal-Rich WastewaterVon EverandLow Cost Wastewater Bioremediation Technology: Innovative Treatment of Sulfate and Metal-Rich WastewaterNoch keine Bewertungen
- Exchangers: Repairing Cracks in Refinery HeatDokument4 SeitenExchangers: Repairing Cracks in Refinery Heatramadoss_alwar7307Noch keine Bewertungen
- Ammonia Industry Today - Technology and Business UpdateDokument11 SeitenAmmonia Industry Today - Technology and Business Updateramadoss_alwar7307Noch keine Bewertungen
- TM 5-805-7 - Welding Technical Manual (US Army 1985)Dokument96 SeitenTM 5-805-7 - Welding Technical Manual (US Army 1985)Ahmed FarazNoch keine Bewertungen
- Dissimilar Welds in Refinery Services - B JackDokument18 SeitenDissimilar Welds in Refinery Services - B JackSayiram GovindasamyNoch keine Bewertungen
- Exchangers: Repairing Cracks in Refinery HeatDokument4 SeitenExchangers: Repairing Cracks in Refinery Heatramadoss_alwar7307Noch keine Bewertungen
- Shielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesDokument48 SeitenShielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesspahicdaniloNoch keine Bewertungen
- Role of DSS in RefineryDokument24 SeitenRole of DSS in Refineryramadoss_alwar7307100% (1)
- Drmpfile 1Dokument10 SeitenDrmpfile 1ramadoss_alwar7307Noch keine Bewertungen
- Refinery InspectionDokument44 SeitenRefinery InspectiongamadiyaNoch keine Bewertungen
- EN 15617 (2009) (BS) Non-Destructive Testing of Welds - Time-Of - Flight Diffraction Technique (TOFD) - Acceptance LevelsDokument18 SeitenEN 15617 (2009) (BS) Non-Destructive Testing of Welds - Time-Of - Flight Diffraction Technique (TOFD) - Acceptance LevelsChee WeiNoch keine Bewertungen
- Welding Hydrogen-Charged Steel GuideDokument9 SeitenWelding Hydrogen-Charged Steel Guideramadoss_alwar7307Noch keine Bewertungen
- Exam Locations and DatesDokument2 SeitenExam Locations and Datesramadoss_alwar7307Noch keine Bewertungen
- Contro Corrosion FactorsDokument10 SeitenContro Corrosion Factorsramadoss_alwar7307Noch keine Bewertungen
- Stress Corrosion Cracking - A Caustic ExperienceDokument3 SeitenStress Corrosion Cracking - A Caustic Experienceramadoss_alwar7307Noch keine Bewertungen
- Understanding Natural Gas and LNGDokument23 SeitenUnderstanding Natural Gas and LNGCalNoch keine Bewertungen
- EN 15617 (2009) (BS) Non-Destructive Testing of Welds - Time-Of - Flight Diffraction Technique (TOFD) - Acceptance LevelsDokument18 SeitenEN 15617 (2009) (BS) Non-Destructive Testing of Welds - Time-Of - Flight Diffraction Technique (TOFD) - Acceptance LevelsChee WeiNoch keine Bewertungen
- Techniques For Joining 1 CR - Mo Steels: Examples Are Presented That Simplify The Complex Welding of Cr-Mo SteelsDokument4 SeitenTechniques For Joining 1 CR - Mo Steels: Examples Are Presented That Simplify The Complex Welding of Cr-Mo Steelsramadoss_alwar7307Noch keine Bewertungen
- AmmoniaDokument69 SeitenAmmoniaGanesh Kumar100% (1)
- En 1712 en 2002Dokument15 SeitenEn 1712 en 2002ramadoss_alwar7307Noch keine Bewertungen
- Techniques For Joining 1 CR - Mo Steels: Examples Are Presented That Simplify The Complex Welding of Cr-Mo SteelsDokument4 SeitenTechniques For Joining 1 CR - Mo Steels: Examples Are Presented That Simplify The Complex Welding of Cr-Mo Steelsramadoss_alwar7307Noch keine Bewertungen
- Inspection and Welding Repairs of Pressure VesselsDokument9 SeitenInspection and Welding Repairs of Pressure VesselsClaudia Mms100% (1)
- Shielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesDokument48 SeitenShielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesspahicdaniloNoch keine Bewertungen
- TM 5-805-7 - Welding Technical Manual (US Army 1985)Dokument96 SeitenTM 5-805-7 - Welding Technical Manual (US Army 1985)Ahmed FarazNoch keine Bewertungen
- Role of DSS in RefineryDokument24 SeitenRole of DSS in Refineryramadoss_alwar7307100% (1)
- Exam Locations and DatesDokument2 SeitenExam Locations and Datesramadoss_alwar7307Noch keine Bewertungen
- Dissimilar Welds in Refinery Services - B JackDokument18 SeitenDissimilar Welds in Refinery Services - B JackSayiram GovindasamyNoch keine Bewertungen
- NACM Welded Chain SpecificationsDokument12 SeitenNACM Welded Chain SpecificationsAmpera marzelaNoch keine Bewertungen
- Chemical Pumps BrochureDokument4 SeitenChemical Pumps BrochurepablopinNoch keine Bewertungen
- Rain Erosion Aspects of Aircraft and Guided MissilesDokument7 SeitenRain Erosion Aspects of Aircraft and Guided Missilestotenkopf0424Noch keine Bewertungen
- JIS G0321 - 2010, Product Analysis and Its Tolerance For Wrought Steel PDFDokument13 SeitenJIS G0321 - 2010, Product Analysis and Its Tolerance For Wrought Steel PDFRolando Castillo100% (1)
- F 899-02Dokument6 SeitenF 899-02alfred2000Noch keine Bewertungen
- MEE 470 Group Project Walk On Water PrototypeDokument18 SeitenMEE 470 Group Project Walk On Water PrototypeBen MoteNoch keine Bewertungen
- Coating Systems SP-1246 V.4 ProtectedDokument88 SeitenCoating Systems SP-1246 V.4 ProtectedanoordheenNoch keine Bewertungen
- Metal Mesh: Woven Wire, Perforated Sheets, Extruder DiscsDokument48 SeitenMetal Mesh: Woven Wire, Perforated Sheets, Extruder DiscsJohn DakotaNoch keine Bewertungen
- Jeddah Office and Contact DetailsDokument38 SeitenJeddah Office and Contact DetailsArun Chandra Babu100% (1)
- Chapter One: Pressure Vessel Design Models For CylindersDokument60 SeitenChapter One: Pressure Vessel Design Models For Cylindersabiy balkewNoch keine Bewertungen
- Euro Pm2012 Technical Programme Monday 17 September Opening Plenary SessionDokument16 SeitenEuro Pm2012 Technical Programme Monday 17 September Opening Plenary SessionMichelle HarrisNoch keine Bewertungen
- Worldwide: Disc Bottom Outlet ValvesDokument6 SeitenWorldwide: Disc Bottom Outlet ValvesmaygomezNoch keine Bewertungen
- Rhodes Full Catalogue 2008 - 2Dokument18 SeitenRhodes Full Catalogue 2008 - 2NagLakshmananNoch keine Bewertungen
- Marflex Deepwell Pump Brochure v3 PDFDokument7 SeitenMarflex Deepwell Pump Brochure v3 PDFJ.C. ZhangNoch keine Bewertungen
- Corrosion Under Insulation Problems and Solutions PDFDokument29 SeitenCorrosion Under Insulation Problems and Solutions PDFniqutomo100% (1)
- Wessington Cryogenics Established ManufacturerDokument92 SeitenWessington Cryogenics Established ManufacturerAdmin OceanergyNoch keine Bewertungen
- AMP16602P032Dokument6 SeitenAMP16602P032Ravi TejaNoch keine Bewertungen
- Petro-Chemical Fastener Solutions: Interactive Contents: 1 2 3 4 5 6 7 8Dokument9 SeitenPetro-Chemical Fastener Solutions: Interactive Contents: 1 2 3 4 5 6 7 8René Galbraith BerraNoch keine Bewertungen
- Attachment 0Dokument39 SeitenAttachment 0Azur MandžukićNoch keine Bewertungen
- Sintech Make Pumps For Power Generation IndustryDokument16 SeitenSintech Make Pumps For Power Generation Industrysahildhingra0% (1)
- Tetra S 316L-G: Technical Data Sheet Cored Welding WireDokument1 SeiteTetra S 316L-G: Technical Data Sheet Cored Welding WirePeter TvardzíkNoch keine Bewertungen
- Task 2-Final ReportDokument153 SeitenTask 2-Final ReportJoannaJamesNoch keine Bewertungen
- Investigation On Mechanical Properties of Wire Arc Additive Manufacturing (Waam) of 316L Stainless Steel Using Fem Simulation and ExperimentDokument10 SeitenInvestigation On Mechanical Properties of Wire Arc Additive Manufacturing (Waam) of 316L Stainless Steel Using Fem Simulation and ExperimentMohd AymanNoch keine Bewertungen
- Lunch N Learn - CUI ManagementDokument24 SeitenLunch N Learn - CUI ManagementRizkiNoch keine Bewertungen
- FastFixHardware Stock ListDokument14 SeitenFastFixHardware Stock ListcharibackupNoch keine Bewertungen
- Siliconizing Process of Mild Steel Substrate by Using Tronoh Si - 2015 - Procedi PDFDokument6 SeitenSiliconizing Process of Mild Steel Substrate by Using Tronoh Si - 2015 - Procedi PDFMohd TariqNoch keine Bewertungen
- VEL TECH R&D INSTITUTE BIOMATERIALS ENGINEERING COURSE ON METALLIC BIOMATERIALSDokument11 SeitenVEL TECH R&D INSTITUTE BIOMATERIALS ENGINEERING COURSE ON METALLIC BIOMATERIALSronaldo magarNoch keine Bewertungen
- A1-Glandless Pumps - 2009Dokument495 SeitenA1-Glandless Pumps - 2009DanielAcovskiNoch keine Bewertungen