Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Macro Ex SheetDokument121 SeitenMacro Ex Sheetkumarpankaj030Noch keine Bewertungen
- HR QuestionsDokument18 SeitenHR Questionskumarpankaj030Noch keine Bewertungen
- Meeting EtiquetteDokument15 SeitenMeeting Etiquettekumarpankaj030Noch keine Bewertungen
- Health TipsDokument36 SeitenHealth TipsAmit PandeyNoch keine Bewertungen
- Home AddressDokument1 SeiteHome Addresskumarpankaj030Noch keine Bewertungen
- Kalpasar as a prospective water solution for Saurashtra regionDokument39 SeitenKalpasar as a prospective water solution for Saurashtra regionkc_p2150% (2)
- LifeDokument1 SeiteLifeAtul SahuNoch keine Bewertungen
- Low Back PainDokument26 SeitenLow Back Painkumarpankaj030Noch keine Bewertungen
- Life Time CalenderDokument1 SeiteLife Time Calendersaivishwa20Noch keine Bewertungen
- Indian Languages - Working KnowledgeDokument22 SeitenIndian Languages - Working KnowledgeHarsh KotakNoch keine Bewertungen
- Leonardo Da Vinci - Wikipedia, The Free EncyclopediaDokument44 SeitenLeonardo Da Vinci - Wikipedia, The Free Encyclopediakumarpankaj030Noch keine Bewertungen
- Helpful CalculatorsDokument18 SeitenHelpful Calculatorsvasu01Noch keine Bewertungen
- Lesson 1:: Tasks & Responsibilities in The ProjectDokument11 SeitenLesson 1:: Tasks & Responsibilities in The Projectkumarpankaj030Noch keine Bewertungen
- Learn To Knot A TieDokument8 SeitenLearn To Knot A Tiekumarpankaj030Noch keine Bewertungen
- Indian Languages - Working KnowledgeDokument22 SeitenIndian Languages - Working KnowledgeHarsh KotakNoch keine Bewertungen
- Impossible QuizDokument2 SeitenImpossible Quizkumarpankaj030Noch keine Bewertungen
- Employee Information Require Update FieldsDokument3.461 SeitenEmployee Information Require Update Fieldskumarpankaj030Noch keine Bewertungen
- ImationLOCKv108 BManualDokument16 SeitenImationLOCKv108 BManualmma_sanaNoch keine Bewertungen
- Diary 1900 To 2078Dokument368 SeitenDiary 1900 To 2078M S SURAJNoch keine Bewertungen
- Personality AnalysisDokument26 SeitenPersonality Analysiskrone100% (15)
- Keep Going, It Would Be Good For You To Recognize Your Role in LifeDokument7 SeitenKeep Going, It Would Be Good For You To Recognize Your Role in LifeHilary WatsonNoch keine Bewertungen
- The Grass Isn't Always Greener On The Other Side!!Dokument2 SeitenThe Grass Isn't Always Greener On The Other Side!!kumarpankaj030Noch keine Bewertungen
- English ProverbDokument13 SeitenEnglish Proverbkumarpankaj030Noch keine Bewertungen
- Diary 1900 To 2078Dokument368 SeitenDiary 1900 To 2078M S SURAJNoch keine Bewertungen
- Bus NumberDokument1 SeiteBus Numberkumarpankaj030Noch keine Bewertungen
- IIM PresenationDokument7 SeitenIIM Presenationmridulakhanna100% (3)
- Bolivian Highway 1Dokument22 SeitenBolivian Highway 1kumarpankaj030Noch keine Bewertungen
- Aquaguard Compact UserManualDokument16 SeitenAquaguard Compact UserManualkumarpankaj030100% (1)
- Eat Right For Your Blood TypeDokument5 SeitenEat Right For Your Blood Typekingcobra00791% (58)
- How Much Water Do You Need A Day?: Your Weight RequirementDokument1 SeiteHow Much Water Do You Need A Day?: Your Weight Requirementkumarpankaj030Noch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Consumables 2020: Calibration Material, Crucibles, Chemicals, ToolsDokument16 SeitenConsumables 2020: Calibration Material, Crucibles, Chemicals, ToolsAliSultanNoch keine Bewertungen
- Stoichiometry Mole-II (XI)Dokument29 SeitenStoichiometry Mole-II (XI)Raju SinghNoch keine Bewertungen
- Astm D512 - 12 - Cloruros en AguaDokument9 SeitenAstm D512 - 12 - Cloruros en AguaEliasNoch keine Bewertungen
- PEH Periodic Table (Principles) - Get The Table Organized in Time! Lab Manual (English)Dokument6 SeitenPEH Periodic Table (Principles) - Get The Table Organized in Time! Lab Manual (English)Monette CabugayanNoch keine Bewertungen
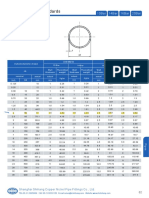
- Copper Nickel Pipe Din86089 Eemua145Dokument1 SeiteCopper Nickel Pipe Din86089 Eemua145Araby GamalNoch keine Bewertungen
- Home TrendsDokument29 SeitenHome TrendsSHALINI NIGAMNoch keine Bewertungen
- ANJANA in Ayurveda: Dr. Amit ManeDokument50 SeitenANJANA in Ayurveda: Dr. Amit ManeDrVikas67% (3)
- Product List Specialty ReagentsDokument43 SeitenProduct List Specialty ReagentsSwissHuge HugeNoch keine Bewertungen
- Introduction to Engineering Materials Course OutlineDokument17 SeitenIntroduction to Engineering Materials Course Outlinemissing wonderNoch keine Bewertungen
- 1.2 Exercise 4 - Empirical and Molecular FormulaeDokument1 Seite1.2 Exercise 4 - Empirical and Molecular FormulaeNorhafiza RoslanNoch keine Bewertungen
- International Exam - Volumetric AnalysisDokument5 SeitenInternational Exam - Volumetric Analysisalif satria100% (1)
- Valone (1982) - An Improved Techinique For Predicting The Severity of Calcium CarbonateDokument14 SeitenValone (1982) - An Improved Techinique For Predicting The Severity of Calcium CarbonateJefferson Lima AndradeNoch keine Bewertungen
- Grade 9 Chemistry: Redox ReactionsDokument16 SeitenGrade 9 Chemistry: Redox ReactionsvfdfdNoch keine Bewertungen
- 2019 Specimen Paper 2Dokument18 Seiten2019 Specimen Paper 2Susanna NgNoch keine Bewertungen
- Chemistry - Kadar TindakbalasDokument40 SeitenChemistry - Kadar Tindakbalasrashifah100% (1)
- Caustic Potash FlakesDokument1 SeiteCaustic Potash FlakesRavikanth VNoch keine Bewertungen
- XII Numerical ChemistryDokument24 SeitenXII Numerical ChemistryVaibhav PrasadNoch keine Bewertungen
- Boran Family PDFDokument6 SeitenBoran Family PDFggk2013Noch keine Bewertungen
- CVL871Lecture04 PDFDokument81 SeitenCVL871Lecture04 PDFV Kartik GaneshNoch keine Bewertungen
- Variations in properties of elements in Period 3 of the Periodic TableDokument4 SeitenVariations in properties of elements in Period 3 of the Periodic TableGulnurNoch keine Bewertungen
- Determining the Percentage Composition of Magnesium OxideDokument5 SeitenDetermining the Percentage Composition of Magnesium OxideSita KoiralaNoch keine Bewertungen
- SL t4 MktestDokument4 SeitenSL t4 Mktestrania samirNoch keine Bewertungen
- KSEEB SSLC Class 10 Science Solutions Chapter 1 Chemical Reactions and EquationsDokument16 SeitenKSEEB SSLC Class 10 Science Solutions Chapter 1 Chemical Reactions and EquationssumeshmirashiNoch keine Bewertungen
- Chemistry Quick Lab Defining A MetalDokument6 SeitenChemistry Quick Lab Defining A MetalsabrinaNoch keine Bewertungen
- Cambridge O Level: Chemistry 5070/42 May/June 2021Dokument9 SeitenCambridge O Level: Chemistry 5070/42 May/June 2021Chikuta ShingaliliNoch keine Bewertungen
- Endotoxin LimitsDokument25 SeitenEndotoxin LimitsAna AnitaNoch keine Bewertungen
- Preparing Steel from Pig IronDokument13 SeitenPreparing Steel from Pig Ironomkar digamabar sonone0% (1)
- ORMUS 2 of 3Dokument7 SeitenORMUS 2 of 3TimjoboNoch keine Bewertungen
- Assessment of Welding ConsumablesDokument17 SeitenAssessment of Welding Consumablesmahmoud_allam3Noch keine Bewertungen
- Salt Presentation2Dokument41 SeitenSalt Presentation2asivachemNoch keine Bewertungen