Das könnte Ihnen auch gefallen
- Reinforcement of Concrete StructuresDokument13 SeitenReinforcement of Concrete StructurestevredeNoch keine Bewertungen
- Russell PHD 2015 Progressive Collapse of Reinforced Concrete Flat Slab StructuresDokument238 SeitenRussell PHD 2015 Progressive Collapse of Reinforced Concrete Flat Slab StructuresRm1262Noch keine Bewertungen
- BK Series Kilcher Bearing StripsDokument6 SeitenBK Series Kilcher Bearing Stripsforbeska100% (1)
- Ijsrp p46106 PDFDokument14 SeitenIjsrp p46106 PDFKannan JaganNoch keine Bewertungen
- Electric Rolling Bridge, Scientific American 24 August 1889 p120Dokument2 SeitenElectric Rolling Bridge, Scientific American 24 August 1889 p120Rm1262Noch keine Bewertungen
- Annerel & Taerwe 2008 Diagnosis of The State of Concrete Structures After FireDokument6 SeitenAnnerel & Taerwe 2008 Diagnosis of The State of Concrete Structures After FireRm1262Noch keine Bewertungen
- ADA441347Dokument17 SeitenADA441347habibur Rahman KhanNoch keine Bewertungen
- Henderson, Johnson & Wood 2002 Enhancing The Whole Life Structural Performance of Multi-Storey Car ParksDokument50 SeitenHenderson, Johnson & Wood 2002 Enhancing The Whole Life Structural Performance of Multi-Storey Car ParksRm1262Noch keine Bewertungen
- Technoslide Elastomeric-Plain-Sliding-Bearings-For-Bridges-Structures-BrochureDokument13 SeitenTechnoslide Elastomeric-Plain-Sliding-Bearings-For-Bridges-Structures-BrochureRm1262Noch keine Bewertungen
- Extend Abstract - 67792 - Joao GeadaDokument10 SeitenExtend Abstract - 67792 - Joao GeadaRm1262Noch keine Bewertungen
- Retrofitting and Rehabilitation of Fire PDFDokument134 SeitenRetrofitting and Rehabilitation of Fire PDFVarun TyagiNoch keine Bewertungen
- The Concrete Society - Fire DamageDokument6 SeitenThe Concrete Society - Fire DamageRm1262Noch keine Bewertungen
- Annerel & Taerwe 2008 Diagnosis of The State of Concrete Structures After FireDokument6 SeitenAnnerel & Taerwe 2008 Diagnosis of The State of Concrete Structures After FireRm1262Noch keine Bewertungen
- Mera DilDokument12 SeitenMera DilIqbal AhmadNoch keine Bewertungen
- Exhibit 5f - Concept - Design - Submission 100-119Dokument20 SeitenExhibit 5f - Concept - Design - Submission 100-119NasserZakiNoch keine Bewertungen
- UJ Postgraduate Engineering ManagementDokument4 SeitenUJ Postgraduate Engineering ManagementRm12620% (1)
- Arup DesignYearbook 2010Dokument39 SeitenArup DesignYearbook 2010Si MonaNoch keine Bewertungen
- IMIESA April 2021Dokument60 SeitenIMIESA April 2021Rm1262Noch keine Bewertungen
- Structural Scheme Design Guide by ArupDokument129 SeitenStructural Scheme Design Guide by ArupNatalie Sullivan100% (15)
- Arup Scheme Design Guide 2006Dokument139 SeitenArup Scheme Design Guide 2006Boris Escubio100% (1)
- STEEL CONFERENCE EXPANSION JOINTSDokument4 SeitenSTEEL CONFERENCE EXPANSION JOINTSCharles Orebola OresanwoNoch keine Bewertungen
- Swing Jib CranesDokument2 SeitenSwing Jib CranesRm1262Noch keine Bewertungen
- BinsDokument17 SeitenBinsRm1262Noch keine Bewertungen
- Cranerunwaybeams 4ed bk180 PDFDokument13 SeitenCranerunwaybeams 4ed bk180 PDFMacNoch keine Bewertungen
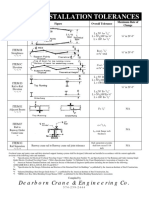
- Crane Runway Installation Tolerances-BechtelDokument1 SeiteCrane Runway Installation Tolerances-BechtelRm1262Noch keine Bewertungen
- Narayangharh-Mugling HighwayDokument85 SeitenNarayangharh-Mugling HighwayRm1262Noch keine Bewertungen
- Guide To Lifting Equipment Testing Inspections 2015Dokument8 SeitenGuide To Lifting Equipment Testing Inspections 2015Rm1262Noch keine Bewertungen
- Flange BendingDokument2 SeitenFlange BendingMotoro AkinwoleNoch keine Bewertungen
- A Challenge For Designers of Steel Silos PDFDokument6 SeitenA Challenge For Designers of Steel Silos PDFRm1262Noch keine Bewertungen
- How Silos FailDokument14 SeitenHow Silos FailMedhat Hasanain100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- World Cement May2010Dokument4 SeitenWorld Cement May2010Luis Miguel La TorreNoch keine Bewertungen
- Journal of Cleaner Production: Agnieszka Woszuk, Lidia Bandura, Wojciech FranusDokument10 SeitenJournal of Cleaner Production: Agnieszka Woszuk, Lidia Bandura, Wojciech FranusCatalinaLixandruNoch keine Bewertungen
- BS 812-109 1990 (Moisture Content)Dokument12 SeitenBS 812-109 1990 (Moisture Content)Kartika Setia RiniNoch keine Bewertungen
- Dindigul Bypass To Samyanallore On NH 7 in The State of Tamil Nadu Vol - Iii PDFDokument29 SeitenDindigul Bypass To Samyanallore On NH 7 in The State of Tamil Nadu Vol - Iii PDFVinay YadavNoch keine Bewertungen
- Schedule of Rates BarisalDokument138 SeitenSchedule of Rates Barisal00152100% (3)
- SilicaMix Product Brochure2Dokument12 SeitenSilicaMix Product Brochure2rajni phNoch keine Bewertungen
- Icri Terminology 2022Dokument112 SeitenIcri Terminology 2022IELCA100% (1)
- Aashto T112Dokument6 SeitenAashto T112Yudith Bdoel Abdullah100% (1)
- Aggregates 01Dokument46 SeitenAggregates 01HemantNoch keine Bewertungen
- Nirman SahayakDokument32 SeitenNirman SahayakRoti100% (1)
- Quality Control Manual On Concrete and Steel Bridge StructuresDokument83 SeitenQuality Control Manual On Concrete and Steel Bridge StructuresMae Ann Gonzales100% (1)
- Geoweb Load Technical OverviewNZDokument19 SeitenGeoweb Load Technical OverviewNZYosua AlbertNoch keine Bewertungen
- Recycled Aggregates Case Study (Production From Construction and Demolition Debris)Dokument8 SeitenRecycled Aggregates Case Study (Production From Construction and Demolition Debris)Tsakalakis G. KonstantinosNoch keine Bewertungen
- Highway and Traffic Engineering Lab - Aggregate Impact Value TestDokument4 SeitenHighway and Traffic Engineering Lab - Aggregate Impact Value TestF1133 NabilNoch keine Bewertungen
- HMP Code - Calibration - Accuracy PDFDokument6 SeitenHMP Code - Calibration - Accuracy PDFN GANESAMOORTHYNoch keine Bewertungen
- Engineering Properties AggregatesDokument4 SeitenEngineering Properties AggregatessuryakantameNoch keine Bewertungen
- Power Grid Corporation of India Limited: Pit MarkingDokument12 SeitenPower Grid Corporation of India Limited: Pit Markingshanmugam.sNoch keine Bewertungen
- 636 01-SustainableConsDokument14 Seiten636 01-SustainableConsmoni_john_1Noch keine Bewertungen
- Sma - DBKL SpecsDokument19 SeitenSma - DBKL SpecshkhcsbNoch keine Bewertungen
- Precast Guide SpecDokument25 SeitenPrecast Guide SpecpabulumzengNoch keine Bewertungen
- Experimental Examination On Blended Concrete by Incorporating Fly Ash and Silica FumeDokument9 SeitenExperimental Examination On Blended Concrete by Incorporating Fly Ash and Silica FumeSrihari MarupakaNoch keine Bewertungen
- Concrete AggregatesDokument34 SeitenConcrete AggregatesjesNoch keine Bewertungen
- Cost Analysis of Green ConcreteDokument7 SeitenCost Analysis of Green ConcretemaheshNoch keine Bewertungen
- StructuralConcreteusingLECA PDFDokument13 SeitenStructuralConcreteusingLECA PDFLuciana Boaventura PalharesNoch keine Bewertungen
- Concrete AggregatesDokument30 SeitenConcrete AggregateseseemNoch keine Bewertungen
- Improvment of Concrete Strength by Using Ceramic Tile Waste Powder As Partially Replacment of CementDokument67 SeitenImprovment of Concrete Strength by Using Ceramic Tile Waste Powder As Partially Replacment of CementAnonymous BwEgBHw0Ok100% (1)
- Rate AnalysisDokument125 SeitenRate Analysiskvm2020100% (1)
- Utilization of Egg Shell Powder (ESP) and M-Sand For Sustainable ConstructionDokument5 SeitenUtilization of Egg Shell Powder (ESP) and M-Sand For Sustainable ConstructionArun anandNoch keine Bewertungen
- Experiment No. 7 Fabricating Concrete Specimen For TestsDokument8 SeitenExperiment No. 7 Fabricating Concrete Specimen For TestsMeriann May Sacayan DivinagraciaNoch keine Bewertungen
- Green ConcreteDokument9 SeitenGreen ConcreteFenil Jose100% (1)