Das könnte Ihnen auch gefallen
- Siemens' Medium Size Gas TurbineDokument25 SeitenSiemens' Medium Size Gas Turbinenasirfahim100% (2)
- Alstom 13E2Dokument20 SeitenAlstom 13E2jparmar75% (4)
- Siemens Sgt400 Powerplant BrochureDokument4 SeitenSiemens Sgt400 Powerplant Brochuremasoud0% (1)
- SGT 800 FundaamentalsDokument37 SeitenSGT 800 Fundaamentalslifemillion2847100% (3)
- Thermal Tests of The 45MW SGT-800 Gas Turbine EquipmentDokument7 SeitenThermal Tests of The 45MW SGT-800 Gas Turbine Equipmentbagusu_6Noch keine Bewertungen
- SGT 750Dokument24 SeitenSGT 750andmar2011Noch keine Bewertungen
- SGT 800 Factsheet 2017Dokument2 SeitenSGT 800 Factsheet 2017pradeepnair1710% (1)
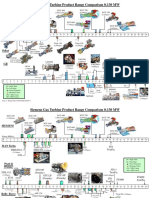
- Siemens Gas Turbine Product Range Comparison Chart 0-130 MWDokument2 SeitenSiemens Gas Turbine Product Range Comparison Chart 0-130 MWdvcher78Noch keine Bewertungen
- GTDokument33 SeitenGTowais_36100% (4)
- Part4 - GT Control Theory PDFDokument108 SeitenPart4 - GT Control Theory PDFel mouatez billah messini100% (1)
- SGT800 Verification ReportDokument58 SeitenSGT800 Verification ReportThanapaet RittirutNoch keine Bewertungen
- GE introduces new air-cooled H-class gas turbinesDokument5 SeitenGE introduces new air-cooled H-class gas turbineslink2u_007Noch keine Bewertungen
- Gas Turbines Technical PerformanceDokument2 SeitenGas Turbines Technical PerformanceLTE002100% (1)
- Industrial Gas Turbines - Siemens PDFDokument8 SeitenIndustrial Gas Turbines - Siemens PDFeankiboNoch keine Bewertungen
- Aerosila NPP JSC: Gas Turbine Power PlantsDokument30 SeitenAerosila NPP JSC: Gas Turbine Power PlantsSatish Babu Garikapati100% (2)
- SGT6-5000F PAC - LowRes PDFDokument18 SeitenSGT6-5000F PAC - LowRes PDFmyegnrNoch keine Bewertungen
- RussiaPower 2012 Moscow SGT5-4000F Low Ambient Temperature Conditions Siemens Slad.Dokument11 SeitenRussiaPower 2012 Moscow SGT5-4000F Low Ambient Temperature Conditions Siemens Slad.Uhrin ImreNoch keine Bewertungen
- Gas Turbine30.06.09Dokument119 SeitenGas Turbine30.06.09charzree95% (19)
- GE 7EA Gas Turbine DetailsDokument10 SeitenGE 7EA Gas Turbine DetailsHernan Giraut100% (2)
- Natural Gas Fuel Specifications for GE Gas TurbinesDokument29 SeitenNatural Gas Fuel Specifications for GE Gas Turbinesphoenix609Noch keine Bewertungen
- Brochure Gas Turbine SGT-800 For Power GenerationDokument4 SeitenBrochure Gas Turbine SGT-800 For Power GenerationJuan AraqueNoch keine Bewertungen
- Advanced Sgt6-5000F Development: 09-IAGT-202Dokument18 SeitenAdvanced Sgt6-5000F Development: 09-IAGT-202Ronald ChavezNoch keine Bewertungen
- GE Gas TurbineTheoryDokument62 SeitenGE Gas TurbineTheorysalamadel100% (2)
- Siemens Barcelona v94.2 PDFDokument16 SeitenSiemens Barcelona v94.2 PDFbehtam240767% (3)
- GTs World Comparison Picture - 1-130 MW - 2015 01 PDFDokument2 SeitenGTs World Comparison Picture - 1-130 MW - 2015 01 PDFdvcher78Noch keine Bewertungen
- GEA31503e PGP Product E-Catalog 2015 R10Dokument47 SeitenGEA31503e PGP Product E-Catalog 2015 R10juagamsar100% (1)
- D Series Combined Cycle Steam TurbineDokument16 SeitenD Series Combined Cycle Steam TurbineKVV50% (2)
- DLE Overview PDFDokument53 SeitenDLE Overview PDFMijail David Felix Narvaez80% (5)
- Gas Turbines Siemens InteractiveDokument24 SeitenGas Turbines Siemens InteractiveMohamed AdelNoch keine Bewertungen
- LM 2500Dokument12 SeitenLM 2500pramodtryNoch keine Bewertungen
- LM6000Dokument22 SeitenLM6000Hernan Delgado50% (2)
- Siemens SST 900 - en PDFDokument4 SeitenSiemens SST 900 - en PDFMehmet Eren100% (1)
- Abstract SGT800 TuesPM Meeting Todays Market Needs SiemensDokument1 SeiteAbstract SGT800 TuesPM Meeting Todays Market Needs SiemensPeter_Phee_341Noch keine Bewertungen
- Gas Turbine NotesDokument40 SeitenGas Turbine NotesSarah Cohen92% (12)
- APA DOC No. 2014 PDFDokument67 SeitenAPA DOC No. 2014 PDFThanapaet RittirutNoch keine Bewertungen
- Ansaldo - Steam - TurbinesDokument8 SeitenAnsaldo - Steam - TurbinesPratama Trendy LeoNoch keine Bewertungen
- SGT-800 Gas TurbineDokument12 SeitenSGT-800 Gas TurbineIee XpNoch keine Bewertungen
- Sobreprecio 18MM: TM2500 de EPS A DerwickDokument33 SeitenSobreprecio 18MM: TM2500 de EPS A DerwickTomás LanderNoch keine Bewertungen
- SST 900Dokument4 SeitenSST 900Amany Moawad Sarhan100% (1)
- Training ManualDokument551 SeitenTraining ManualSeif Charaf100% (3)
- 01 Intro & Theory GT r03Dokument118 Seiten01 Intro & Theory GT r03suman_94103100% (11)
- Ge Power Ststem Manuals PDFDokument157 SeitenGe Power Ststem Manuals PDFveejai_kumar100% (1)
- GE Gas Turbines)Dokument128 SeitenGE Gas Turbines)Tony Eduok83% (12)
- GEK 106832: Understanding Gas Turbine Combustion MonitoringDokument16 SeitenGEK 106832: Understanding Gas Turbine Combustion Monitoringalaal67% (3)
- Siemens SGT-300 MD. Brian M Igoe Product Manager SGT-300. Trevor Mapleston Project Manager SGT-300Dokument36 SeitenSiemens SGT-300 MD. Brian M Igoe Product Manager SGT-300. Trevor Mapleston Project Manager SGT-300benlahcene100% (1)
- 02 Ms5001 DescriptionDokument58 Seiten02 Ms5001 DescriptionHafiz Usman Mahmood100% (5)
- Maintenance Frame 9E GTDokument6 SeitenMaintenance Frame 9E GTOctavianus Harahap100% (1)
- LM2500+ Shutdown SequencesDokument6 SeitenLM2500+ Shutdown Sequencesrenzobermudez89Noch keine Bewertungen
- CatalogoPGT25 PDFDokument4 SeitenCatalogoPGT25 PDFshihabjamaan100% (4)
- GTX100 - ABB's New 43-MW Advanced Gas Turbine: The ABB Review Web SiteDokument1 SeiteGTX100 - ABB's New 43-MW Advanced Gas Turbine: The ABB Review Web SiteMohammad BahreiniNoch keine Bewertungen
- MS5001 GuideDokument39 SeitenMS5001 GuidekLARA DIVINO100% (6)
- Evaluation of Gas Turbine Performance Alternatives For Indonesia PowerDokument33 SeitenEvaluation of Gas Turbine Performance Alternatives For Indonesia PowerMORSHED100% (1)
- GE Frame Gas Turbine HGP and Combustion InspectionsDokument4 SeitenGE Frame Gas Turbine HGP and Combustion InspectionsCarlos Toscano100% (1)
- GE 9HA Gas TurbineDokument4 SeitenGE 9HA Gas TurbinejparmarNoch keine Bewertungen
- Alstom Gas-Turbines-Technical-Performance PDFDokument2 SeitenAlstom Gas-Turbines-Technical-Performance PDFPoull SteeadyNoch keine Bewertungen
- Siemens Gas Turbine SGT 300 2S Launch PaperDokument11 SeitenSiemens Gas Turbine SGT 300 2S Launch PaperDanny Srty100% (1)
- 5 Development and Operating Experience PDFDokument10 Seiten5 Development and Operating Experience PDFVijaya100% (2)
- 306 Final PaperDokument14 Seiten306 Final PaperThanapaet RittirutNoch keine Bewertungen
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesVon EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNoch keine Bewertungen
- MM Singapore - Press Release (Critical Design Errors Caused Collapse at Nicoll Highway) PDFDokument20 SeitenMM Singapore - Press Release (Critical Design Errors Caused Collapse at Nicoll Highway) PDFJames Jatmiko OetomoNoch keine Bewertungen
- Ten Rs of Efficient PurchasingDokument3 SeitenTen Rs of Efficient PurchasingBala FoundMylostNoch keine Bewertungen
- Final Weld Strength CalnsDokument3 SeitenFinal Weld Strength CalnsSajal KulshresthaNoch keine Bewertungen
- SuspensionDokument43 SeitenSuspensionyash1239100% (1)
- 20160316162112020Dokument2 Seiten20160316162112020ahmedNoch keine Bewertungen
- Competitor PlantDokument18 SeitenCompetitor Plantபிரதீப் கதிரேசன்Noch keine Bewertungen
- 11 Momentum TransferDokument10 Seiten11 Momentum TransferJohn Bryan AldovinoNoch keine Bewertungen
- Experienced Mechanical Engineer with Expertise in Automotive BIW DesignDokument1 SeiteExperienced Mechanical Engineer with Expertise in Automotive BIW DesignVishal JadhavNoch keine Bewertungen
- Cost and Pricing MGT For Competitive AdvantageDokument45 SeitenCost and Pricing MGT For Competitive Advantageilona gabrielNoch keine Bewertungen
- Seven Pragmatic Practices To Improve Software QualityDokument10 SeitenSeven Pragmatic Practices To Improve Software QualityZeeshan Ahmed KhanNoch keine Bewertungen
- 12 - ToyotaDokument87 Seiten12 - Toyotawaddah100% (2)
- Abdul Rauf - Mechanical Engineer-Production ManagerDokument3 SeitenAbdul Rauf - Mechanical Engineer-Production ManagercdeekyNoch keine Bewertungen
- Technical Information ASSET DOC LOC 8869243Dokument1 SeiteTechnical Information ASSET DOC LOC 8869243Francis Jan DiscayaNoch keine Bewertungen
- 2012-11-28 VodafonePartnership en PDFDokument9 Seiten2012-11-28 VodafonePartnership en PDFLuis Augusto CarvalhoNoch keine Bewertungen
- MMCA Kazcomak2019 Ex-List EngDokument9 SeitenMMCA Kazcomak2019 Ex-List Engadamin biriNoch keine Bewertungen
- 1 Drilling Engineering IIDokument235 Seiten1 Drilling Engineering IIKarwan Dilmany100% (7)
- Water PumpsDokument42 SeitenWater PumpsArimbi GembiekNoch keine Bewertungen
- Roopa Rani - Final PDFDokument52 SeitenRoopa Rani - Final PDFSrinivas SeenuNoch keine Bewertungen
- Conditions of Sale: EPD FORM 8-21-01Dokument97 SeitenConditions of Sale: EPD FORM 8-21-01Sabina BanegasNoch keine Bewertungen
- Sap MM TicketsDokument9 SeitenSap MM TicketsSatyajit Sahoo100% (1)
- Lean and Agile Supply ChainDokument30 SeitenLean and Agile Supply ChainboschabdelNoch keine Bewertungen
- North Sea AtlasDokument483 SeitenNorth Sea Atlasjacek_sawicz100% (2)
- Hospital Design and Infrastructure 2012Dokument8 SeitenHospital Design and Infrastructure 2012milham09Noch keine Bewertungen
- Culturally Inspired Design Education A Nigerian Case StudyDokument19 SeitenCulturally Inspired Design Education A Nigerian Case StudyPsamuel AdelabuNoch keine Bewertungen
- Case StudyDokument17 SeitenCase StudyAbdo ChalawitNoch keine Bewertungen
- Bearing Detail PDFDokument1.152 SeitenBearing Detail PDFJayesh MachhiNoch keine Bewertungen
- Berco BROCHURE PDFDokument3 SeitenBerco BROCHURE PDFJohn Gonzalez100% (1)
- Banner Buffalo BullDokument3 SeitenBanner Buffalo Bullanon_579800775Noch keine Bewertungen
- BIPublisherDokument138 SeitenBIPublisherNIHUNoch keine Bewertungen
- Your Energy Bill: Snapshot of What You OweDokument8 SeitenYour Energy Bill: Snapshot of What You Owe衡治洲Noch keine Bewertungen