Beruflich Dokumente
Kultur Dokumente
RHI MR Services Bulletin 1 2012-Data
Hochgeladen von
Suphi YükselOriginalbeschreibung:
Originaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
RHI MR Services Bulletin 1 2012-Data
Hochgeladen von
Suphi YükselCopyright:
Verfügbare Formate
RHI Bulletin
>
1
>
2012
The Journal of Refractory Innovations
Steel Edition
DELTEK Eco Gaskets and
Insulation for Flow Control
Products
COMPAC ROX A93MAS-15
Application in CAS-OB Bells
Gas Purging Lance Design
Optimization
CAS-OB Process
2 <
RHI Bulletin
>
1
>
2012
The Journal of Refractory Innovations
RHI Bulletin 1/2012
Steel Edition
Published by: RHI AG, Vienna, Austria
Chief Editor: Bernd Buchberger
Executive Editor: Alexander Maranitsch
Technical Writer: Clare McFarlane
Proofreaders: Bernd Buchberger, Clare McFarlane
Project Manager: Ulla Kuttner
Photography, Graphics
and Production: Christoph Brandner, Stefanie Puschenjak
Design and Typesetting: Universal Druckerei GmbH, Leoben, Austria
Printers: Universal Druckerei GmbH, Leoben, Austria
Contact: Ulla Kuttner
RHI AG, Technology Center
Magnesitstrasse 2
8700 Leoben, Austria
E-mail: ulla.kuttner@rhi-ag.com
Tel: +43 (0) 502 13-5300
Fax: +43 (0) 502 13-5237
www.rhi-ag.com
The products, processes, technologies, or tradenames in the
RHI Bulletin may be the subject of intellectual property rights
held by RHI AG or other companies.
> 3
RHI worldwide
> 3
Opening Ceremony for the New Tundish Water
Model Took Place
Austria >> The tundish water modelling facility at the Technology
Center Leoben (Austria) was recently inaugurated and initial simula-
tions have already been executed using scaled customer tundish
geometries.
Water modelling will assist in understanding flow phenomena in
the tundish as well as supplement CFD simulations. As an integral
part of RHIs Tundish Technology Solutions, water modelling will
serve to optimize existing products and develop new technologies
dedicated to the increasing demand for clean steel production. The
overall aim of the tundish water modelling facility is to realize tailor-
made solutions for RHIs customers that meet the quality and safety
requirements.
MARVO Successfully Completes First Turn
around of 2012 at the MiRO Refinery in Karlsruhe
Germany >> MARVO GmbH services were provided at the MiRO
combustion engineering works in the petroleum coke area. Calcined
petroleum coke is processed in the coker on a rotating staged hearth,
by extreme heat treatment up to 1400 C, to produce special con-
verted coke grades. These high quality calcinate grades are mainly
required for the industrial production of electrodes used in carbon
baking furnaces.
The soaking pit cone section of this installation was lined with
COMPAC SOL M64COR-6, RESISTAL SK60C, and DIDURIT M60-6 pre-
cast components. The sidewalls and parts of the turntable were
reconstructed using COMPAC SOL M64COR-6 and DIDURIT M60-6
precast components.
The installation also features rabbles that convey the final pet coke
from the turntable via the cone into the coke cooler. These rabbles
were relined with DIPLASTIT 259 during the installations turnaround,
providing excellent abrasion resistance in this high wear area.
New Bag Filter Systems and Hardening Grate
for the RHI Hochfilzen Plant
Austria >> In order to achieve future exhaust gas limits at RHIs
Hochfilzen plant (Austria), the existing rotary kiln exhaust gas treat-
ment facility (cyclone separation and gas washing system) will be
upgraded to a bag filter system. Concurrently, the hardening grate
unit, which has now reached the end of its service life (built in 1958),
will be replaced and modified for use with a downstream bag dust
filter. The hardening grate required to harden briquettes will also be
used to preheat raw magnesite following the conversion.
The aims of the 8.6 million project are to reduce dust emission to
< 10 mg/Nm (future BAT limit 20 mg/Nm obligatory as of 2013),
decrease air leakage by approximately 12000 m/hour by decoupling
the hardening grate from the Lepol kiln, reliably maintain low levels
of SO
2
in the exhaust gas, utilize waste heat from the kiln exhaust
gas to preheat the raw magnesite, and increase the rotary kiln per-
formance by approximately 4.5%. Commissioning is scheduled for
November 2012.
RHI at AISTech 2012
USA >> Together with approximately
435 other exhibitors, RHI and INTER-
STOP took part in the Association for
Iron and Steel Technology (AISTech)
2012 conference and exhibition, which
ran from May 710 in Atlanta (USA). In
addition to presenting the INTERSTOP
Metering Nozzle Changer MNC at the
trade fair, numerous lectures were also
given by RHI personnel from both Aus-
tria and the US.
AISTech is the largest steel trade fair
held in America with more than 6000 vis-
itors recorded at this years event.
New Snorkel Production
Record at RHIs Dalian Plant
China >> In 2011, the RHI Dalian plant
(China) achieved a new plant record of
1717 prefabricated RH degasser snorkel
pieces. This figure was the result of high
domestic demand as well as increasing
orders from customers worldwide. Prefab-
ricated snorkels were delivered to the
USA, Japan, India, Brazil, and other coun-
tries where RHIs products are successful-
ly used in various RH degassers.
The future outlook is also promising;
driven by an increased demand for high-
quality steel the use of prefabricated snor-
kels from Dalian will increase accordingly.
Therefore RHI is already proactive in pro-
viding the necessary capacity expansion.
Sales budgets forecast a total turnover of
more than 12 million in 2012 for this
profitable business.
TailorMade Tundish
Solutions
Austria >> Once more it has been prov-
en that thermochemical simulations are
an extraordinary tool to predict wear
phenomena of tundish wear linings. By
considering the various aspects that lead
to premature chemical wear, the linings
and boundary conditions of several cus-
tomers on all continents have been ana-
lysed and optimized. Tailor-made tundish
wear lining mixes adjusted to customer
conditions, including thermochemical
investigations, are another step forward
in RHIs technology leadership.
4 <
RHI worldwide
4 <
RHIs Largest Fused
Magnesia Plant Scheduled
for Production in October
Norway >> As a major cornerstone of
the companys backward integration
strategy, RHI purchased the SMA Miner-
als company in Porsgrunn (Norway) in
2011. Concurrently, it was decided to
build a new state of the art MgO smelt-
er at this location.
By investing in buildings, smelting
furnaces, treatment facilities, and infra-
structure, it will be possible in future to
produce around 50000 tonnes of the
highest quality fused magnesia annual-
ly, independent of the Chinese raw
materials market, chiefly for RHIs own
use.
The total investment costs for the proj-
ect are approximately 72.5 million, of
which 9.8 million were spent in 2011.
Test operations will start in stages in
August 2012, with full production
scheduled for October 2012.
Lifetime Record of New EAF Burner Bricks in
North America
USA >> RHI recently completed a trial using ANCARBON TB008 in
the high wear burner area of an EAF. The ANCARBON TB008 brick
replaced the high wearing competitor brick (MgO-C) in this demand-
ing furnace area. The results were spectacular; the newly developed
brick achieved 440 heats with 254304 mm remaining from the origi-
nal brick length of 457 mm, as compared to the former competitor
brick that was normally replaced after around 250300 heats in this
high wear zone without any residual thickness. The original trial tar-
get for the high wear zone was 500 heats, so the ANCARBON TB008
will exceed this significantly.
The additional good news from this trial is the customer has
ordered approximately 20 tonnes of this new brick for ongoing
installations in each of the two EAF furnaces. The customer has also
requested RHI submit a quote for 609 mm long ANCARBON TB008
bricks for the slag door area, since the customer considers the
ANCARBON TB008 to be perfectly suited for this application.
This latest development was especially designed for the high wear
rates in the EAF burner area. It is a further development of success-
fully implemented grades for the high wear areas in ladles and
BOFs, which were introduced on the Brazilian market 3 years ago. To
outperform a local competitor, RHI developed highly oxidation and
slag resistant grades based on special antioxidant addition and high
quality raw materials. These results provided the basis for the subse-
quent development of ANCARBON TB008. To withstand the high oxi-
dative attack, special additives were used. On oxygen attack, these
compounds form liquid phases with MgO or other oxidic compo-
nents of the brick and protect the carbon from oxidation by covering
the pore surface with a thin film. For further trials, several grades
have been developed for EAF, BOF, and ladle applications. Already
well established and tested grades with these special additives are
ANCARBON F1T14B, ANCARBON F3T14B, and ANCARBON F6T14B
for ladle and BOF applications.
CEMENTTECH China Hosts
More Than 400 Exhibitors
Including RHI
China >> For the 13th time, CEMENT-
TECH (China International Cement
Industry Exhibition) was a meeting point
for experts and companies from the
Asian region. Held at the Beijing Exhibi-
tion Center (China), from March 2830,
2012, this international cement industry
trade fair was host to more than 400
exhibitors from mainland China, the
USA, and Europe and brought together
the most advanced international tech-
nology and equipment. The event was
visited by more than 10000 people and
included topics such as mine explora-
tion, powder processing, cement manu-
facturing, as well as concrete products
and their construction.
The RHI stand focused on four major
topics: In-house high-grade sinter pro-
duction (HQM98), established standard
brands (ANKRAL ZC, ANKRAL RC, and
ANKRAL DC), high-grade refractories
based on HQM98 (ANKRAL R1, ANKRAL
R2, and ANKRAL Z1), and new products
such as ANKRAL R8.
Record Campaign Life of 1091 Heats in
40Tonne EAF at AML
India >> Adhunik Metaliks Ltd., (AML) achieved the highest cam-
paign life of 1091 heats from October 1, 2011, to November 20, 2011,
in their 40-tonne EAF using RHI refractory bricks and monolithics.
The previous average campaign life was 850 heats; however, it was
extended beyond 100 heats by reengineering the slag conditions
based on mutual interactions between AML and RHI as well as
through using RHIs ANKERJET NP12 T gunning mix. The brick
brand installed was ANCARBON F6T10.
RHI have a supply management contract with AML for the EAF. At
the contract startup, an EAF lifetime of around 550 heats had been
reached with other suppliers. Currently, the lining installation is
supervised by RHI and the EAF refractory maintenance, namely gun-
ning and fettling, is also performed under RHI supervision. On occa-
sion, the local RHI India team also provides refractory expertise to
improve the EAF performance.
AML is located near Rourkela in Eastern India and is part of
Adhunik group who are also engaged in the mining and power
sectors.
> 5
Production Capacity Increase at RHIs Trieben
Plant
Austria >> To meet further organic growth in the nonferrous busi-
ness area, 2 million has been invested in the Trieben plant (Aus-
tria). The annual capacity limit of Trieben was approximately 53000
tonnes of basic high-fired shaped products, depending on the prod-
uct mix. However, by investing in a new press and a modern brick
milling machine, the production capacity has been increased to
63000 tonnes per annum. Following test operations in March 2012,
the new facilities were officially commissioned on April 19, 2012.
RHIs First Quarter Results for 2012
Austria >> RHI started 2012 with an improved revenues and earn-
ings situation in the first quarter: Revenues increased 5.6% to
436.9 million in the first quarter of 2012, comparable to the equiva-
lent period in 2011. The EBIT of the first quarter increased by 15.1%
to 33.6 million compared with the reference period of 2011 and the
EBIT margin improved from 7.1% to 7.7%. The net profit even rose
by 74.9% up to 32 million.
While sales volume in the Steel Division fell slightly by 1.3% in
comparison with the first quarter of 2011, revenues were up 6.2% as
price increases were implemented.
Steel EBIT amounted to 12.8 million in the first quarter, after
6.1 million in the prior-year reference period.
The sales volume in the Industrial Division dropped 5.9% in com-
parison with the first quarter of 2011 because the cement business
was weaker. The recovery of the markets back to precrisis levels is
proceeding, but they still show a highly diverse picture depending
on region and industry segment. Revenues of the Industrial Divi-
sion, at 143.0 million in the first quarter of 2012, fell slightly short
of the 144.6 million revenues recorded in the first quarter of 2011.
EBIT amounted to 13.1 million in the first quarter, after 15.8 mil-
lion in the prior-year reference period.
Outlook: In a stable macroeconomic environment and with
unchanged foreign currency exchange rates, RHI expects similar
revenue levels for the Steel Division in the second quarter and sig-
nificantly higher revenues in the Industrial Division. Price increases
and the cost cutting programme initiated in 2012 in combination
with a positive contribution to earnings of the higher level of back-
ward integration leads RHI to expect a higher margin for the entire
year 2012 than in the past financial year.
> 5
Fourth Tunnel Kiln and Addi
tional Capacity Extensions
at the Dalian Plant
China >> Owing to strong growth in the
Asia-Pacific region, it is necessary to
increase the production capacity of basic
high-fired bricks at the Dalian plant
(China) by an additional 35000 tonnes
per year. To achieve this requirement,
14.7 million has been invested in a
fourth tunnel kiln and additional facilities
for crushing, mixing, pressing, and fin-
ishing. The kiln was fired up at the
beginning of June and production using
the new facilities will commence in mid-
July 2012.
RHI Participates at
ALUMINIUM BRAZIL
Brazil >> The nonferrous sector in Brazil
is a very important market for RHI.
Therefore, at the recent ALUMINIUM
BRAZIL, which ran from April 2426, in
Sao Paulo (Brazil), RHI not only had a
stand at the exposition but also present-
ed at the conference. The event, focusing
on a wide range of aluminium-associat-
ed products and services, was held for
the first time in Brazil and immediately
received international praise.
Rotary Kiln Preheater Filter at Breitenau Will
Provide Enviromental Benefits
Austria >> At RHIs raw material and production plant in Breitenau
(Austria) the existing electrostatic precipitator in rotary kiln 3 will be
replaced with a bag dust filter. In addition, a raw magnesite preheat-
er will be installed prior to the filter in order to recover waste heat
and enable the bag filter system to function.
The total project costs are 3.5 million, of which 0.6 million
were spent in 2011. The project aims are to reduce dust emission to
< 10 mg/Nm (future BAT limit 20 mg/Nm obligatory as of 2013), use
waste heat in order to increase energy efficiency, preheat the raw
magnesite and save approximately 2000000 Nm of natural gas per
annum (corresponding to 4000 tonnes of CO
2
), as well as decrease
NO
x
emissions through primary measures.
Second Magnesia Rotary
Kiln at RHIs Eskisehir Plant
Turkey >> Chinas export policy, com-
bined with a high demand for magnesia,
is leading to price increases and the
occasional shortage of high-quality mag-
nesia. To alleviate this scenario, RHI is
expanding its own production of sintered
magnesia in Turkey. A second rotary kiln
at Magnesit Anonim Sirketi (MAS) in
Eskisehir (Turkey) will enable the addi-
tional production of approximately 76000
tonnes of sintered magnesia per annum
and decrease the need to purchase this
material at expensive prices.
The total investment costs for this new
rotary kiln facility are approximately 19
million, of which 6.14 million were
spent in 2011. An additional 4.75 mil-
lion is estimated for raw magnesite sup-
ply. The test operation will start in
August 2012, with full production
planned for September 1, 2012.
6 <
RHI worldwide
6 <
RHI Publishes First Sustaina
bility Report
Austria >> RHI has published its first sus-
tainability report according to the report-
ing standards of the Global Reporting Initi-
ative (GRI), thereby taking a major step
towards systematically dealing with sus-
tainability. The report titled We write sus-
tainable (hi)stories contains comprehen-
sive data and facts on good corporate gov-
ernance, product responsibility, environ-
ment and energy, employees, health and
safety, and social responsibility as well as
targets for the coming years. An electronic
version of this report is available on RHIs
website www.rhi-ag.com at Group/Sustain-
ability.
RHI will publish a sustainability report-
ing according to GRI on an annual basis in
the future, in order to regularly report on
trends, developments, and achievements.
Nonferrous Metal Topics Presented at The
Minerals, Metals and Materials Society Con
ference
USA >> The 141
st
TMS Annual Meeting and Exhibition took place at
the Swan and Dolphin Hotel Resort in Orlando, Florida (USA). More
than 4000 of the worlds top materials science and engineering pro-
fessionals participated in this event from March 1115, 2012. RHI
presented three technical topics during the conference: High-perfor-
mance brands for the nonferrous metals industry, slide gate systems
for copper tapping, and the chemical wear of basic brick linings in
the nonferrous industry.
The main interest for RHI, in addition to the light metal processing
of aluminium, centred on the event International Smelting Technol-
ogy Symposium: Incorporating the 6th Advances in Sulfide Smelting
Symposium. Many of the participants are very well known to RHI
as they are part of the customer base (e.g., Boliden, Umicore, Cam-
pine, Metallo, Vale, Xstrata, Stillwater, Atlantic Copper, KCM, Mopa-
ni, and Eramet) or OEMs (Outotec, Xstrata Technologies, Mintek,
ANDRITZ Maerz, Kumera, Pyromet, Hatch, and SNC-Lavalin) RHI is
working with during daily business.
RHI was also represented at the TMS 2012 Exhibition along with
approximately 100 different technical and analytical companies
working in the pyrometallurgical processing and mining industry.
EBT Taphole Lifetime Increased With
SYNCARBON TB028
SYNCARBON TB028 is a new brand for EAFs, developed to with-
stand the high wear rates in EBT tapholes. The carbon-bonded grade
is based on high-quality MgO and graphite in combination with spe-
cial antioxidants. Whilst the addition of antioxidants is a well-known
practice to increase the oxidation behaviour of resin-bonded bricks,
it hadnt previously been applied to such brick types due to the good
intrinsic properties provided by carbon bonding. However, especially
for EBT taphole applications, the use of antioxidants provides advan-
tages such as increased bonding strength and oxidation resistance.
Further improvements to the brick properties were achieved by
impregnation to reduce pore volume and increase the carbon yield
after coking (during operation). This impregnation also improves the
carbon matrix of the entire brick. A new environmentally friendly
carbon binder was used for the carbon bonding and impregnation.
The results of recent trials at three customers have confirmed the
benefits of this brand. At Ferrostal Labedy Sp.z o.o.(Poland) the
standard lifetime of the cylindrical design EBT taphole was ~ 120
heats, which was increased to ~ 170 heats after implementing a con-
ical EBT taphole made from standard grades. However, a further life-
time increase to ~ 205 heats and a new EBT lifetime record was
achieved using SYNCARBON TB028. An EBT lifetime record was
also realized at Stahl Gerlafingen AG (Switzerland) where the num-
ber of heats with the conical EBT taphole was increased to ~ 200
with SYNCARBON TB028 from 130 with the standard conical EBT. In
addition, a new EAF vessel lifetime record of 628 heats was achieved
with SYNCARBON TB028 in the EAF slag zone at Elektrostahlwerke
Grditz GmbH (Germany), where previously the average lifetime of
the EAF vessel had been approximately 500 heats.
RHI Provides the Main Spon
sorship for MagMin 2012 in
Salzburg
Austria >> The most important conference
for the magnesia industry, the Magnesia
Minerals Conference (MagMin), took place
from May 1416, 2012, in Salzburg (Austria).
This annual global conference brings
together around 200 producers, dealers,
buyers, and other partners linked with the
magnesia industry in a setting focused on
speeches, panel discussions, field trips, and
networking opportunities.
This year Salzburg was chosen as the
conference venue and with its long-estab-
lished presence in the area, RHI was delight-
ed to act as the principal sponsor.
On May 14, a field trip provided the
opportunity for delegates to visit RHIs plant
in Hochfilzen, where alpine magnesite is
mined and processed into high-quality sin-
ter. More than 60 participants toured the
mining and production facilities where
refractory mixes for the steel industry are
manufactured.
Board Member Manfred Hdl officially
opened MagMin on May 15 with his wel-
coming speech and outlined in his presenta-
tion the strategic focus of RHIs backward
integration strategy, including the business
rationale behind the two recent raw materi-
als acquisitions in Ireland and Norway.
> 7
Subscription Service
and Contributions
We encourage you, our customers and inter-
ested readers, to relay your comments, feed-
back, and suggestions to improve the publica-
tion quality using the contact details below.
Furthermore, to receive the RHI Bulletin free of
charge please e-mail or fax your details to the
Subscription Service using the form on the
back page.
E-mail: ulla.kuttner@rhi-ag.com
Phone: +43 (0) 502 13-5300
Fax: +43 (0) 502 13-5237
Contents
8 Comparison of Basic Oxygen Furnace
Bottom Gas Purging Options
16 New Oxycarbide Refractory Products
Demonstrate Outstanding Properties
First Practical Results
20 Customer-Specific Analysis of
Steelmaking Slags to Provide Process
and Refractory Lining Lifetime
Improvements in Steel Treatment Ladles
and EAFs
26 Gas Purging Lances: Improving
Established Technology
34 Microscopic Examination of Premature
Wear Caused by Joint Opening and
Vertical Crack Formation in Magnesia-
Carbon Steel Treatment Ladle Linings
39 Thermomechanical Steel Ladle
Simulation Including a Mohr-Coulomb
Plasticity Failure Model
44 Consequences of REACH on the Use of
Ceramic Mineral Fibres
50 Resource EfficiencyGlobal Context,
European Policy Initiatives, and RHIs
Responses
55 Full Integration of INTERSTOP Flow
Control Technology into RHI
58 Dynamic Refractory Wear Test Method
for Magnesia-Carbon Products
Editorial
Yours sincerely
Bernd Buchberger
Corporate Research and Development
RHI AG
Sustainability has always been integral in RHIs approach to
business, taking long-term responsibility for environmental,
economic, and social activities at a global level. However, in
recent months sustainability management has been restructured
at the company, with Management Board members strategically
engaged in sustainable value creation. At a time when raw mate-
rial availability and continually rising costs of raw materials,
energy, and climate control have such a significant impact, sus-
tainability at RHI is focusing on resource and energy efficiency as
well as health, safety, and talent management, as exemplified in
the first annual sustainability report published in April 2012.
In this edition of the Bulletin a number of papers describe RHIs
direct commitment to sustainability including contributions to
resource efficiency in the context of European policy initiatives.
RHIs proactive measures to address health and safety concerns
regarding certain ceramic mineral fibres used for high-tempera-
ture insulation are also detailed in an article describing REACH
legislation.
Many of the additional articles highlight product developments
and system improvements that can reduce specific refractory con-
sumption as well as provide energy savings. For example a new
oxycarbide refractory material is introduced that demonstrates
excellent material properties including chemical and thermal
shock resistance. The first trial results illustrate how the lifetime
of CAS-OB bells can be doubled using this refractory, which is
also suitable for various steel treatment, hot metal, and foundry
applications. In a paper detailing customer-specific analyses of
steelmaking slags, various tools are discussed that enable the
slag composition to be optimized, improving both lining lifetimes
and metallurgical processes. Further papers describe improve-
ments to gas purging lances, the development of a dynamic
refractory wear test to improve quantitative evaluation of refrac-
tory dissolution, and a comprehensive overview of gas bottom
purging in BOFs.
Innovation was recognized by the European Commission as an
essential precondition to improve resource efficiency and sustain-
able raw material supply. At RHI the Power of Innovation has
been pivotal in the corporate strategy for many years and I hope
the Bulletin provides a forum in which the advances realized
through this approach, including those directly relating to
resource efficiency, can reach a wide audience.
In closing, I would like to thank all the authors involved in this
edition, many who regularly take time to write articles for the
Bulletin. I am also very grateful to the editorial team members,
whose continued commitment make this publication possible.
> 7
8 <
RHI Bulletin > 1> 2012, pp. 815
Thomas Kollmann, Christoph Jandl, Johannes Schenk, Herbert Mizelli, Wolfgang Hfer, Andreas Viertauer and Martin
Hiebler
Comparison of Basic Oxygen Furnace Bottom
Gas Purging Options
Introduction
A higher level of product sophistication (e.g., clean steel,
interstitial-free, and ultra low carbon steel grades) and
unstable charging materialsdependent on the raw mate-
rial situation (e.g., availability and fluctuating prices)
require an economically optimized BOF process operation.
In the early 1980s most of the steel plants, especially in
Europe, made a decision to switch from the original LD
process technology (using only a top blowing oxygen lance)
to a process operating with a top blowing oxygen lance in
combination with a bottom inert gas purging system (Fig-
ure 1) [13].
Worldwide, different BOF philosophies (Figure 2) are in
operation using different bottom gas purging plug types,
arrangements, blowing practices, flow rate regulation sys-
tems, and patterns.
Figure 1. Variety and application frequency of oxygen steelmaking processes worldwide [4]. Abbreviations include Linz-Donawitz (LD),
Linz-Donawitz bottom stirring (LD-BS), Linz-Donawitz oxygen bottom (Nippon Steel) (LD-OB), Klckner oxygen bottom Maxhtte
(KOBM), and oxygen bottom Maxhtte (OBM).
Figure 2. Oxygen steelmaking processes [5]. Abbreviations include oxygen bottom Maxhtte (OBM), which is equivalent to Q-BOP.
150
120
90
60
30
0
100
80
60
40
20
0
N
o
.
o
f
s
t
e
e
l
p
l
a
n
t
s
Top only Soft Strong Combined Bottom only
C
u
m
u
l
a
t
i
v
e
s
h
a
r
e
[
%
]
LD LD-BS
Ar/N
2
O
2
/CO
2
O
2
/C
n
H
m
LD-OB LD-OB KOBM
O
2
/C
n
H
m
O
2
/C
n
H
m
OBM
Top-blown
(BOF) process
Top lance plus
permeable elements in bottom
Top lance plus
uncooled bottom tuyeres
Top lance plus
cooled bottom tuyeres
Bottom-blown
(OBM or Q-BOP) process
Hydrocarbon Hydrocarbon
Oxygen Oxygen
N
2
N
2
Ar Ar
Oxygen lance Oxygen lance Oxygen lance Oxygen lance
n No. of steel plants using
specific process
n Cumulative share
RHI Bulletin > 1> 2012
> 9
Benefits of Bottom Gas Purging
The internal motivation to install bottom gas purging sys-
tems was nearly identical all over the world: The fundamen-
tal reasons were to improve metallurgical results and guar-
antee a highly effective and efficient oxygen steel produc-
tion at the lowest costs (Figure 3) [68].
The common benefits of vessel bottom purging are listed in
Table I. By enhancing mass and heat transfer, the gas purg-
ing system influences the equilibrium conditions in the steel
bath during the refining process enabling the system to
approach equilibrium at the end of blowing. As a result
decarburization and dephosphorization are considerably
improved. Table II shows a detailed overview of the realized
metallurgical results with a bottom gas purging system
compared to the original LD process without bottom gas
purging [12,13].
Influence of Gas Type and Purging Rate
The indicator for an efficient gas purging performance is
the product of the dissolved carbon [C] and oxygen [O]. Due
to the purging plug availability, inert gas supply, and plug
regulation system (linked to the set flow rate patterns),
[C] x [O] levels < 25 x 10
-4
are realized without any problems
(Figure 4) [14,15].
Benefits Benefits in detail
High quality and economical steel
production
>> Minimization of the tap-to-tap time
>> Reduction of the re-blow rate
numbers
>> Lower (Fe
t
), [P] levels, and [Mn]
oxidation loss
Realization of lower [C] x [O] levels/p
CO
values
>> Less deoxidation agents (e.g., Al)
are required
>> Minimization of the RH degassing
operation (cost saving)
Improved steel bath homogenization/
kinetic and temperature distribution
>> Shorter and quicker reaction path-
ways between the slag and steel
bath (better conditions for scrap/flux
additive melting, and higher scrap/
hot metal ratio)
>> Improved process control (higher
accuracy of the tapping temperature
and element levels)
>> Improved steel yield and flux addi-
tive levels (reduced slag volume and
slopping material)
Table I. General benefits of gas bottom purging [911]
Parameter With bottom
gas purging
Without bottom
gas purging
(Fe
t
) in slag (wt.%) 1820 > 20
[C] at end of blowing (ppm) 300400 > 400
[O] at end of blowing (ppm) 500650 > 650
[P] at end of blowing (ppm) 60120 > 120
Aluminium consumption for
deoxidation (kg/tonne)
1.52 > 2
Re-blow rate (%) 1018 > 18
Tap-to-tap time (min) 3035 > 35
Table II. Metallurgical benefits of bottom gas purging. Figure 3. Advantages of BOF bottom purging.
Figure 4. Comparison of carbon and oxygen content at the end of blowing with and without bottom gas purging [15].
Argon and nitrogen are used as inert bottom purging gases.
Inert in this case means that no (i.e., argon) or hardly any
(i.e., nitrogen) reaction with other dissolved elements in the
steel bath takes place even at the highest temperatures.
Optimization of
BOF process
Enhanced
productivity
Cost savings
Bottom
purging
Carbon [%]
1600
1400
1200
1000
800
600
400
200
0
O
x
y
g
e
n
[
p
p
m
]
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14
p
CO
n Without bottom purging
n With bottom purging
37.5
25.0
12.5
[C] x [O]
0.5 1.5 1.0
RHI Bulletin > 1> 2012
10 <
The type of inert gas used depends on the critical nitrogen
level for a particular steel grade because there is an increas-
ing level of nitrogen pick-up as the blowing progresses
when purging is performed with nitrogen. However, nitro-
gen levels at tapping can be flexibly adjusted during the
refining process by shifting the point of switching from
nitrogen to argon and by controlling the specific nitrogen
purging flow rate.
Figure 5 demonstrates that the gas type and nitrogen purg-
ing intensity used during the first 25% of the blow does not
influence the final [N] levels in the steel, since all the purg-
ing conditions examined resulted in a final value of 20 ppm.
Furthermore, the influence of the nitrogen purging rate
even up to 50% through the blow has a minimal effect on
the final steel [N] levels (2225 ppm for nitrogen flow rates
between 0.020.1 Nm
3
/(tonne x minute), respectively). In
contrast, the nitrogen pick-up increases considerably in the
second half of the blow, with the final [N] values ranging
between 3248 ppm for nitrogen flow rates of 0.020.1 Nm
3
/
tonne x minute, respectively. This analysis indicates that
purging with argon during the initial refining phase pro-
vides no metallurgical benefits and should be avoided since
it is four times more expensive than nitrogen. However,
when aiming for the lowest nitrogen levels it is necessary to
switch from nitrogen to argon at between 2550% of the
blowing time. A retarded switching point, especially at over
50% of refining stage, causes very high [N] levels at tapping
whilst higher nitrogen purging intensities also increase the
final nitrogen content [1618].
Purging PlugsTypes and Installation
Arrangement
The bottom gas purging system consists of different num-
bers and types of plugs in a defined plug arrangement (i.e.,
elliptical, rectangular, and circular). Furthermore, the gas
purging system includes a level 1 and 2 automation and a
purging plug valve regulation station. Level 1 includes digi-
tal systems for measurement, control, and gas regulation.
Level 2 is the operating unit and regulates parameters, such
as flow rates and purging gas switching points, individually
for the different steel grades produced. In most instances,
the purging plug regulation systems are based on a total
flow rate regulation, which means the total set flow rate is
distributed uniformly to the number of installed purging
plugs. Moreover, each plug can be regulated separately
(typically only in manual mode) and the total set point flow
rate in the individual process steps is kept constant, using
pressure regulation systems.
Commonly, there are three different bottom gas purging
plug types in operation: Multihole plugs (MHPs), single hole
plugs (SHPs), or tuyeres (Figure 6). The MHP is state of the
art and primarily chosen by steel plants using BOF bottom
gas purging. An overview of the different purging plug
characteristics is provided in Table III.
Purging Plug Features and Installation Require-
ments
The MHP is characterized by a lower plug blocking poten-
tial, reduced infiltration affinity, and better purging plug
availability because MHPs reopen during the campaign.
Figure 6. Common purging plug types: (a) MHP, (b) SHP, and (c) tuyere.
(a) (b) (c)
Figure 5. Influence of gas type and nitrogen gas purging rate on
the final [N] levels in steel [16].
Blowing time [%]
60
50
40
30
20
10
[
N
]
a
f
t
e
r
e
n
d
o
f
b
l
o
w
[
p
p
m
]
0 25 50 75 100
Purging gas and rate
n N
2
0.10 Nm
3
/(tonne x minute)
n N
2
0.06 Nm
3
/(tonne x minute)
n N
2
0.02 Nm
3
/(tonne x minute)
n Ar
RHI Bulletin > 1> 2012
> 11
To realize good bath kinetics, the aim is to achieve small
bubbles with a long dwell period in the liquid steel bath
while jetting should be avoided. Steel plants that operate
on the tuyere philosophy have the opportunity to drill and
set new tuyeres during a campaign. The function of the tuy-
eres is nearly identically to a SHP and the tuyeres are
installed at defined drilled bottom positions. These posi-
tions are preset by the gas connection points on the steel
shell bottom. Since the bottom lining moves during heat
up, as a result of thermal expansion, the bottom purging
system is activated (i.e., drilled) after 50100 lining heats.
However, installation takes several hours to complete per
tuyere, with associated production loss and vessel cooling.
Typically, the implemented tuyeres are set at very high flow
rates using three to four tuyeres per vessel in combination
with an excessive slag splashing practice. An example of a
circular tuyere arrangement (starting with four tuyeres) with
defined positions for the second drilling during the cam-
paign is depicted in Figure 7.
Commonly, 813 purging plugs (i.e., MHPs or SHPs) are
installed per vessel, set with an average total purging inten-
sity of 1 Nm
3
/tonne per heat. The high gas flow rates
through the individual tuyeres result from the very low
number of tuyeres, typically three or four per vessel, and
guarantee purging through any slag layer present on the
vessel bottom, irrespective of its thickness. As a result jet-
ting can occur, leading to poor bath kinetics and poorer
metallurgical results in comparison to the outcome
achieved with SHPs or MHPs. The average [C] x [O] levels
obtained with various purging plug types are shown in
Figure 8.
Figure 7. Concept for tuyere installation.
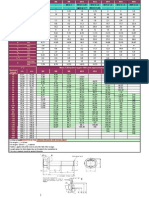
Parameter MHP SHP Tuyere
Relative price Medium Low High
Bubble characteristics Well distributed small bubbles Ineffectively distributed large bubbles Ineffectively distributed large bubbles
Breakthrough safety High Low Low
Blocking Likely to reopen Likely to remain blocked Likely to reopen
Average flow rate range per plug (l/min) 2001400 2001200 20003500
Average total flow rate consumption
per heat (Nm
3
/t)
0.81.2 0.81.2 > 1.5
Average pipe diameter range (mm) 12 48 1.53.8
Number of pipes per plug 12, 24, 32 1 1
Open gas section per plug (mm
2
) 9.4100.5 12.650.3 100120
Average wear rate (mm/heat) 0.40 0.42 0.400.45
Number of plugs per vessel 812 813 34
Additional information >> Less plug blocking potential
>> Less infiltration affinity
>> Reopening during a campaign
(purging availability increased)
>> Installation during relining procedure
>> Economically priced
>> Increased plug blocking potential
during a campaign
>> Installation during the relining
procedure
>> Defined drilling positions
>> Complicated installation procedure
>> Installation during campaign startup
period
>> No purging availability at campaign
start (installation after 50100 lining
heats)
>> Poor bath agitation caused by very
high flow rates (jetting)
Table III. Characteristics of MHPs, SHPs, and tuyeres.
Positions for second drill
Figure 8. Average [C] x [O] levels achieved with different purging
plug types.
Purging plug types
35.0
30.0
25.0
20.0
15.0
10.0
5.0
0.0
A
v
e
r
a
g
e
[
C
]
x
[
O
]
l
e
v
e
l
x
1
0
-
4
MHP SHP Tuyere
22.0
24.5
33.0
RHI Bulletin > 1> 2012
12 <
Typically, lower [C] x [O] levels are achieved with MHPs
when compared to steel plants operating with SHPs and
tuyeres. As described, 813 purging plugs are installed in a
circular, rectangular, or elliptical arrangement prior to the
vessel campaign start. The majority of the steel plants
adopt an elliptical bottom purging plug configuration (Fig-
ure 9).
Factors Influencing Purging Plug Availability
During tapping and sampling (manually with a lance), direct
contact between the purging plug elements and the liquid
steel bath can be avoided. As a result the plug blocking
potential is minimized and a higher gas purging efficiency
is achieved. On average, 50% of the total installed plugs are
required to realize the aimed metallurgical results using
SHPs or MHPs. However, it has to be considered that
activation of the bottom gas purging system is limited by
wear. Most commonly premature wear is visible especially
in areas surrounding the plug. The bottom wear is influ-
enced by the following parameters [19,20]:
>> Bottom maintenance philosophy.
>> Inert gas purity (primarily the {O
2
} level).
>> Tapping temperature.
>> Lining concept (quality and initial brick length).
Maintenance Strategy
To stabilize wear, slag splashing or coating are imple-
mented as bottom maintenance philosophies. However,
due to very thick or too sticky slag layers (related to the
(MgO) level in the slag) in combination with very intense
bottom maintenance or discontinuous production, the
Figure 9. (a) MHPs and (b) SHPs installed in an elliptical arrangement.
Figure 10. Inert purging gas distribution influenced by slag coating. (a) thick slag layer formed over the bottom and (b) thick slag layer
extending across the bottom and up the vessel walls.
(a) (b)
(a)
Quality Quality
(b)
Inert gas distribution
Slag
Liquid steel
Slag coating caused by
slag splashing
N
2
/Ar N
2
/Ar N
2
/Ar N
2
/Ar
RHI Bulletin > 1> 2012
> 13
bottom purging elements may become blocked and in the
worst case they never reopen (bottom build up). If the slag
layer formed is more than 50100 mm, effective gas purg-
ing is not possible. As a result the inert gas diffuses
between the lining and the slag layer along the barrel to
the vessels upper cone or mouth. The purging gas
streaming, dependent on the slag layer build up, is pic-
tured in Figure 10. This type of phenomenon has been
seen and verified using natural gas, identifiable by a flame
(combustion reaction), which was detected coming out of
the areas described.
Remedies to counteract this phenomenon include:
>> Immediately stopping slag coating until the plugs are
visibly open again.
>> Bottom burning with an oxygen lance using hot metal
or heating agents such as coke or FeSi to free the bot-
tom of the solidified slag layer.
Furthermore, the level of bottom gas purging availability is
limited by the slag layer that has formed (i.e, height and
consistency) and the slag splashing frequency. If the bot-
tom is completely covered with slag, the [C] x [O] levels
increase considerably, becoming close to the range
detected when operating only with a top blowing lance.
Furthermore, the effect leads to unstable [C] x [O] levels
during the vessel campaign. The influence of the slag
splashing rate on the obtained average [C] x [O] levels is
listed in Table IV. It is evident that an increase in the slag
splashing rate corresponds with a simultaneous rise of the
average [C] x [O] levels.
Slag splashing rate (%) Average [C] x [O] level range (10
-4
)
1015 2026
20 2528
40 3033
Table IV. Influence of the slag splashing rate on the average
[C] x [O] levels.
Figure 11. Relationship between the lining maintenance strategy and the [C] x [O] levels. (a) without bottom maintenance, (b) 1015%
slag splashing during the entire campaign, and (c) > 60% slag splashing when the bottom gas purging system was activated followed
by 100% slag splashing when bottom gas purging had shutdown.
Lining heats without bottom maintenance Lining heats with 1015% slag splashing rate
Shutdown of the bottom gas
purging system between 1500
and 1700 lining heats
40
35
30
25
20
15
10
5
0
40
35
30
25
20
15
10
5
0
[
C
]
x
[
O
]
l
e
v
e
l
x
1
0
-
4
[
C
]
x
[
O
]
l
e
v
e
l
x
1
0
-
4
1000 1500 2000 2500 3000 3500 4000 1000 1500 2000 2500 3000 3500 4000 0 0 500 500
Lining heats with > 60% slag splashing rate
Shutdown of the bottom gas purging system
between 3000 and 4000 lining heats
40
35
30
25
20
15
10
5
0
[
C
]
x
[
O
]
l
e
v
e
l
x
1
0
-
4
1000 1500 2000 2500 3000 3500 4000 0 500
For a more detailed understanding of this phenomenon,
three different bottom maintenance strategies and their
influence on the [C] x [O] levels were investigated including
the lower and upper [C] x [O] levels and their average
course during a campaign (Figure 11).
(a) (b)
(c)
RHI Bulletin > 1> 2012
14 <
The three cases were:
>> Without bottom maintenance.
>> With slag splashing (rate between 1015%) during the
entire campaign.
>> With slag splashing (rate of > 60%) when the bottom gas
purging system was activated and a 100% slag splashing
rate to achieve the highest vessel lifetimes after the bot-
tom gas purging had shutdown.
Without bottom maintenance it was observed that the [C] x
[O] levels were in a range between 1527 x 10
-4
while the bot-
tom gas purging system was activated. After the bottom gas
purging system had been shutdown due to bottom premature
wear, the values drifted to levels of 3037 x 10
-4
. A slag splash-
ing rate between 1015% resulted in higher vessel lifetimes
and slightly increased average [C] x [O] levels and ranges,
compared to gas purging with no bottom maintenance, as a
result of plug blocking and wear; however, the upper [C] x [O]
levels were not as high as those detected when no bottom gas
purging system was operational. For example, at advanced
vessel lifetimes, the [C] x [O] values tended to the upper limit
of more than 25 x 10
-4
. Using a slag splashing practice of 60%
corresponded to a very wide range of [C] x [O] levels between
2037 x 10
-4
from the initial stage of the campaign life to the
end of the bottom gas purging system activation. Further-
more, from a metallurgical point of view, the process was very
unstable leading to potentially very high re-blow numbers and
rising metallurgical treatment times and costs for secondary
metallurgy during the campaign period. Therefore, a consist-
ently reliable bottom gas purging efficiency (< 25 x 10
-4
) and
plug availability was not achievable with this maintenance
strategy. Finally, the bottom gas purging system was shut-
down after 3000 and 3500 lining heats due to premature bot-
tom wear. Afterwards an intensive slag splashing programme
was carried out (rate of 100%) aiming for vessel lifetimes of
more than 10000 heats per campaign. During this stage the
[C] x [O] levels exceeded 30 x 10
-4
.
Potential Plug Lifetime
The critical plug thickness for closing is defined differently
for each steel plant and ranges from nearly zero to about
200 mm. The initial height of the implemented bottom gas
purging plugs is influenced by the BOF bottom design, ves-
sel capacity, and the installed purging plug type (production
length limitation of the brick press). Bottom bricks are man-
ufactured from MgO-C brands and contain 10 or 14 wt.%
<C> (residual carbon) with an initial length between 800
1200 mm. Two different philosophies for the bottom brick
lining design are in operation:
>> Using the same quality material for the areas surround-
ing the plug and the rest of the bottom.
>> Using a different quality material for the areas surround-
ing the plug and the rest of the bottom (higher <C> lev-
els in the surrounding plug areas).
The advantage of using lower <C> levels in the bricks sur-
rounding the plugs is:
>> An increase in the wettability that leads to better condi-
tions for slag adherence (slag coating /splashing).
Whilst the advantages of using higher <C> levels in the sur-
rounding bricks include:
>> Better thermal conductivity.
>> More resistant to thermal stress.
In addition, the wear rate of the plug and surrounding area
is about 0.1 mm/heat lower when the area surrounding the
plug contains higher <C> levels than it is for bottom lining
designs where the same grade is used for the surrounding
area and plug (Figure 12).
Outlook
In the future, a purging plug should provide very high inert
gas purging availability during the entire vessel lifetime and
achieve average [C] x [O] levels between 2025 x 10
-4
. The
goal of steel plants to increase vessel lifetimes whilst lower-
ing maintenance practices and costs has demanded purging
plugs with reduced wear rates. Figure 13 demonstrates the
relationship between the calculated number of achievable
heats per campaign and the initial plug brick length for
Figure 13. Influence of the initial plug length and plug wear rate
on the number of achievable heats.
Initial plug length [mm]
8000
7000
6000
5000
4000
3000
2000
1000
0
A
c
h
i
e
v
a
b
l
e
h
e
a
t
s
500 700 900 1100 1300 1500
Wear rate [mm/heat]
n 0.18
n 0.25
n 0.40
Figure 12. Comparision of plug and surrounding brick wear rate
when the same or different material is used for the plug and sur-
rounding bricks.
0.6
0.5
0.4
0.3
0.2
0.1
0.0
A
v
e
r
a
g
e
w
e
a
r
o
f
p
l
u
g
a
n
d
s
u
r
r
o
u
n
d
i
n
g
a
r
e
a
[
m
m
/
h
e
a
t
]
Different material for plugs
and surrounding bricks
(higher <C>)
Same material for plugs
and surrounding bricks
0.44
D 0.1
0.54
RHI Bulletin > 1> 2012
> 15
References
[1] Kreulitsch, H., Krieger, W., Antlinger, K. and Jungreithmeier, A. Der LD-Prozesse - ein kologisch optimiertes Verfahren. Neue Htte. 1992, 37,
313321.
[2] Kohtani, T., Kudou K., Murakami, S., Okimori., M., Nakajima, M. and Aoki, H. On the Metallurgical and Blowing Characteristics of the LD-OB Pro-
cess. Iron and Steelmaker. 1982, 9, No. 12, 2833.
[3] Wallner, F. and Fritz, E. Fifty Years of Oxygen-Converter Steelmaking. Metallurgical Plant and Technology International. 2002, 6, 3843.
[4] Hsken R., Fechner, R. and Cappel, J. Use of Hot Metal With High Phosphorus Content in Combined Blowing BOF Converters. Iron and Steel
Technology. 2011, 8, No. 11, 4658.
[5] Fruehan, R. (Ed) The Making, Shaping and Treating of Steel: Volume 1 - Steelmaking and Refining. 11
th
edition; AIST Publications: Warrendale,
1998.
[6] Cappel, J. and Wnnenbeg, K. Cost-Saving Operation and Optimization on Metallurgical Reactions in BOF Practice. Iron and Steel Technology.
2008, 5, No. 11, 6673.
[7] Cappel, J. and Wnnenberg, K. Kostengnstige Arbeitsweise und optimierte metallurgische Reaktionen beim Sauerstoffaufblasverfahren. Stahl
und Eisen. 1988, 128, No. 9, 5566.
[8] Bruckhaus, R. and Lachmund, H. Stirring Strategy to Meet the Highest Metallurgical Requirements in the BOF Process. Iron and Steel Techno-
logy. 2007, 4, No. 11, 4450.
[9] Krieger, W., Hubner, F., Patuzzi, A. and Apfolterer, R. LD-Prozess mit Bodensplung Manahmen, Mglichkeiten, Ergebnisse. Stahl und Eisen.
1985, 105, No. 12, 673678.
[10] Fiege, L., Schiel, V., Schrer, H., Weber, L. and Delhey, H-M. Einfluss des Bodensplens auf die metallurgischen Ergebnisse in den LD-Stahlwerk-
en der Krupp Stahl AG. Stahl und Eisen.1983, 103, No. 4, 159164.
[11] Krieger, W. and Poferl, G. Metallurgische und betriebliche Vorteile des LD-Prozesses mit Bodensplung. Weiterbildungsunterlagen VOEST, Linz,
1982.
[12] Gudenau, H. Praktikum zur Metallurgie, RWTH Aachen, Germany, 2002.
[13] Chigwedu, C., Kempken, J. and Pluschkell, W. A New Approach for Dynamic Simulation of the BOF Process. Stahl and Eisen. 2006, 126, No. 12,
2531.
[14] Schoeman, E., Wagner, A., Ebner, A. and Berger, M. Implementation of Basic Oxygen Furnace Bottom Purging at Mittal Steel Newcastle. RHI
Bulletin. 2006, No. 2, 711.
[15] Kollmann, T. Influence of Bottom Purging on the Metallurgical Results, Masters Thesis, University of Leoben, Austria, 2010.
[16] Hiebler, H. and Krieger, W. Metallurgie des LD-Prozesses. BHM. 1992, 137, 256262.
[17] Selines, R. Selection of Stirring and Shrouding Gases for Steelmaking Applications, Union Carbide Cooperation, New York, 1988.
http://www.praxair.com/praxair.nsf/0/FC4072B3D78AB3B5852573A8006EDB4A/$file/StirringandShroudingGases.pdf
[18] Genma, N., Soejima, T., Kobayashi, J., Matsumoto, H., Matsui, H. and Fujimoto, H. Application of CO as Bottom Stirring Gas in Combined Blown
Converter. Presented at 110th ISIJ Meeting, Niigata University, Japan, October 1985, Lecture No. S989.
[19] Messina, C. Slag Splashing in the BOF- Worldwide Status, Practise and Results. Iron and Steel Engineer. 1996, 73, 1719.
[20] Mills, K., Su, Y., Fox, A., Li, Z., Thackray, H. and Tsai, H. A Review of Slag Splashing, ISIJ International, 2005, 45, No. 5, 619633.
Authors
Thomas Kollmann, RHI AG, Steel Division, Mlheim-Krlich, Germany.
Christoph Jandl, RHI AG, Steel Division, Vienna, Austria.
Johannes Schenk, Chair of Metallurgy, University of Leoben, Austria.
Herbert Mizelli, voestalpine Stahl GmbH, Linz, Austria.
Wolfgang Hfer, voestalpine Stahl GmbH, Linz, Austria.
Andreas Viertauer, Siemens VAI Metals Technologies GmbH, Linz, Austria.
Martin Hiebler, Siemens VAI Metals Technologies GmbH, Linz, Austria.
Corresponding author: Thomas Kollmann, thomas.kollmann@rhi-ag.com
three different wear rates. If the aim is 5000 heats per cam-
paign (critical residual brick thickness of 100 mm for plug
closing), the plug wear has to be 0.18 mm per heat with an
initial length of 1000 mm. Currently, the average wear rates
are in the range of 0.250.45 mm/heat. Therefore, RHI is
focused on developing a new generation of purging plugs
in the next few years that meet the requirements of steel
plant customers.
16 <
RHI Bulletin > 1> 2012, pp. 1619
Jrgen Schtz, Alexander Maranitsch and Milos Blajs
New Oxycarbide Refractory Products
Demonstrate Outstanding PropertiesFirst
Practical Results
Introduction
The initial idea behind the development of a new refractory
material was to replace the traditional calcium aluminate
cement used as a binder in alumina-based refractory casta-
bles (e.g., low cement (LC) and ultra low cement (ULC)
mixes). Therefore, a new binding system was developed
that avoids the disadvantages of the calcium aluminate
cement. Refractory cement is not only an expensive raw
material for bonding refractory products, it also has multi-
ple disadvantages during application including:
>> Decrease in refractoriness (CaO forms low melting phas-
es with other oxidic raw materials used for refractories).
>> Time consuming curing, drying, and heating up proce-
dures.
>> Energy intensive drying and dehydration of the Ca-
hydrate phases.
Taking these facts into account, RHI developed a new type
of alumina-based refractory material for hot metal and steel
applications, comprising different carbon carriers, antioxi-
dants, a special liquid binder, and in certain cases silicon
carbide.
Philosophy of the New Oxycarbide Product
Range
All oxycarbide products are completely cement-free con-
cretes that use a separate, special type of binder. Due to
the absence of Ca-hydrate phases there is no chemically
bonded water in the fluidized mix and cured product. There-
fore, a safe and rapid heating up is possible, including for
thick lined sections. The absence of CaO also guarantees a
much higher refractoriness. Furthermore, the special binder
creates a completely different pore structure. The matrix
structure is microporous with an average pore size approxi-
mately one-tenth that of traditional cement-bonded systems
(Figure 1). This results in completely different material prop-
erties and facilitates water evaporation.
Very complex reactions between the different carbon carriers,
antioxidants, and binder generate a product with superior
characteristics at high temperatures. These include:
>> Excellent thermal shock resistance.
>> High chemical resistance against acidic as well as basic
slag attack.
>> Hot erosion and corrosion resistance.
Oxycarbide Product Properties
Refractoriness Under Load
When compared to LC-bonded castables based on the same
raw materials, the oxycarbide products demonstrate a 200
300 C higher refractoriness under load (Figure 2). Outstand-
ing hot modulus of rupture (HMOR) values (> 25 N/mm
2
at
1500 C) have also been measured.
The presences of carbon additives in the matrix in combina-
tion with the microporous structure leads to a product with
more ductile characteristics, which is distinct from the very
brittle nature of traditional sintered ceramic materials. The
carbon present also eliminates the formation of glassy phases,
whereas the micropores inhibit cracks from spreading.
Thermal Shock Resistance
As shown in Figure 3, absolutely no cracks were visible after
rapidly heating up (Figure 4) a wellblock with the new
Figure 2. Comparison of the refractoriness under load of low
cement castables (LCC) with oxycarbide mixes based on the
same raw materials and prefired at 1500 C.
1.4
1.2
1.0
0.8
0.6
0.4
0.2
0
E
x
p
a
n
s
i
o
n
[
%
]
Temperature [C]
1200 1500 1800 0 300 600 900
n Bauxite LCC (T
0.5
1464 C)
n Oxycarbide bauxite (T
0.5
> 1704 C)
n Corundum LCC (T
0.5
1681 C)
n Oxycarbide corundum (T
0.5
> 1750 C)
Load: 0.1 N/mm
2
Figure 1. Oxycarbide matrix prefired at 1500 C.
20 m
RHI Bulletin > 1> 2012
> 17
oxycarbide bonding. In contrast, all standard cement-
bonded blocks showed crack formation under the same test
conditions, namely the blocks were heated up to 1700 C in
5 hours from one side under oxidizing conditions. The
excellent thermal shock resistance makes the oxycarbide
products applicable for a diverse range of processes.
Chemical Resistance
Another remarkable characteristic of the newly developed
oxycarbide material is that it shows only a very thin decar-
burized zone of a few millimetres below the surface. Due to
the carbon content in the refractory products, the wettability
by steel, hot metal, and slag is strongly reduced. This prop-
erty in combination with the microporous structure results
in a much higher corrosion and infiltration resistance,
including a reduced infiltration depth, compared to standard
LC and ULC castables. Susceptibility to sulphur attack
depends mainly on the cement-derived CaO content in tra-
ditional LC and ULC mixes; however, because there is no
cement in the oxycarbide products the sulphur resistance is
excellent.
Heating Up
In contrast to cement-bonded castables, there are two
essential advantages when heating up and drying the oxy-
carbide products:
>> A much faster heating up rate is possible.
>> A lower overall temperature is necessary to dry out the
refractory castable.
These two benefits are illustrated in the drying behaviour
curves shown in Figure 5, comparing cement and oxycar-
bide-bonded castables.
In the case of LC and ULC mixes, the different Ca-hydrate
phases created while curing the cement significantly affect
the heating up process. A slow heating up rate, with hold-
ing times at several temperatures, is necessary to dehy-
drate these phases. The total removal of the chemically
bonded water happens at a temperature up to 600 C. It
has to be taken into consideration that this temperature
has to be reached throughout the entire refractory con-
crete installation to avoid any risk of damage during the
heating up process. Depending on the application area
and furnace geometry, this is difficult to realize and some-
times very long heating up schedules are necessary. In
contrast, a temperature of ~ 150 C is high enough to dry
the new oxycarbide products. This remarkable advantage
results in a significant reduction of the heating up energy
and time as well as an associated reduction in CO
2
emis-
sions.
Following the development and determination of the excel-
lent physical properties, the first practical tests were under-
taken with the oxycarbide products. The very aggressive
operation conditions of the CAS-OB process were chosen
for the initial service evaluation to provide significant prac-
tical test results.
The CAS-OB Process
The CAS-OB process (composition adjustment by sealed
argon bubbling-oxygen blowing) was developed by Nippon
Steel Corporation (Figures 6 and 7). During the process it is
possible to add all the necessary alloying elements into the
melt through a slag-free surface in the absence of atmos-
pheric air. This is achieved by immersing a bell into the
steel bath above an argon purging element. The bell also
enables oxygen to be lanced simultaneously with the addi-
tion of aluminium. In the resulting exothermic reaction,
Al
2
O
3
is formed and considerable amounts of heat are gen-
erated; it is estimated that temperatures of around 2000 C
Figure 3. Cross section of an oxycarbide wellblock heated up to
1700 C in 5 hours.
Figure 5. Comparison of the dehydration curves for cement-
bonded versus oxycarbide-bonded materials.
100
90
80
70
60
50
40
30
20
10
0
E
m
i
t
t
e
d
w
a
t
e
r
[
%
]
Time [hours]
0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 7.0 7.5 8.0 8.5 9.0 0
Figure 4. Heating up curve used to compare the thermal shock
resistance of oxycarbide-bonded and standard cement-bonded
wellblocks. The wellblocks were heated to 1700 C from one side
in 5 hours under oxidizing conditions.
1800
1500
1200
900
600
300
0
T
e
m
p
e
r
a
t
u
r
e
[
C
]
Time [hours]
0 1 2 3 4 5 6 7 8 9 10
n Oxycarbide
n Cement (8 wt.%)
RHI Bulletin > 1> 2012
18 <
can be reached inside the bell. In summary, the basic func-
tions of the CAS-OB process are:
>> Homogenization and adjustment of the molten steel
composition and temperature.
>> No oxidation and loss of added alloying elements pro-
viding an exact and reproducible chemical composition
of the steel melt.
>> Effective method for attaining clean steel.
Production of CAS-OB Bells Using the New
Oxycarbide Material
Typically, the CAS-OB bells consist of two parts: The so-
called wine glass or upper part is protected by refractory
only on the inside whilst the polo or lower part is steel
reinforced refractory material. Since only the lower part is
dipped into the steel bath during the CAS-OB process, this
part is the most stressed by extremely high temperatures,
thermal shock, as well as chemical erosion and corrosion.
Twelve hours after casting the lower bell section with
approximately 2.5 tonnes of the oxycarbide brand COMPAC
ROX A93MAS-15, it can be heated up and dried out. Since
the material doesnt contain any cement, it is not necessary
to have the prolonged curing time required for all cement-
bonded products. Furthermore, because there are no Ca-
hydrate phases in oxycarbide products the drying and
heating up time can also be reduced dramatically. In addition
to the described advanced physical properties, other very
important advantages of the newly designed products are
time, cost, and energy savings, as well as a reduction in CO
2
emissions.
After drying, both parts of the bell are assembled together
and finished prior to application (Figure 8).
Trial ResultsCOMPAC ROX A93MAS-15 Instal-
lation in CAS-OB Bells at SSAB Tunnplt
The Oxycarbide Bells in Operation
In 1992, SSAB Tunnplt AB (Lule, Sweden) took the decision
to build a new ladle treatment station. The CAS-OB process
was chosen and the startup took place in August 1993. At
SSAB, the treatment time is up to 25 minutes per heat for
a ladle capacity of 130 tonnes.
One major cost factor of the CAS-OB process is the refractory
material for the bell. This material is stressed by huge ther-
mal cycles between each heat, which can limit the lifetime of
the bell (Figure 9). Periods of lower production and many
stoppages and standstills can also have a negative influence
on bell performance because the bells cool down completely
and are heated up very rapidly when they are dipped into the
hot steel again. This results in enormous thermal shock.
Figure 7. CAS-OB process in operation. Figure 9. Magnesia-based competitor material after 17 heats in
operation.
Figure 8. CAS-OB bell in production. Figure 6. Image of the CAS-OB process.
Upper part
Lower part
Ladle
Bell
Argon gas purging
element
Slag
Melt
RHI Bulletin > 1> 2012
> 19
Practical Results
Compared with standard competitor bells, the lifetime could
be doubled using COMPAC ROX A93MAS-15 (Figures 10
and 11). In general at SSAB Tunnplt there is no mainte-
nance, intermediate repair, or gunning of the CAS-OB bells.
The bells can be operated at different heights, which means
that after the first segment is worn (~ 400 mm of the lower
part), the bell is dipped deeper into the steel bath. Up to
three segments can be used in this manner. In comparison
to other steel producers who also use the CAS-OB technol-
ogy, the SSAB bells are relatively small and the treatment
time and ratio of Ca/Si treatment is long and intensive. In
addition, the chemical heating up is greater than at other
CAS-OB plants. Therefore, a direct comparison of the life-
time and performance of bells between different CAS-OB
plants is difficult. However, whilst the magnesia-based com-
petitor bells were destroyed by vertical cracks mainly
caused by thermal shock, the oxycarbide bells showed
absolutely no cracks until the end of operation and were
only slowly worn by hot corrosion and chemical dissolution
(Figure 12).
An additional significant advantage of the bells installed
with the oxycarbide material was a clean inner and outer
surface of the bell since the carbon and carbide content of
the oxycarbide product has an antiwetting effect (see Figure
12). As a result slag and oxides formed during the steel
treatment do not stick to the refractory surface in contrast
to the bells based on other raw materials. For this reason
no additional slag treatment with CaO-CaF
2
or CaO-B
2
O
3
is
necessary.
Conclusion
The superior properties including extremely good thermal
shock resistance, a microporous structure, the antiwetting
effect resulting from carbon and carbides, reduced brittle-
ness, and high hot strength caused by in situ carbide forma-
tion make the oxycarbide products highly suitable for differ-
ent steel treatment, hot metal, and foundry applications.
Currently, hot metal application field trials including blast
furnace runner systems (i.e., main runners, hot metal and
slag runners, tilters, skimmers, and spouts), torpedo cars
(i.e., mouth and impact areas), and hot metal ladles (i.e.,
bottom or full monolithic linings, spout areas, and well-
blocks) are planned or running.
In several steel plants the oxycarbide castables have been
installed for diverse applications including RH degasser
snorkels, CAS-OB bells, and steel ladles (i.e., full monolithic
lining or segments such as bottoms, sidewalls with and
without monolithic slag zones). Whilst there are no final
trial results at this stage, comparisons with traditional
installed linings are providing a very optimistic outlook for
these new products. In addition to the aforementioned tri-
als, prefabricated parts (e.g., wellblocks, and pocket blocks)
are in operation and showing very good results. On occa-
sions, the large and thick dimensions of refractory products
can cause problems during the heating up and for these
applications the oxycarbide bonding is proving to be an
ideal solution. Additional sectors where oxycarbide prod-
ucts can be used include the foundry industry for long cam-
paign cupolas as well as transport ladles.
Authors
Jrgen Schtz, RHI AG, Steel Division, Mlheim-Krlich, Germany.
Alexander Maranitsch, RHI AG, Steel Division, Vienna, Austria.
Milos Blajs, RHI AG, Technology Center, Leoben, Austria.
Corresponding author: Jrgen Schtz, juergen.schuetz@rhi-ag.com
Figure 10. COMPAC ROX A93MAS-15 bell after 52 heats.
Figure 11. COMPAC ROX A93MAS-15 bell after 64 heats.
Figure 12. COMPAC ROX A93MAS-15 bell after 35 heats. Abso-
lutely no cracks and slag are visible.
20 <
Marcus Kirschen, Simo Pedro de Oliveira, Elshad Shikhmetov and Matthias Hck
Customer-Specific Analysis of Steelmaking Slags
to Provide Process and Refractory Lining Lifetime
Improvements in Steel Treatment Ladles and
EAFs
Modern steelmaking processes require precise control of the slag operation in order to maxi-
mize mass and energy transformation efficiency and to minimize wear of the refractory lining
in the metallurgical unit. Regular slag sampling and analysis is state of the art in modern melt
shops, although slag optimization is sometimes neglected due to the additional effort and
costs. In this paper, the assessment of mass balances and chemical analyses of slags in
order to improve the metallurgical processes and lining lifetime in steel treatment ladles and
EAFs are presented.
Introduction
The chemical composition of process slag has a significant
impact on the customers steelmaking process and the life-
time of the refractory lining, comprising for example mag-
nesia-, alumina-, or doloma-based materials. The physical
properties including viscosity, saturation status with respect
to periclase (MgO), dicalcium silicate (Ca
2
SiO
4
), and lime
(CaO) determine the success of the slag operation during
various processes such as ladle treatment, slag foaming in
the EAF, and the impact on the lining lifetime. The viscosity
and chemical composition have to be in appropriate ranges
depending on the metallurgical constraints of the steel
refinement. Significant corrosive wear of the ladle lining is
common if the MgO activity of the slag is too low and for
example the FeO and Al
2
O
3
contents of the ladle slag are
too high (Figure 1). Minimizing corrosive wear of magnesia-
based refractory linings requires a MgO-saturated slag;
however, the MgO saturation point is particularly sensitive
to the FeO, Al
2
O
3
, and SiO
2
concentrations.
Variance in the slag composition is common due to an input
of sand, concrete, and other contaminants with the scrap
into the EAF, oxidation products from the metallurgical
refining processes, and slag carryover from the primary
melting vessel to the ladle. Control and adjustment of the
slag composition using slag analysis and detailed mass bal-
ance of slag formers are state of the art in modern melt
shops. However, these prerequisites to minimize the impact
of metallurgical treatments on the lining lifetime are some-
times disregarded due to the additional effort and costs.
Mass Balance of Process Slags in the Steel
Treatment Ladle
Mass balance of process slag is a valuable tool to determine
the necessary input of slag modifiers in order to obtain opti-
mum physical properties of the slag, such as CaO or MgO
saturation. All slag forming materials that are added to the
ladle during tapping and steel treatment are taken into
account (Table I). Removal of highly oxidized slags after tap-
ping and the substitution by synthetic slag or mixes of lime,
dololime, and calcium aluminate are recommended for high-
quality steel treatment and clean steel production.
The MgO mass balance during the ladle transport and
refinement process is informative to determine the slag
potential to corrode the MgO-C lining (equation 1):
x
lime MgO
m
lime
+ x
dolo MgO
m
dolo
+ x
Ca aluminate MgO
m
Ca aluminate
+ x
taphole filling sand MgO
m
taphole filling sand
+ (1)
x
carryover MgO
m
carryover
+ x
refr MgO
m
refr
= x
slag MgO
m
slag
Where x is the concentration of MgO in the slag former
(e.g., x
lime MgO
is the MgO content in lime) and m is the mass
of material added. In general, MgO addition is restricted to
the slag saturation limit because the corrosion potential of
the slag vanishes at the saturation point. Higher MgO val-
ues than the saturation limit come from either unnecessar-
ily high MgO input from slag formers, unusually high losses
from MgO-based repair or gunning mixes, or MgO losses
from the refractory lining due to erosion.
Figure 1. Typical corrosion of a ladle lining by process slag with
an unsuitable composition, namely an unusually high FeO con-
tent.
RHI Bulletin > 1> 2012, pp. 2025
RHI Bulletin > 1> 2012
> 21
If the initial composition of the process slag is MgO under-
saturated, corrosion of the MgO-C lining by dissolution of
the MgO component occurs. Doloma linings require MgO
and CaO saturation of the slag. The amount of MgO that
will be corroded can be calculated from the slag mass bal-
ance and can be compensated by the appropriate addition
of MgO-containing material in order to decrease magnesia
lining wear. The maximum amount of MgO corroded from
the lining is estimated from equation 1 as the difference
between the MgO slag saturation level and the actual MgO
input into the slag (equation 2):
x
refr MgO
m
refr loss max
= [x
lime MgO
m
lime
+
x
dolo MgO
m
dolo
+ x
Ca aluminate MgO
m
Ca aluminate
+
x
taphole filling sand MgO
m
taphole filling sand
+
(2)
x
carryover MgO
m
carryover
] x
saturated slag MgO
m
slag
For example, a 1 wt.% MgO increase in the slag during ladle
treatment indicates a MgO loss from the refractory lining of
approximately 0.1 kg/tonne
steel
, which is equivalent to a 1020
kg MgO loss per heat depending on the ladle volume. This
MgO loss corresponds with observed MgO lining wear rates
of 14 mm per heat and lining lifetimes of 50150 heats.
The slag corrosion potential or presaturation level MgO*,
can also be expressed as the difference between the MgO
content of the added slag formers and the slag saturation
level in wt.% (equations 3 and 4):
MgO* = (x
lime MgO
m
lime
+ x
dolo MgO
m
dolo
+
x
Ca aluminate MgO
m
Ca aluminate
+ x
taphole filling sand MgO
m
taphole filling sand
+ x
carryover MgO
m
carryover
)/m
slag
(3)
x
saturated slag MgO
Or if slag analysis data is available:
MgO* = x
initial analysed slag MgO
x
saturated slag MgO
(4)
The presaturation level is often more informative than the
analysed level of a slag sample taken during ladle treatment
as a certain amount of MgO from the lining may have dis-
solved at very low initial presaturation levels before the
slag was sampled.
MgO Saturation of Slags
The MgO saturation concentration of a particular process
slag, x
saturated slag MgO
, can be estimated from empirical mod-
els, for example the Schrmann and Kolm model [1], the
Park and Lee model [2] (Figure 2), the Kwong model [3], and
Pretorius ISD diagrams [4]. Both the Park and Lee, and Pre-
torius and Carlisle models are based on the basicity ratio,
B
i
, of the slag (Table II). B
i
represents the ratio between the
Table I. Composition ranges and input masses of slag formers added to the steel treatment ladle. * indicates the range of mass input
to produce CaO-SiO
2
-rich slags or CaO-Al
2
O
3
-rich slags for steel treatment.
Slag formers CaO
(wt.%)
MgO
(wt.%)
SiO
2
(wt.%)
Fe
2
O
3
(wt.%)
Al
2
O
3
(wt.%)
Mass*
(kg/tonne
steel
)
Lime 8995 14 12 010
Raw dolomite > 2830 > 1820 SiO
2
+ Fe
2
O
3
+ Al
2
O
3
< 45 05
Dolomitic lime 5660 3740 SiO
2
+ Fe
2
O
3
+ Al
2
O
3
< 24 05
Bauxite 2.57 27 7482
Synthetic calcium aluminate slag A 040 2735 < 8.0 < 5.0 010
Synthetic calcium aluminate slag B 040 2026 15 < 1.0 010
Synthetic slag modifier C 10 0.5 3337 0.5 5.0 05
Fluorspar < 1.5 < 18.3 < 0.02 CaF
2
> 80 05
Synthetic lime-CaF
2
mix 66 1 4 0.5 CaF
2
> 34 05
Olivine taphole filling sand 0.53 4050 3945 69 0.53 0.51.5
EAF slag carryover 3045 515 1535 1540 210 05
Al, FeSi oxidation products FeSi: 100 Al: 100 15
Table II. Common basicity ratios from metallurgical guidelines
used in slag operations.
Basicity parameter Application
B2 CaO/SiO
2
B3 CaO/(SiO
2
+Al
2
O
3
) Oxidized slags, EAF, ladle
B4 (CaO+MgO)/(SiO
2
+Al
2
O
3
) Oxidized slags, AOD
B5
(CaO+MgO)/(SiO
2
+Al
2
O
3
+FeO+MnO) Reduced slags in ladle (FeO + MnO
considered)
(CaO+MgO)/(SiO
2
+Al
2
O
3
+CaF
2
) Reduced slags in ladles (FeO + MnO
neglected), desulphurization slags
Figure 2. MgO saturation limits of CaO-SiO
2
-Al
2
O
3
slags accord-
ing to the models of Schrmann and Kolm [1], Park and Lee [2],
and Pretorius and Carlisle [4]. Abbreviations include magnesium
aluminate (MA).
Basicity B
3
= CaO/(SiO
2
+Al
2
O
3
)
16
14
12
10
8
6
4
2
0
M
g
O
s
a
t
u
r
a
t
i
o
n
[
%
]
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
n Pretorius and Carlisle (1999)
n Schrmann and Kolm (1986)
n Park and Lee (1996)
T = 1600 C
MA spinel
Mg wustite
Mg wustite
+ Ca
2
SiO
4
RHI Bulletin > 1> 2012
22 <
refractory oxides CaO and MgO, and the fluxing oxides
Al
2
O
3
, SiO
2
, FeO, MnO, and CaF
2
. Basicity ratios are also
used as guidelines to estimate the adequate viscosity range
of the slag, for example B
3
= 1.5 for ladle slags. MgO satura-
tion can also be precisely calculated from phase equilibrium
calculations in multicomponent compositional space, for
example using FactSage software [5,6]. One advantage of
the latter approach is that projections of the complex chem-
ical composition to compositional subspaces such as B
2
=
CaO/SiO
2
or B
3
= CaO/(SiO
2
+Al
2
O
3
) basicity concepts or pro-
jections to compositional planes with particular MgO levels
[8] are not necessary. Furthermore, the calculated MgO sat-
uration limit takes all the main slag components such as
SiO
2
, Al
2
O
3
, FeO, and MnO into account.
The corrosion potential of a process slag can then be mini-
mized by adding the appropriate amount of MgO to the slag
orif MgO is already present in the slagby achieving
MgO saturation by adjusting the CaO level.
Slag Analysis and MgO Optimization in a Steel
Treatment Ladle
An example of the assessment of ladle furnace slag presat-
uration figures is given in Figure 3 for Si-killed low alloyed
low carbon steels in a 100-tonne ladle. Following slag anal-
ysis, the presaturation levels were increased by appropriate
slag conditioning from MgO* = -5 wt.% to -3.9 wt.%. Even
the small increase of 1.1 wt.% MgO had a measurable effect
on the lining wear rates because the chemical potential dif-
ference of MgO decreased between the slag and lining,
decreasing the driving force of the corrosion processes.
Other possible contributing factors to lining wear and MgO
input into the slag are due to erosion (e.g., stirring) and
material loss following damage caused by thermal cycling
of infiltrated bricks or adverse stress patterns in the lining.
Because these sources of MgO are always present in varia-
ble amounts, the slag optimization targets are in the range
of MgO* = -1 to -3, rather than MgO saturated slags,
namely MgO* = 0 (Figure 3).
Consistent with the ongoing increase in MgO presaturation
levels in the slag, the MgO loss from the ladle lining during
ladle treatment decreased from 0.87 kg MgO/tonne
steel
to
0.65 kg MgO/tonne
steel
(see Figure 3). As a result, the rela-
tive lining lifetime increased to 120% of the initial value due
to a decreased wear rate during the optimization campaign
in 2010/2011 and the slag line repair interval was extended
(Figure 4).
In addition to the optimization of slag operations and MgO
mass balance, other measures contributed to the increased
ladle lining lifetime including improved control of ladle pre-
heating, maintenance personnel know-how, adjustments to
the brick formats, optimized ladle logistics, stirring, and
modification of the lining design to meet the specific
demands of the customer process.
Efficient desulphurization requires stirring of the steel melt,
a high steel temperature, and a high sulphide capacity of
Figure 3. Analysed MgO presaturation levels (red line) of ladle furnace slags and the decreasing MgO loss from the lining (blue line)
during ladle treatment.
Heats
-1.0
-2.0
-3.0
-4.0
-5.0
-6.0
-7.0
-8.0 1.50
1.25
1.00
0.75
0.50
0.25
0.00
S
l
a
g
p
r
e
s
a
t
u
r
a
t
i
o
n
l
e
v
e
l
[
D
M
g
O
*
]
M
g
O
l
o
s
s
f
r
o
m
l
i
n
i
n
g
t
o
s
l
a
g
[
k
g
/
t
o
n
n
e
s
t
e
e
l
]
0 25 50 75 100 125 150 175 200
Figure 4. Relative ladle lining lifetime and slag line repair interval
for a 100-tonne treatment ladle with Si-killed low alloyed low
carbon steels over the course of a slag optimization programme.
140
120
100
80
60
40
20
0
R
e
l
a
t
i
v
e
u
n
i
t
s
[
%
]
Jan 10 Apr 10 Jul 10 Oct 10 Jan 11 Apr 11 Jul 11 Oct 11
n Total lining lifetime
n Slag line repair interval
Target
131 May 2010 113 June 2010 1427 June 2010 28 June 19 July 2010
RHI Bulletin > 1> 2012
> 23
the slag, which is achieved at high slag basicity levels. Sul-
phide capacity slightly increases with the MgO content in
CaO-SiO
2
slags if SiO
2
is not too low [7]; however, this effect
vanishes at low SiO
2
. Therefore, an appropriate MgO con-
tent in the ladle slag near to saturation is also beneficial for
the desulphurization process with CaO-SiO
2
-rich slags, or at
least no negative impact on desulphurization has been
reported.
Visualization of Slag Compositions
Process Slags in Electric Arc Furnaces
Steelmakers often request the optimum slag composition
suitable for steel melting and refinement during secondary
metallurgy that also maximizes the lining lifetime. The visu-
alization of analysed slag compositions provides valuable
information in order to characterize and evaluate particular
process conditions.
MgO saturation of the process slag in an EAF is not only ben-
eficial for the MgO-based lining but is also a necessary pre-
requisite for efficient slag foaming, as the presence of fine
solid MgO particles increases the slag viscosity to the appro-
priate level for foaming. The increased volume of the foam-
ing slag helps to decrease energy losses by arc radiation to
the sidewalls, increase energy transfer from the arc to the
melt, and improve energy efficiency of the EAF process.
Figures for unusually high refractory lining wear may be due
to poor slag composition control, although the mean MgO
saturation level of the slag appears to be at the appropriate
value. An example of slag compositions from a 60-tonne EAF
where the SiO
2
and MgO contents scattered independently,
indicating a high influence due to sand, concrete, and other
contaminating additives in the scrap, as well as MgO input
from gunning and repair mixes and lining bricks, is shown in
Figure 5. A variance of the SiO
2
mass input into the slag is
not uncommon; however, due to unusually low amounts of
lime and dololime in the EAF the SiO
2
composition scatter
was significant because under these circumstances the corro-
sion potential of high SiO
2
slags is intensified. A lack of slag
volume may also increase lining wear due to arc radiation.
Therefore, increasing the mass of both lime and dololime to
act as SiO
2
buffering slag formers was recommended in this
case. Increasing the slag mass also improved slag foaming
and electric arc shielding.
Slag analysis from an 80-tonne EAF indicated MgO under-
saturation in all the EAF slag samples (Figure 6). In this case
replacement of lime by dololime was suggested in order to
achieve 9 wt.% MgO saturation. In contrast, the analysis of
slags from a 60-tonne EAF, where mixtures of lime and
MgO-containing slag conditioners were used, revealed reg-
ularly saturated slags with good foaming properties and a
minimum lining corrosion potential.
The amount of proposed dololime addition in Figure 6 was
calculated using MgO mass balance (see equation 1) and
the analogous CaO mass balance. The difference between
the analysed slag composition and the target MgO-satu-
rated composition was used to determine the necessary
correction to the slag former input by mass balance.
A further example shows slag samples from a 100-tonne
EAF where there was high control of the slag composition
so the MgO level was very close to saturation, although the
Figure 5. Visualization of EAF slag analysis with respect to MgO
saturation levels indicating an initial poor control of the slag com-
position due to a low input of lime/dololime into the 60-tonne EAF
and improved slag undersaturation over the course of the analy-
sis. Saturation lines calculated with the thermochemical FactSage
software [6]. Analysis and target values in wt.%.
Figure 6. Visualization of EAF slag analysis with respect to MgO
saturation indicating consistent MgO-undersaturated slags from
an 80-tonne EAF when 100% lime was used as a slag former ver-
sus slags from a 60-tonne EAF where efficient MgO slag condi-
tioning had been implemented. Analysis and target values in
wt.%.
SiO
2
MgO FeO
SiO
2
MgO FeO
Under-
saturated
Under-
saturated
Saturated Saturated
SiO
2
FeO
MgO
CaO
SiO
2
FeO
MgO
CaO
Analysis Target
MgO 3.0 9.0
Al
2
O
3
8.7 8.0
SiO
2
12.6 12.0
CaO 34.8 33.0
Cr
2
O
3
1.9 1.5
MnO 5.0 5.0
FeO 32.7 30
Analysis Target
MgO 14.8 14.0
Al
2
O
3
5.2 5.0
SiO
2
18.5 17.0
CaO 36.3 35.0
Cr
2
O
3
1.1 1.5
MnO 5.6 6.6
FeO 15.8 19.0
Lime (kg) 430
Dololime (kg) 560
Lime (kg) 2900
Dololime (kg) 0
Correction to lime (kg) -906
Additional dololime (kg) 1236
Correction to lime (kg) 600
Additional dololime (kg) 1000
EAF Q1/2010
EAF Q2/2010
EAF Q3/2010
n Saturation line, 35 wt.% CaO, 1600 C
n Saturation line, 35 wt.% CaO, 1650 C
l Recent slag analysis
l Target slag composition
80-tonne EAF, 2007
60-tonne EAF, 2011
n Saturation line, 35 wt.% CaO, 1500 C
n Saturation line, 35 wt.% CaO, 1600 C
n Saturation line, 35 wt.% CaO, 1700 C
l Recent slag analysis
l Target slag composition
RHI Bulletin > 1> 2012
24 <
FeO content was poorly controlled with values between 20
wt.% and 60 wt.% (Figure 7). The slag analysis indicated
excellent control of the slag basicity, for example a bal-
anced CaO/SiO
2
mass ratio of > 2. However, the large vari-
ance in FeO, due to poor oxidation control by oxygen and
carbon injection, generated a high proportion of very oxi-
dized slags with a definite lining corrosion potential. In
addition, the slag viscosity dropped at high FeO levels and
the slag foaming index decreased. However, adjustment of
the slag former input improved the MgO saturation figures
in the fourth quarter of 2009 due to an increase in the CaO
level (see Figure 7).
Process Slags in Steel Treatment Ladles
The ladle slag composition is adjusted to the type of steel
killing strategy after tapping the BOF or EAF: Al-killed steels
require a calcium aluminate slag with low SiO
2
activity in
order to avoid reduction of SiO
2
by Al added to the steel
melt. Mixed Al-Si-killed and Si-killed steels are usually cov-
ered by a calcium-silicate(-alumina) slag (Figure 8). The total
FeO and MnO concentration should be low, in the ideal case
< 2 wt.%, to avoid any mass exchange between the slag and
melt (e.g., oxidation of Si and Al by FeO and MnO).
For both slag types, high magnesia lining lifetimes require
high MgO slag activity. In the case of high calcium silicate
saturated slags, the Ca
2
SiO
4
and/or Ca
3
SiO
5
levels are close
to the MgO periclase saturation values of 712 % MgO. In
the case of high calcium aluminate slags there is double
saturation with lime and periclase at 712 wt.% MgO (Fig-
ure 8). The common metallurgical rules for optimum slag
composition reflect these saturation figures: B
3
near 1.5 (red
line in Figure 8), or B
5
> 1.6 for a CaO-SiO
2
-Al
2
O
3
slag, and
B
5
> 1.8 for a CaO-Al
2
O
3
-rich slag.
The assessment of slag analysis data for Si-killed steels
from a 40-tonne ladle (Figure 9) showed remarkable
Figure 8. Visualization of slag analysis from an 80-tonne ladle (Si-
killed steels) and a 150-tonne ladle (Al-killed steels) showing the
important saturation fields at 1600 C and basicity values B
3
=
CaO/(Al
2
O
3
+SiO
2
) = 1.5. Saturation lines calculated with the ther-
mochemical FactSage software [6]. Stability fields at 5 wt.% MgO
from [8]. Abbreviations include Ca
2
SiO
4
(C
2
S) and Ca
3
SiO
5
(C
3
S).
Figure 7. Visualization of slag analysis from a 100-tonne EAF
with respect to MgO saturation indicating a significant propor-
tion of high FeO-containing slags due to suboptimum control of
the oxygen versus carbon injection. Saturation lines calculated
with the thermochemical FactSage software [6]. Analysis and
target values in wt.%.
SiO
2
CaO FeO
SiO
2
CaO Al
2
O
3
Under-
saturated
Saturated
CaO/SiO
2
= 2
CaO/(SiO
2
+Al
2
O
3
) = 1.5
Analysis Target
MgO 4.6 8.0
Al
2
O
3
2.5 3.0
SiO
2
12.3 12.0
CaO 31.4 35
Cr
2
O
3
0 0
MnO 4.6 4.0
FeO 34.6 30.0
Lime (kg) 4000
Dololime (kg) 0
Correction to lime (kg) -455
Additional dololime (kg) 848
EAF Q1/2009
EAF Q2/2009
n Saturation line, 5 wt.% MgO, 1550 C
n Saturation line, 5 wt.% MgO, 1600 C
n Saturation line, 5 wt.% MgO, 1650 C
l Recent slag analysis
l Target slag composition
80-tonne ladle
150-tonne ladle
SiO
2
FeO
MgO
CaO
SiO
2
Al
2
O
3
MgO
CaO
EAF Q3/2009
EAF Q4/2009
M
g
O
+
f
r
e
e
C
a
O
Figure 9. Visualization of slag analysis from a 40-tonne ladle (Si-
killed steels) indicating MgO saturated and undersaturated ladle
slags during the steel treatment process. Stability fields at 10 wt.%
MgO from [8]. Abbreviations include Ca
2
SiO
4
(C
2
S) and Ca
3
SiO
5
(C
3
S). Analysis and target values in wt.%.
SiO
2
CaO Al
2
O
3
SiO
2
Al
2
O
3
MgO
CaO
Analysis Target
MgO 9 11
Al
2
O
3
30 26
SiO
2
15 14
CaO 43 47
B3 0.956 1.542
CaO (%) 4
MgO (%) 2
Al
2
O
3
(%) -4
Slag samples
n MgO saturation, 10 wt.% MgO, 1600 C
n Ca
2
SiO
4
, Ca
3
SiO
5
saturation,
10 wt.% MgO, 1600 C
n CaO saturation, 10 wt.% MgO, 1600 C
l Recent slag analysis
l Target slag composition
M
g
O
+
f
r
e
e
C
a
O
FeO + MnO < 1.5 wt.%
Sum 97 wt.%102 wt.%
Correction
n MgO saturation, 5 wt.% MgO, 1600 C
n Ca
2
SiO
4
, Ca
3
SiO
5
saturation, 5 wt.% MgO, 1600 C
n CaO saturation, 5 wt.% MgO, 1600 C
w
t
.
%
S
i
O
2
w
t
.
%
A
l
2 O
3
w
t
.
%
S
i
O
2
w
t
.
%
A
l
2 O
3
RHI Bulletin > 1> 2012
> 25
agreement between some heats and the calculated satura-
tion lines. This indicated that undersaturated ladle slags
with a variable initial Al
2
O
3
content dissolved MgO from the
lining until MgO saturation was reached. Other slags
remained MgO undersaturated at the Ca
2
SiO
4
saturation
line. Although most slag samples were MgO saturated, an
increase of the initial MgO concentration in the slag formers
could be effective in decreasing ladle lining wear.
Materials for MgO Slag Conditioning
Metallurgically used lime and synthetic slag formers based
on calcium aluminates only contain a few wt.% MgO (see
Table I). As a result, the initial MgO content of the slag in an
EAF or steel treatment ladle might be too low to prevent
corrosion of the lining material. In this case the addition of
MgO is recommended and there are various MgO-contain-
ing mineral sources available on the market. RHI provides
high-quality dolomite and magnesia sinter in order to mod-
ify the slag composition, improve slag operation, and
increase the lining lifetime in EAFs as well as transport and
refinement ladles (Table III).
References
[1] Schrmann, E. and Kolm, I. Mathematische Beschreibung der MgO-Sttigung in komplexen Stahlwerksschlacken beim Gleichgewicht mit
flssigem Eisen. Steel Research. 1986, 57, 712.
[2] Park, J. and Lee, K. Reaction Equilibria Between Liquid Iron and CaO-Al
2
O
3
-MgO
sat
-SiO
2
-Fe
t
O-MnO-P
2
O
5
Slag. Proceedings 79
th
Steelmaking
Conference, Iron and Steel Society, Pittsburgh, USA, March 2427, 1996, pp. 165171.
[3] Kwong, K., Bennett, J., Krabbe, R. and Thomas, H. Thermodynamic Calculations Predicting MgO Saturated EAF Slag for Use in EAF Steel
Production. The Minerals, Metals & Materials Society. Supplemental Proceedings. Materials Characterization, Computation and Modeling. 2009,
Vol. 2, 6370.
[4] Pretorius, E.B. and Carlisle, R.C. Foamy Slag Fundamentals and Their Practical Application to EAF Steelmaking. Iron and Steelmaker. 1999, 26, No.
10, 7988.
[5] Brggmann, C. and Ptschke, J. Contribution to the Slagging of MgO in Secondary Metallurgical Slags. Presented at 53
rd
International Colloquium
on Refractories, Aachen, Germany, Sept., 89, 2010, pp. 145149.
[6] Bale, C., Chartrand, P., Degterov, S., Eriksson, G., Hack, K., Ben Mahfoud, R., Melanon, J., Pelton, A. and Petersen, S. FactSage Thermochemical
Software and Databases. Calphad. 2002, 26, No. 2, 189228.
[7] Taniguchi, Y., Sano, N. and Seetharaman, S. Sulphide Capacities of CaOAl
2
O
3
SiO
2
MgOMnO Slags in the Temperature Range 16731773 K.
ISIJ International. 2009, 49, No. 2, 156163.
[8] Schlackenatlas, Slag Atlas; VDEh., Ed.; Verlag Stahleisen: Dsseldorf, 1981.
Authors
Marcus Kirschen, RHI AG, Steel Division, Vienna, Austria.
Simo Pedro de Oliveira, RHI Refratrios Brasil, Belo Horizonte, Brazil.
Elshad Shikhmetov, RHI U.S., Ltd., USA.
Matthias Hck, RHI AG, Steel Division, Vienna, Austria.
Corresponding author: Marcus Kirschen, marcus.kirschen@rhi-ag.com
Summary
Assessment of slag mass balances and visualization of slag
analyses provide essential information to optimize slag
compositions and improve both the lining lifetime and mul-
tiple metallurgical processes. Using various tools, RHI is
able to provide this customer-specific analysis, enabling tai-
lored recommendations to be made regarding slag adjust-
ment using slag formers. In EAFs, where the slag composi-
tion can vary widely due to contaminants in the input mate-
rial, visualizing slag analysis enables, for example, the lin-
ing lifetime as well as slag foaming to be improved. MgO
mass balance of process slags has also been effectively
used to increase the lining lifetime in steel treatment ladles,
whilst the visualization of slag compositions enables slags
to be precisely examined in relation to the type of killing
strategy adopted in the ladle.
Table III. Materials provided by RHI for MgO slag conditioning.
Abbreviations include loss on ignition (LOI).
Material and origin Size
(mm)
LOI
(wt.%)
CaO
(wt.%)
MgO
(wt.%)
SiO
2
(wt.%)
Fe
2
O
3
(wt.%)
Al
2
O
3
(wt.%)
Raw dolomite,
Marone (Italy)
16 47.7 30.9 21.2 0.13 0.1 0.1
SLAGDOL, sintered
doloma, Marone (Italy)
01 58.5 39.5 1.0 0.5 0.5
PENTADOL 5-15,
sintered doloma,
Marone (Italy)
413 58.5 39.5 1.0 0.5 0.5
Magnesia brickets
HL15, Hochfilzen
(Austria)
2050 39.3 8.3 45.2 0.7 3.4 0.3
KAUSTER RKM-S,
Radenthein (Austria)
16 2.5 8.3 56.0 23.5 3.4 6.2
26 <
RHI Bulletin > 1> 2012, pp. 2633
Bernd Trummer, Bianca Heid, Manfred Kappel, Sarah Khler, Alexander Maranitsch, Norbert Lebek and Volker Perl
Gas Purging Lances: Improving Established
Technology
Introduction
Inert gas purging is one of the key tools for hot metal desul-
phurization and steel refining in secondary metallurgy. The
purging gas is used to transport desulphurization agents
into the hot metal, mix and homogenize the liquid metal,
as well as remove nonoxidic solid inclusions and dissolved
gases. Introduction of inert gas (mostly argon) into the liq-
uid metal can be performed using purging lances as well as
purging plugs. Hot metal applications almost exclusively
use purging lances whereas in steel applications purging
lances are used mostly as emergency lances when bottom
stirring via plugs doesnt work properly or sufficiently. A
detailed description of the use of plugs as well as lances is
given by Stolte [1]. As the older technology, purging lances
were expected to disappear with the upcoming purging
plugs in the 1980s. However, even today gas purging lances
still have their position on the market.
Purging lances are a composite consisting of a central steel
body necessary for gas transport and reinforcement, and a
refractory castable body protecting the steel parts against
heat. The interaction of the steel parts with the refractory
material determines the performance and lifetime of the
lance under the very harsh service conditions. In particular,
the design of the reinforcement steel parts and the appro-
priate choice of refractory has a significant influence on the
in-service behaviour.
The following paper provides an overview of the refractory
brands for lances available on the market and describes the
main purging lance wear mechanisms. The influence of the
steel design was evaluated by computer simulations of the
temperature distribution within the lance reinforcement.
The behaviour of selected refractory castablesalumina
castables as well as magnesia chromite castablesin
respect to thermal stress and interaction with slag was
tested in the laboratory. These laboratory findings were
subsequently evaluated in field trials at customers, to asses
the accuracy of the assumptions.
Purging Lances: Market and Wear Mechanisms
Purging lances are available from a large number of compa-
nies, each using its own refractory castables. Table I gives
an overview of castable brands for purging lances used in
steel and hot metal applications, all based on alumina raw
materials. Grades for steel treatment are in the high alumina
Gas purging lances are a well-established tool in hot metal treatment and secondary steel
metallurgy. Lances consist of a steel pipe with steel reinforcement that is protected against
the heat by a refractory castable. The lifetime of a lance is controlled by different wear mech-
anisms that are presented in this paper. Computational fluid dynamics (CFD) was used to
investigate the influence of the reinforcement design on the temperature distribution in order
to allocate stress patterns. In addition, selected refractory castables were examined in the
laboratory regarding corrosion and thermal shock resistance. Lances comprising a selected
reinforcement design and various castables were produced and tested in field trials and the
results provide the basis for improving established lance technology.
Table I. Overview of castable brands available on the market for purging lances used in steel and hot metal applications.
Brand 1 Brand 2 Brand 3 Brand 4 Brand 5 Brand 6
Application Steel treatment Steel treatment Steel treatment Steel treatment Hot metal treatment Hot metal treatment
Material composition Bauxitemainly recycled
white fused alumina
andalusite
Bauxitemainly recycled
white fused alumina
andalusite
Chrome corundum
recycled
Bauxite mainly recycled
white fused alumina
andalusite
fireclay
Aluminacontaining
raw materials
Aluminacontaining
raw materials
Binder Cement Cement Cement Cement Cement Cement
Steel fibres (wt.%) ~5 ~3 ~2.5 ~5.5 ~6 ~5
Chemical analysis (wt.%)
Al
2
O
3
83.3 79.3 83.0 73.5 50 54
SiO
2
11.2 12.9 3.4 22 45 39
Fe
2
O
3
1.5 3.8 0.2 2.0 1
CaO 0.5 0.8 1.6 0.6 3 1
K
2
O 0.2 0.1 2.2 0.2
TiO
2
2.8 2.4 0.9
Cr
2
O
3
8.9
RHI Bulletin > 1> 2012
> 27
range (typically the Al
2
O
3
content exceeds 80 wt.%) and are
mainly based on bauxite or recycled bauxite, often upgraded
with minor amounts of corundum or andalusite to improve
the expansion behaviour. In addition, other high alumina
recycled raw materials (e.g., chrome-corundum slag and
recycled corundum) are in use. Grades for hot metal treat-
ment are mainly based on fireclay or alumina-enriched fire-
clays. Most of the castables are hydraulically bonded low
cement castables (LCC); however, for hot metal applications
silica sol bonding is also common. All castables contain
steel fibres in a range from 3 wt.% to ~ 6 wt.%. Some brands
have the highest steel fibre content in the slag zone and at
the tip of the lance with lower levels in the rest of the lance.
Purging lances are subject to extremely high operational
load, resulting in wear and consumption of the lance. The
main wear mechanisms are detailed in Figure 1. Different
modes of wear can be observed depending upon the posi-
tion along the lance. Chemical attack is the main wear fac-
tor in the slag zone, resulting in clogging or premature
wear. As the lance gets thinner, the pipework is attacked by
steel/hot metal, resulting in leakage or the lower part of the
lance breaking off. Whilst less stress affects the central
parts of the lance, thermal shock may result in the forma-
tion of vertical and longitudinal cracks with increasing crack
width after every cycle. These cracks allow liquid metal to
infiltrate the lance and cause damage to the pipework. The
highest stress levels are in the head/nozzle zone of the
lance, causing mostly discontinuous wear. Thermal shock
gives rise to the formation of cracks that widen with every
cycle and loosen the mechanical structure of the lance.
Finally, the tip of the lance can break off and be lost. Infiltra-
tion of the cracks by molten metal may also create leaks in
the pipework. Additionally, the nozzles themselves can be
infiltrated by steel/hot metal that results in nozzle blockage.
Hot erosion caused by circulating steel/hot metal acts
continuously and results in accelerated wear of the castable
at the lance tip.
Steel Reinforcement
Purging lances consist of a central steel pipe that conducts
the purging gas and additional reinforcing elements to affix
the refractory castable and provide mechanical stability. Fig-
ure 2 shows cross sections of three different reinforcement
designs: A central pipe with hook anchors directly welded to
the pipe (Figure 2a), a central pipe reinforced with V-shaped
anchors also directly welded to the pipe (Figure 2b), and a
central pipe encased by three angled steel plates running
lengthwise and V-shaped anchors welded to the obtuse
angled regions of the plates (Figure 2c). The thermal behav-
iour of these three designs under service conditions was
Figure 1. Main wear mechanisms affecting purging lances.
Slag zone
>> Chemical attack by slag resulting in premature wear
or clogging
>> Leakage of pipework when attacked by steel/hot metal
Central part
>> Thermal shock during inserting and pulling out of the lance
>> Formation of vertical and longitudinal cracks
>> Increasing crack width with every cycle
>> Infiltration of steel/hot metal into open cracks
Head with nozzles
>> Thermal shock during inserting and pulling out of the lance
>> Formation of vertical and longitudinal cracks
>> Increasing crack width with every cycle
>> Loss of tip/nose
>> Infiltration of steel/hot metal into open cracks and nozzles
>> Blockage of nozzles following steel/hot metal infiltration
>> Hot erosion due to circulating steel/hot metal
Figure 2. Cross sections of three purging lance steel reinforce-
ment designs: (a) central steel pipe with anchor hooks, (b) cen-
tral steel pipe with V-shaped anchors, and (c) central pipe
encased in three angled steel plates running lengthwise with
V-shaped anchors welded to the obtuse angled regions of the
plates.
(a)
(b)
(c)
RHI Bulletin > 1> 2012
28 <
investigated using computational fluid dynamics (CFD). Fig-
ure 3 shows the temperature distribution within these three
designs for hot metal lance service conditions (Figures 3ac)
as well as for steel treatment lance conditions (Figures 3df).
The simulation shows the development of three specific tem-
perature distribution patterns that depend almost completely
on the design of the steel reinforcement and are independent
of the application temperature. Hook anchors (Figures 3a and
3d) are subject to massive heat accumulation, and the tem-
perature difference of about 80 C between the anchor hooks
and steel pipe is extremely high. V-anchors directly welded
to the steel pipe (Figures 3b and 3e) show a smaller tempera-
ture drop between the anchors and steel pipe; however, the
tips of the anchors are still significantly hotter than the steel
pipe. The steel pipe encased in angled steel plates running
lengthwise with V-shaped anchors welded to the plates (Fig-
ures 3c and 3f) shows the most homogenous temperature
pattern, with only very small temperature differences
between the tips of the anchors and the steel pipe. The steel
pipe temperature in this design is noticeably higher com-
pared to the other two designs.
In general, the stress pattern is closely linked to the temper-
ature distribution, with high temperature differences usually
resulting in stress peaks in the immediate area. Such stress
peaks may generate cracks in the affected area when the
mechanical strength of the castable is exceeded. Especially
hook anchors seem to be very prone to causing cracks.
Increasing the anchor surface (e.g., V-shaped anchors) pro-
vides a larger area for heat accumulation and an improved
heat transfer to the refractory castable is possible. This
results in smaller temperature peaks and therefore reduced
stress levels.
Figure 4 illustrates that the wall thickness of the pipe has lit-
tle influence on the temperature pattern within the steel
reinforcement. The heat transfer within the lance is primar-
ily governed by the reinforcement design and its influence
can be seen from the castable surface temperature pattern
of the lance. Figure 5 shows the temperature distribution at
the refractory/liquid steel interface in the lower quarter of a
lance. Anchor hooks create a ring patterned temperature
distribution (Figure 5a) with the anchor hooks located in the
Figure 3. Temperature distribution within the three purging lance steel reinforcement designs detailed in Figure 2. (ac) lance designs
under hot metal service conditions and (df) lance designs under steel treatment service conditions.
(a)
(d) (e) (f)
(c)
Temperature [C]
1250 1275 1300 1325
1230 1340
Temperature [C]
1450 1475 1500 1525 1550
1442 1563
(b)
Figure 4. Temperature distribution within two of the purging lance steel reinforcement designs detailed in Figure 2 with a (a, c) thick
pipe wall and (b, d) thin pipe wall.
(c) (d)
Temperature [C]
1450 1475 1500 1525 1550
1442 1563
(a)
(b)
RHI Bulletin > 1> 2012
> 29
cooler rings. The resulting stress patterns favour the forma-
tion of cracks running circumferentially when the strength
of the castable is exceeded. V-shaped anchors (Figure 5b)
also create hot spots on the lance castable surface; how-
ever, the formation of rings with equal temperatures does
not occur. Whilst the resulting stress pattern also favours
the formation of horizontal cracks, these cracks will be
restricted locally and not propagate round the entire cir-
cumference. Lances reinforced with angled steel plates and
V-shaped anchors show a very homogenous temperature
Mix Type 1 Type 2 Type 3 Type 4 Type 5 Type 6 Type 7 Type 8
Application Steel treatment Steel treatment Steel treatment Steel treatment Hot metal
treatment
Hot metal treat-
ment
Steel and hot
metal treatment
Steel and hot
metal treatment
Main raw material Sintered alumina Bauxite Recycled bauxite Sintered alumi-
na, spinel, oxy-
carbide
Alumina
enriched fireclay
Fireclay Standard MgCr Recycled MgCr
Typical chemical composition (wt.%)
Al
2
O
3
96.0 82.5 83.5 93.4 61.0 52.5 7.5 6.2
SiO
2
0.1 12.0 9.5 2.3 34.0 44.0 3.6 6
Fe
2
O
3
0.1 1.2 1.0 0.1 0.9 0.8 15 13
Na
2
O 0.3 0.2 0.1
MgO 0.8 3.8 49.1 48
CaO 2.5 1.1 3.6 1.5 1 1.5
TiO
2
2.6 1.8 2.2 1.6
Cr
2
O
3
23 24
C 4.7
Typical physical properties
Bulk density (g/cm) 3.12 2.84 2.66 2.92 2.52 2.39 3.10 3.00
Open porosity (vol.%) 11 15 22 12 12 14 16 18
Cold crushing strength (MPa) 110 56 43 40 104 91 80 80
Modulus of rupture (MPa) 12 8 4 4 11 9 12 12
Thermal shock resistance
(water quenching tests)
30 cycles 30 cycles 30 cycles 30 cycles 30 cycles 30 cycles max. 7 cycles max. 6. cycles
Cup slag tests
Test temperature (C) 1600 1600 1600 1600 1300 1300 1600 1600
Wear area Low Medium High Little Little Medium Medium Medium
Infiltration depth (mm) 0 10 10 0 0 5 2025 2025
Infiltration area
(% of total area)
0 20 20 0 0 5 > 90 > 90
Cracks Few Few Few Some No No Many Many
Microstructure disintegration No Medium High Small No No High High
Table II. Chemical composition, physical properties, and cup slag test results for RHI purging lance refractory castables.
distribution on the surface (Figure 5c). The stress pattern of
this design is almost neutral and doesnt enhance crack for-
mation.
Refractory Castables
Table II summarizes the chemical composition, physical
properties, and cup slag tests, including the slag infiltra-
tion behaviour, of several alumina-based castables and
two magnesia chromite castables for lances. The castables
Figure 5. Castable surface temperature distribution in the lower quarter section of a steel treatment lance under service conditions for
the three reinforcement designs: (a) anchor hooks, (b) V-shaped anchors, and (c) three angled steel plates running lengthwise with
V-shaped anchors welded to the plates. The lance tip is the left-hand end of the lance section.
Temperature [C]
1627 1627 1627 1628
1626.8 1627.8
(a) (b) (c)
RHI Bulletin > 1> 2012
30 <
for steel application were in the high alumina range (e.g.,
bauxite and sintered alumina) whereas lance castables for
hot metal application were mainly based on fireclay or
alumina-enriched fireclays. The majority of these casta-
bles were hydraulically bonded LCC, and for hot metal
applications silica sol bonding was also used. Magnesia
chromite based castables were used for both steel treat-
ment and hot metal lances. Mechanical testing was per-
formed using standard testing equipment, and the ther-
mal shock resistance was examined using water quench-
ing tests.
LC alumina castables showed high mechanical strength
and good thermal shock resistance in the tests. However,
whilst magnesia chromite castables are typically charac-
terized by a high resistance against basic slag attack, in
the tests they showed very poor thermal shock resistance
compared to the alumina materials.
Interaction of the castables with a basic slag (Table III) was
studied in detail using cup slag tests carried out at 1300 C
for fireclay-based castables and 1600 C for all the other
castables. The castable cups were filled with slag and then
heated for either 30 hours at 1600 C or 60 hours at 1300
C. The results of these cup slag tests can be seen in Figure
6, showing the infiltration of the slag into the castable. Infil-
trated areas are delineated from the noninfiltrated areas
with a red line.
very stable against basic slags, so no corrosion was
expected. However, the infiltrating slag extremely densified
the microstructure of the castable. This would significantly
deteriorate the thermomechanical properties of the castable
and generate a brittle material that would crack in the case
of thermal shock.
When the alumina and magnesia chromite castable results
are directly compared, alumina shows far superior thermo-
mechanical properties; however, alumina would theoreti-
cally react more readily with the basic slag, making it sus-
ceptible to corrosion by slag attack.
The castable type also significantly influences heat trans-
port from the liquid steel/hot metal into the lance. Increas-
ing the alumina content in the castable will result in higher
thermal conductivities causing a higher heat up of the purg-
ing gas, as illustrated by the thermodynamically calculated
data in Figure 7 on page 32. Sintered alumina castables will
heat up the purging gas during its 4 m long passage
through the lance from 20 C to almost 600 C whereas a
maximum temperature of only 400 C is reached with fire-
clay castables. High heat fluxes adversely affect the
mechanical stability of the steel reinforcement and exces-
sive bending of the lance may occur. When solid desulphur-
ization agents are transported through the lance this behav-
iour may also cause a temperature-related coagulation of
the particles and subsequent blockage of the lance.
Performance Benchmark in Customer Trials
Lances were made from selected castables and tested in tri-
als at several customers. Following the computer simulation
findings, the optimum steel reinforcement was selected
consisting of a pipe reinforced with angled steel plates and
V-shaped anchors. The results of the customer trials are
summarized in Table IV. The numbers in the table give the
relative performance in percent compared to the standard
lance used at the customer, which was bauxite for steel
treatment and fireclay for hot metal applications.
Lances for Steel Treatment
The best performance was achieved with the type 2 bauxite
castables, which performed in the same range or even out-
performed the standard lances. Lances based on corundum
(type 1) were 1020% under the lifetime of the standard
lances. Poor performance was seen with the type 7 and 8
magnesia chromite based lances, where the lifetime was
only 50% to about 70% of the standard lance.
CaO Al
2
O
3
SiO
2
CaF
2
Test slag 60 20 15 5
Table III. Chemical composition (wt.%) of the basic slag used in
the cup slag tests.
Slag infiltration into the alumina castables occurred at a
very low level and only minor portions of the castable were
infiltrated. The surface of the cup was sealed by a glassy
layer, probably a reaction product of the slag and alumina
castable. This layer would slow down further chemical
attack of the slag on the lance surface and also prevent
steel infiltration into the lance. Ongoing corrosion and ther-
mal shocks would be the major wear factors under these
conditions.
An opposite behaviour was shown by magnesia chromite
castables, with the castable almost entirely infiltrated by
slag. Typically, magnesia chromite castables are chemically
Type 1 Type 2 Type 5 Type 6 Type 7 Type 8
Main raw material Sintered alumina Bauxite Aluminaenriched fireclay Fireclay Standard MgCr Recycled MgCr
Steel treatment lances
Customer A 90 100
Customer B 80 70 50
Customer C 80 110
Customer D 90
Hot metal lances
Customer E 50
Customer D 80 100
Table IV. Performance benchmark of selected RHI castables from customer trials (trials with castable types 3 and 4 in progress).
RHI Bulletin > 1> 2012
> 31
Figure 6. Cup slag tests with castable types 18 (ah, respectively) from Table II. Samples ad, g, and h were tested at 1600 C for 30
hours and ef at 1300 C for 60 hours. (a) sintered alumina, (b) bauxite, (c) recycled bauxite material, (d) oxycarbide with sintered
alumina and spinel, (e) alumina-enriched fireclay, (f) fireclay, (g) standard MgCr, and (h) recycled MgCr.
Lances for Hot Metal Treatment
The best performance was achieved with the type 6 fireclay-
based castables. Especially the use of silica sol as a bond-
ing agent was very beneficial compared to standard LCCs.
Poor results were also achieved with the type 7 and 8 mag-
nesia chromite castables, and their lifetime was only 50%
up to 70% of the standard lance.
The marked performance differences observed in these tri-
als are mainly related to the different wear behaviours of
the castables. Figure 8 shows a typical picture of an
extremely cracked tip of a magnesia chromite castable
lance after use. A postmortem examination of the castables
clearly highlights the difference: Magnesia chromite casta-
bles (Figure 9a) show a large number of cracks
(a) (e)
(b) (f)
(c) (g)
(d) (h)
RHI Bulletin > 1> 2012
32 <
deeply infiltrated with slag and steel resulting in complete
disintegration of the castable structure. In contrast, the alu-
mina castable (Figure 9b) shows no visible cracks and infil-
tration and the structure of the castable is fully intact.
Conclusion
Computer simulations, experimental data, and customer tri-
als have provided an insight into the wear behaviour and
wear mechanisms of gas purging lances under laboratory
and service conditions. Among various factors, chemical
attack by the slag, infiltration and erosion by steel/hot metal,
thermomechanical properties, especially thermal shock
resistance, turned out to be crucial in determining the life-
time of the lance. Thermomechanical failures cause crack for-
mation followed by infiltration of the cracks and subsequent
damage of the piping or spalling of the refractory castable,
shortening the life of the lance considerably.
Approaches to improve the lance thermomechanical proper-
ties targeted two areas: Optimizing the steel reinforcement
and selecting the appropriate refractory castable. Computer
simulations revealed the larger the anchor surface and addi-
tional steel reinforcement, the more homogenous the tem-
perature distribution within the lance. Since temperature hot
spots in the metallic anchors always result in peaks within
the mechanical stress pattern, which can be the origin of
crack formation, especially thin, long anchors (e.g., hook
anchors) that create significant temperature hot spots in the
castable should be avoided.
A huge influence on the thermomechanical properties can be
exerted by the composition of the refractory castable. In gen-
eral, alumina castables performed significantly better than
magnesia chromite castables. Under service conditions the
surface of alumina castables formed a glassy layer that pre-
vented the infiltration of slag or liquid metal into the casta-
ble. Alumina castables were less subject to crack formation
and if cracks formed they did not destroy the microstructure
of the alumina castable in its entirety. In contrast, with mag-
nesia chromite castables no protective layer formed on the
surface of the lance resulting in deep infiltration of the casta-
ble. Cracks formed in large numbers and completely disinte-
grated the microstructure of the refractory. Coarse grains
were loosened from the matrix, castable aggregates broke
off, and the cracks were infiltrated deeply with liquid metal.
This very different behaviour of alumina and magnesia chro-
mite castables can be attributed to the significantly higher
thermal expansion as well as thermal conductivity of magne-
sia chromite compared to alumina [2]. In addition, alumina-
containing castables provide a range of compositions. From
a thermomechanical point of view, castables with low ther-
mal expansion and low thermal conductivity (e.g., fireclay
based castables) are preferable. However, whilst fireclay-
based castables are used very successfully for hot metal
lances, the refractoriness of fireclay castables is not sufficient
Figure 9. Different wear behaviour of magnesia chromite versus
alumina castables: (a) postmortem sample of a magnesia chro-
mite castable and (b) postmortem sample of an alumina castable.
Figure 8. Cracked tip of a lance after service.
(a)
(b)
Figure 7. Influence of castable type on the purging gas temperature
within the lance determined from thermodynamic calculations.
Length [m]
n Castable type 1 (sintered alumina)
n Castable type 5 (alumina enriched fireclay)
n Castable type 6 (fireclay)
700
600
500
400
300
200
100
0
T
e
m
p
e
r
a
t
u
r
e
[
C
]
0 1 2 3 4
RHI Bulletin > 1> 2012
> 33
References
[1] Stolte, G. Secondary Metallurgy: Fundamentals, Processes, Applications; Verlag Stahleisen: Dsseldorf, 2002.
[2] Routschka, G. and Wuthnow, H. (Eds) Praxishandbuch Feuerfeste Werkstoffe. 5
th
Edition; Vulkan-Verlag: Essen, 2011.
[3] Krishnapisharody, K. and Irons, G. An Analysis of Circulation and Mixing Phenomena in Gas-Stirred Ladles. AISTech 2011 Proceedings (vol. I),
Indianapolis; USA, 2011; pp. 13671376.
[4] Alexis, J. and Bjrkvall, J. Mathematical Modeling of Stirring for an Optimized Ladle Furnace Process. AISTech 2011 Proceedings (vol. I),
Indianapolis; USA, 2011; pp. 13891399.
Authors
Bernd Trummer, RHI AG, Steel Division, Vienna, Austria.
Bianca Heid, RHI AG, Technology Center, Leoben, Austria.
Manfred Kappel, RHI AG, Technology Center, Leoben, Austria.
Sarah Khler, RHI AG, Technology Center, Leoben, Austria.
Alexander Maranitsch, RHI AG, Steel Division, Vienna, Austria.
Norbert Lebek, RHI AG, Steel Division, Differdingen, Luxembourg.
Volker Perl, RHI AG, Steel Division, Duisburg, Germany.
Corresponding author: Bernd Trummer, bernd.trummer@rhi-ag.com
for steel applications. Therefore, castables based on bauxite
or even sintered alumina are used, which have much better
thermomechanical characteristics than magnesia chromite
but considerably lower thermomechanical properties than
fireclay. This fact, in combination with much higher tempera-
tures in steel applications, puts a limit on the lifetime of steel
treatment lances, which is far below the lifetime of hot metal
lances.
Previously, computer simulations of gas purging have mainly
focused on investigating and improving circulation patterns
in the ladle [3,4]. However, careful design studies of the steel
reinforcement in combination with computer simulations and
continuous development of the optimum refractory castable
will enable further improvements to purging lance perfor-
mance.
34 <
Christian Majcenovic, Johann Eder and Jens Rotsch
Microscopic Examination of Premature Wear
Caused by Joint Opening and Vertical Crack
Formation in Magnesia-Carbon Steel Treatment
Ladle Linings
In the steel industry there is ongoing process optimization concerning productivity and cost-
benefit ratio improvements. In this regard, the steel treatment ladle working conditions often
become very demanding. This happens in times of very high productivity when rapid ladle
turnover necessitates fast initial heating up as well as during low production periods with
unusually long idle times or operation stops that also require rapid ladle heating procedures.
A resulting lining wear phenomenon that can be observed in such cases is premature wear
due to joint opening and vertical crack formation. This paper provides a microscopic mineral-
ogical view of the wear that occurred at vertical cracks formed in a steel treatment ladle lined
with magnesia-carbon bricks. The detailed microscopic investigations not only provided infor-
mation regarding the refractory brick wear behaviour but were also a helpful tool to optimize
the brick microstructure during product development.
Introduction
Vertical crack formation and joint opening in steel treatment
ladles lined with magnesia-carbon bricks and the related
premature wear with material loss in the crack and joint
area is highly undesirable. This wear phenomenon can be
observed with carbon-bonded magnesia-carbon brick lin-
ings independent of the carbon binder type or brick manu-
facturer, but always with the final consequence that the lin-
ing must be replaced before the minimum residual thick-
ness is reached.
Fundamental investigations to verify the thermomechanical
reasons for joint opening and vertical crack formation have
been carried out for instance using finite element analysis
and are described in detail [13]. Joint opening is usually
observed with magnesia-carbon linings that have been
exposed to severe thermomechanical stresses due to ther-
mal shock. This is mainly caused by a fast heating up pro-
cedure combined with compressive failure of the brick hot
face in a circumferential direction, which entails irreversible
plastic deformation of the material at the hot face. Subse-
quent expansion of the brick material, a certain distance in
from the hot face, results in final opening of the joints at the
immediate hot face where the brick material has been irre-
versibly damaged.
Harmuth et al., [2] concluded that the irreversible strain
caused by compressive failure at the hot face depends on:
R
c
= f
c
/.E (1)
Where R
c
, which has formal similarity to the thermal stress
parameter R [4], is dependent on the compressive strength
(f
c
), Youngs modulus (E), and the coefficient of linear
expansion (). Therefore, a possible cause of vertical crack
formation in the brick is a high irreversible compression,
which may be caused by low R
c
values. When thermal
shock and compressive failure occur at the same time the
joints are closed. However, when a distance in from the hot
face there is thermal equilibration and expansion, the joints
open at the hot face. Additionally, tensile stresses occur at
the hot face. In extreme cases of tensile stresses, vertical
crack formation can occur, typically bisecting the bricks in a
vertical direction, which can also propagate when there is
frequent thermal cycling. Often the cracks are not visible
after the first initialization but become macroscopically visi-
ble after several heats and accompanying wear. The typical
appearance is a ladle brick lining where the vertical joints
are linked by vertical cracks (Figure 1).
Under service conditions, not only is joint opening and
crack formation observed, but also a significant chemother-
mal and hot erosive load on the brick structure, resulting in
severe premature wear. Often a high erosive wear impact is
indicated by the general ladle lining wear situation [2].
To better understand this type of wear phenomenon, a
microscopic mineralogical investigation was carried out on
a postmortem magnesia-carbon brick sample from a steel
ladle. Thereby, the changes in microstructure in a particular
vertical crack area could be clarified and used as the basis
for optimized product development as well as recommend-
ing countermeasures to the ladle operation conditions. The
investigated postmortem brick sample originated from the
slag line and was a magnesia-carbon material with a 14
wt.% carbon content. It showed typical bisection by a verti-
cal crack (Figure 2). Due to the premature joint wear and
vertical cracks the performance was only 40% of the stan-
dard number of heats although the residual thickness was
comparatively high. During the ladle cycle, shutdowns with
complete cooling of the ladle and subsequent partial tap-
ping into an insufficiently preheated ladle had occurred.
RHI Bulletin > 1> 2012, pp. 3438
RHI Bulletin > 1> 2012
> 35
Investigation Procedures
The sample was investigated macroscopically and micro-
scopically at the RHI Technology Center Leoben (Austria).
The microscopic investigations were carried out on polished
sections by optical light microscopy using a Reichert
reflected light microscope and by scanning electron micros-
copy (SEM) using a JEOL 6400 equipped with an energy
dispersive spectroscopy (EDS) analysis system to provide
chemical microanalyses. To achieve the highest possible
quality and accuracy levels of the analysis results, investiga-
tions were carried out according to international standard
procedures and calibrations were performed with interna-
tionally certified standards.
Results
The investigated brick showed a residual thickness of about
120 mm. The hot face surface was covered by a few mm
thick slag coating. One joint surface was exceptionally
deeply worn and characterized by material loss and slag
coating. Additionally there was a vertical crack visible in the
middle of the brick, which extended into the middle of the
sample. This vertical crack was formed during operation and
also showed premature wear at the hot face surface. In the
cut section, macroscopically the residual microstructure of
the brick appeared dense and compact up to the cold face.
Microscopic investigation of the zone containing the vertical
crack revealed a slag coating at the hot face surface but pre-
mature wear with increased decarburization and therefore
increased slag attack in the immediate vicinity of the vertical
crack (Figure 3). The slag coating was discontinuous; in the
crack area at the surface it had broken open during cooling
down. In general there were different crack generations visi-
ble. One crack was mainly filled with steel and had reclosed
during further operation, whilst another crack had filled with
slag (Figure 4). This indicated the possibility of ongoing, new
crack formation at every single thermal shock event.
Figure 1. Prematurely worn steel ladle lining characterized by
wear at joints and newly formed vertical cracks. (a) overview and
(b) detail.
(a)
(b)
Figure 2. Worn magnesia-carbon brick indicating premature
wear at the joints (1) and at a vertical crack (2). The vertical crack
had formed during operation.
1
2
Figure 3. Reflected light image of the vertical crack area at the
hot face, with premature wear evident at the hot face. Decarbur-
ized zone showing slag attack (circle). Different crack generations
visible. One crack (green arrows) is mainly filled with steel
(bright) and has reclosed. Another crack (blue arrows) is filled
with slag. For detail of the crack in rectangle 1 see Figure 4 and
for detail of rectangle 2 see Figure 6.
1
2
2 mm
RHI Bulletin > 1> 2012
36 <
According to SEM-EDS microanalysis of the slag coating at
the hot face, the slag was of mayenitic type (i.e., 42.9 wt.%
Al
2
O
3
, 6.2 wt.% SiO
2
, 42.6 wt.% CaO, 0.7 wt.% MnO, 1.3
wt.% Fe
2
O
3
, and 6.3 wt.% MgO). At the hot face there was
slag coating and a decarburized microstructure. Decarburi-
zation was the cause of microstructure penetration by the
slag; therefore, increased corrosion of the magnesia com-
ponent, loss of bonding, and subsequent material loss by
hot erosion occurred. This type of wear is naturally
increased in an opened crack because of the increased reac-
tive surface. The corrosion mechanism of the magnesia at
the slag interface was characterized by formation of magne-
sium aluminate spinel and a MgO-containing slag phase
(Figure 5). Slag penetration into the microstructure was
only observed in the totally decarburized zone. The adjacent
partially decarburized zone showed no slag infiltration and
related corrosion. Here the residual carbon had obviously
stopped the infiltration and inhibited corrosion of magnesia
embedded in the partly decarburized microstructure (Figure
6). Oxygen attack of the carbon-containing fines in the
matrix resulted in a partially decarburized microstructure
with lower bonding strength (Figure 7).
Figure 4. Reflected light image approximately 8 mm from the hot
face (rectangle 1 in Figure 3). Reclosed crack (1), partly filled with
steel (bright). Second crack, partly filled with calcium aluminate
slag (2). Minor decarburization and minor slag attack in this area.
Figure 7. Reflected light image showing (a) partly decarburized
microstructure approximately 0.4 mm from the hot face com-
pared to (b) the desired dense carbon bonding structure approx-
imately 20 mm from the hot face. Carbon components (brown-
orange), magnesia (light grey), and open pore space (dark grey)
are visible.
(a)
(b)
Figure 5. SEM-BSE image of the hot face, approximately 4 mm
from the vertical crack at the slag-magnesia interface. Fused mag-
nesia (1), magnesium aluminate spinel (2), MgO-containing
12CaO
.
7Al
2
O
3
(3 and 4) slag phase, and an additional Ca
2
SiO
4
(5)
slag phase are indicated.
1
2
3
4
5
Figure 6. SEM-BSE image of the hot face in the crack area (rectangle
2 in Figure 3) at the slag-brick interface showing slag attack after
decarburization. Corroded MgO (1) with 4.9 wt.% Al
2
O
3
,
12CaO
.
7Al
2
O
3
(2) from slag, residual graphite (3) in a partly decarbur-
ized area without any slag infiltration, magnesium aluminate spinel
(4), and original, noncorroded magnesia fines (5) are indicated.
1
2
3
4
5
100 m
2
1
1
100 m
500 m
RHI Bulletin > 1> 2012
> 37
There was a significant difference between the corrosion
behaviour of magnesia with large single periclase (MgO)
crystals and magnesia consisting of smaller single periclase
crystals. This was clearly depicted in the slag-infiltrated
crack without significant hot erosional impact where fused
magnesia with large MgO crystals showed significantly
higher resistance to slag attack (Figure 8) and grains with
smaller crystals had lower resistance against decomposition
and a generally higher corrosion rate.
Magnesia-Carbon Brick Wear Mechanisms
The observed premature magnesia-carbon brick wear was a
combination of the following wear mechanisms:
>> Initial thermomechanical wear with irreversible plastic
deformation of the hot face brick region resulting in ver-
tical crack formation and joint opening.
>> Chemothermal supply of oxygen that significantly
increased when the ladle was empty and preferentially
occurred at the additional reactive surfaces in opened
joints and vertical cracks when the slag coating broke
open during thermal cycling. This led to decarburization
and partial decarburization of the microstructure.
>> The decarburized structure in the joints and vertical
cracks became highly susceptible to deep reaching
chemothermal attack by slag and penetration by steel,
especially when the cold ladle went into operation.
>> Slag attack was observed in decarburized microstructur-
al zones.
>> Final increased material loss by hot erosion especially in
thermomechanically and chemothermally affected joint
and crack areas was observed.
>> Magnesia with a small periclase (MgO) crystal size
showed lower corrosion resistance than fused magnesia
with large single crystals.
>> The occurrence of different generations of vertical cracks
indicated that in the case of thermal cycling an ongoing
wear process like a chain reaction has to be expected.
As a final consequence, joint opening as well as vertical
crack formation is highly dependent on ladle cycling, espe-
cially the preheating conditions and refractory properties.
Magnesia-Carbon Brick Grade Development
From the refractory perspective, it is necessary to achieve a
permanent but controlled carbon-bonded magnesia-carbon
brick expansion during the ladle cycle. A well balanced
working lining stress state is essential to prevent joint open-
ing or discontinuous wear by spalling. This requires optimi-
zation of the microstructure regarding reversible thermal
expansion and irreversible but controlled expansion. As indi-
cated microscopically, the bonding structure with its carbon
components should demonstrate high resistance against
oxygen attack. Additionally, the choice of the magnesia type
is important to minimize chemothermal attack on the micro-
structure. Fused magnesia with large single crystals shows
the highest corrosion resistance. Furthermore, the bricks hot
compressive strength and thermal stress resistance param-
eter [2] should be as high as possible.
Based on the aforementioned investigation results and con-
cluded requirements of the refractory material, the ANCAR-
BON C brick series with controlled expansion and high
chemothermal resistance was recently developed [5].
From the ladle operational point of view, measures can also
be performed to counterbalance the wear phenomenon dis-
cussed. A very important issue to minimize thermal shock is
ensuring a proper preheating procedure according to heating
up instructions and a high final preheat temperature before
ladle filling. Severe and repeated thermal cycling due to dis-
continuous working practices such as shutdowns and tapping
into cold ladles should also be avoided. Furthermore, long idle
times should be prevented to reduce oxidation and a high
number of heats per day generally reduce the degree of ther-
mal cycling.
In Service Performance of the Newly Devel-
oped ANCARBON C Brick Type
A customer was faced with severe premature wear in the
ladle. Characteristic for this plant was a suboptimal thermal
ladle situation, due to long waiting times, transport distances,
and chemical heating. The wear pattern showed cracks and
successive heavy spalling in the slag line, starting in the first
third of the ladle campaign (Figure 9). This led to intensifed
decarburization of the brick surface and subsequent infiltra-
tion and spalling of the infiltrated areas following sharp tem-
perature changes. The ladle lifetime could only be kept at the
usual level by increasing the gunning maintenance.
Several counteractive measures were examined and partially
tested. To lower the stresses in the slag line lining, an expan-
sion allowance for the bricks was considered to reduce the
thermomechanical stresses and a trial with special coated
bricks was performed. The coating was a substance that
burnt out during preheating to provide space for the thermal
expansion. In addition, the influence of the thermomechani-
cal behaviour of the brickwork was evaluated in trials using
different shapes. However, both measures did not provide
any improvement.
Based on the described findings, further investigations led to
the conclusion that premature damage due to the formation
Figure 8. Reflected light image of the vertical crack, 10 mm from
the hot face. Crack (1) filled with slag. Increased decomposition
and corrosion by slag attack of magnesia with small periclase crys-
tals (2) compared to fused magnesia (3) with large MgO crystals.
2
1
3
500 m
RHI Bulletin > 1> 2012
38 <
9
8
7
6
5
4
3
2
1
0
N
o
.
g
u
n
n
i
n
g
s
References
[1] Gruber, D. and Harmuth, H. Durability of Brick Lined Steel Ladles from a Mechanical Point of View. Steel Research International. 2008, 79, No. 12,
913917.
[2] Harmuth, H., Vollmann, S., Melcher, F., Gruber, D. and Majcenovic, C. Relevance of Numerical Simulation for Refractory Corrosion in Steel Indus-
try. Advances in Refractories V The Michel Rigaud Symposium. Proceedings of the 49
th
Annual Conference of Metallurgists of CIM, Vancouver,
Canada, Oct., 36, 2010; pp. 453463.
[3] Buchebner, G., Neubck, R., Eder, J. and Studnicka, J. Thermomechanical Design of Magnesiacarbon Bricks for Steel Ladles. Presented at 51
st
International Colloquium on Refractories, Aachen, Germany, Oct., 1516, 2008; pp. 7072.
[4] Kingery, W., Bowen, H. and Uhlmann, D. Introduction to Ceramics; John Wiley and Sons Inc: New York, London, Sydney, Toronto, 1976.
[5] Buchebner, G., Samm, V. and Rotsch, J. Latest Developments in Magnesia-Carbon Bricks. RHI Bulletin. 2011, No. 1, 2328.
Authors
Christian Majcenovic, RHI AG, Technology Center, Leoben, Austria.
Johann Eder, RHI AG, Technology Center, Leoben, Austria.
Jens Rotsch, RHI AG, Steel Division, Vienna, Austria.
Corresponding authors: Christian Majcenovic, christian.majcenovic@rhi-ag.com
Jens Rotsch, jens.rotsch@rhi-ag.com
of cracks during preheating and the first heats was the
main reason for the aforementioned wear pattern. The
problem was subsequently solved by installing ANCAR-
BON C bricks with controlled expansion and improving
the ladle thermal situation by using lids and a better pre-
heating practice in between heats.
Due to the special expansion behaviour of ANCARBON C,
crack formation could be avoided and infiltration was
reduced. The brickwork temperature change during the
ladle cycle was less due to the accompanying measures
in the melt shop and spalling was completely eliminated.
Furthermore, the same lining lifetime was achieved with
a massive reduction in the gunning requirement
(Figure 10).
Conclusion
Microscopic analyses provide comprehensive information
regarding the wear behaviour of postmortem refractory
materials. In the case of the ANCARBON C brick type, they
supported the fundamental physical, simulation, and pilot
studies that resulted in this new product development.
ANCARBON C was installed at a customer where severe
premature ladle lining wear was occurring due to the
demanding ladle cycle conditions. As a result of this brand
change and improving ladle operating conditions, cracking
and spalling was avoided, the number of heats before the
first gunning measure was significantly increased, and the
gunning requirement to achieve the same ladle lifetime was
greatly decreased.
Figure 10. Ladle lifetime and gunning measures for a standard
magnesia-carbon lining design compared to ANCARBON C
bricks with controlled expansion.
n Total heats of one ladle campaign (standard magnesia-carbon)
n Total heats of one ladle campaign (ANCARBON C)
Heats before first gunning measure
n No. gunning measures during one ladle campaign
Figure 9. Typical wear pattern of ladle bricks without controlled
expansion.
100
90
80
70
60
50
40
30
20
10
0
H
e
a
t
s
Standard
magnesia-carbon
Controlled expansion
ANCARBON C type
> 39
RHI Bulletin > 1> 2012, pp. 3943
Shengli Jin, Dietmar Gruber, Harald Harmuth and Marc-Henri Frchette
Thermomechanical Steel Ladle Simulation
Including a Mohr-Coulomb Plasticity Failure
Model
is essential for quantitative assessment of the thermome-
chanical behaviour of a steel ladle and provides more accu-
rate data regarding lining designs. In this paper the Mohr-
Coulomb plasticity failure model with tension cut-off was
applied to steel ladle working linings during the nonlinear
simulations. Irreversible plastic strains were investigated
and failure mechanisms were identified for two typical ladle
lining concepts with and without insulation.
Material Behaviour
Refractories are heterogeneous bulk ceramic materials that
in many cases do not behave in a completely brittle man-
ner, and both elastic and inelastic behaviours may occur.
The latter behaviour causes an irreversible displacement,
which brings about a so-called plastic strain after unload-
ing. The elastic limit is usually defined by a yield surface.
Inelastic behaviour takes place at the yield surface, other-
wise reversible elastic behaviour occurs. For the work
described in this paper the Mohr-Coulomb yield surface
was applied:
| o t tan c =
(1)
|
|
o
sin 1
cos c 2
t
+
= ,
|
|
o
sin 1
cos c 2
c
= (2)
0 c tan p q tan )
3
cos(
3
1
)
3
sin(
cos 3
1
=
(
+ + + | |
t
O
t
O
|
(3)
3
)
q
r
arccos(
3
1
= O (4)
) (
3
1
I
3
1
p
3 2 1 1
o o o + + = = (5)
1 3 3 2 2 1
2
3
2
2
2
1 2
J 3 q o o o o o o o o o + + = = (6)
3
1 2 3 3 1 2 3 2 1
3
3
2
) 2 ( ) 2 ( ) 2 (
2
J
3 r
o o o o o o o o o
= = (7)
pl
m
pl
m
d :
c
1
c o c
}
=
(8)
dt :
3
2
pl
t
pl
t
pl
t
}
= c c c
(9)
(1)
Where c is the cohesion, the friction angle, the normal
stress, and the shear stress on this plane. Theoretically,
the cohesion and friction angle can be calibrated from two
simple tests, for example a uniaxial tension test and a uni-
axial compression test [9]:
| o t tan c =
(1)
|
|
o
sin 1
cos c 2
t
+
= ,
|
|
o
sin 1
cos c 2
c
= (2)
0 c tan p q tan )
3
cos(
3
1
)
3
sin(
cos 3
1
=
(
+ + + | |
t
O
t
O
|
(3)
3
)
q
r
arccos(
3
1
= O (4)
) (
3
1
I
3
1
p
3 2 1 1
o o o + + = = (5)
1 3 3 2 2 1
2
3
2
2
2
1 2
J 3 q o o o o o o o o o + + = = (6)
3
1 2 3 3 1 2 3 2 1
3
3
2
) 2 ( ) 2 ( ) 2 (
2
J
3 r
o o o o o o o o o
= = (7)
pl
m
pl
m
d :
c
1
c o c
}
=
(8)
dt :
3
2
pl
t
pl
t
pl
t
}
= c c c
(9)
(2)
Where
t
is the tension yield stress and
c
the compression
yield stress.
By transforming equation 1 via Haigh-Westergaard stress
coordinates, the general expression for the Mohr-Coulomb
Introduction
Modern steelmaking processes have altered the traditional
role of the steel ladle from a simple transport device to a
more functional vessel in which secondary treatments are
carried out, for instance RH degassing, alloying, and desul-
phurization [1]. Usually the secondary treatments require
the liquid steel to remain for a prolonged period in the
ladle, which can lead to a temperature drop as high as
100 C, mainly due to heat losses from the melt surface,
ladle walls, and bottom. Many efforts have focused on pre-
dicting and controlling liquid steel temperature fluctuations,
from the refining process through to the ladle lining design,
since the cast steel quality is strongly influenced by the liq-
uid steel temperature [25].
Decreasing heat losses through the vessel lining is one
effective approach to control the temperature conditions
and achieve energy savings and this can be realized with
insulating refractories. By utilizing their low thermal con-
ductivities, the temperature drop of the liquid steel can be
reduced as well as the radiative and convective heat losses
from the steel shell. Systematic research on steel ladle lin-
ing concepts with and without insulation have been carried
out using linear elastic simulations from both thermal and
thermomechanical points of view [68]. In these papers, the
minimum efficient preheating time was investigated and the
thermomechanical impact factors on the steel shell temper-
ature and the lining stresses were classified. Highly accu-
rate prediction models were generated, providing guidance
for the appropriate choice of ladle lining refractories. In
addition, the benefits and disadvantages of insulation dur-
ing an entire ladle cycle were qualitatively defined by com-
paring different lining concepts with and without insulation.
Generally, linear elastic finite element (FE) simulation is less
time consuming than nonlinear elastic modelling, especially
when simulating large models with complex geometries.
However, considering the nonlinear elastic lining behaviour
Due to the possible energy savings, insulating refractories are expected to play an ever more
important role in industrial furnaces and vessels. In order to quantitatively assess the influ-
ence of insulation on the thermomechanical behaviour of a steel ladle, Mohr-Coulomb plastic-
ity combined with a tension cut-off failure model was applied to the working lining during
simulations. The former describes the material failure under multiaxial compression condi-
tions and the latter states the material failure due to pure tension. The results show that both
failure mechanisms are found in the area close to the hot face of the working lining for mod-
els with and without insulation during the preheating and tapping processes. As a result of its
compliance, the insulation has a positive influence on decreasing compressive stresses act-
ing on the working lining and resulting irreversible strains in a circumferential direction. Fur-
thermore, tensile stresses in the steel shell are increased in a circumferential direction due to
the thermal influence of the insulation.
RHI Bulletin > 1> 2012
40 <
plasticity model in terms of three stress invariants I
1
, J
2
, J
3
,
as applied in the FE software Abaqus [9,10], can easily be
obtained:
| o t tan c =
(1)
|
|
o
sin 1
cos c 2
t
+
= ,
|
|
o
sin 1
cos c 2
c
= (2)
0 c tan p q tan )
3
cos(
3
1
)
3
sin(
cos 3
1
=
(
+ + + | |
t
O
t
O
|
(3)
3
)
q
r
arccos(
3
1
= O (4)
) (
3
1
I
3
1
p
3 2 1 1
o o o + + = = (5)
1 3 3 2 2 1
2
3
2
2
2
1 2
J 3 q o o o o o o o o o + + = = (6)
3
1 2 3 3 1 2 3 2 1
3
3
2
) 2 ( ) 2 ( ) 2 (
2
J
3 r
o o o o o o o o o
= = (7)
pl
m
pl
m
d :
c
1
c o c
}
=
(8)
dt :
3
2
pl
t
pl
t
pl
t
}
= c c c
(9)
(3)
| o t tan c =
(1)
|
|
o
sin 1
cos c 2
t
+
= ,
|
|
o
sin 1
cos c 2
c
= (2)
0 c tan p q tan )
3
cos(
3
1
)
3
sin(
cos 3
1
=
(
+ + + | |
t
O
t
O
|
(3)
3
)
q
r
arccos(
3
1
= O (4)
) (
3
1
I
3
1
p
3 2 1 1
o o o + + = = (5)
1 3 3 2 2 1
2
3
2
2
2
1 2
J 3 q o o o o o o o o o + + = = (6)
3
1 2 3 3 1 2 3 2 1
3
3
2
) 2 ( ) 2 ( ) 2 (
2
J
3 r
o o o o o o o o o
= = (7)
pl
m
pl
m
d :
c
1
c o c
}
=
(8)
dt :
3
2
pl
t
pl
t
pl
t
}
= c c c
(9)
(4)
| o t tan c =
(1)
|
|
o
sin 1
cos c 2
t
+
= ,
|
|
o
sin 1
cos c 2
c
= (2)
0 c tan p q tan )
3
cos(
3
1
)
3
sin(
cos 3
1
=
(
+ + + | |
t
O
t
O
|
(3)
3
)
q
r
arccos(
3
1
= O (4)
) (
3
1
I
3
1
p
3 2 1 1
o o o + + = = (5)
1 3 3 2 2 1
2
3
2
2
2
1 2
J 3 q o o o o o o o o o + + = = (6)
3
1 2 3 3 1 2 3 2 1
3
3
2
) 2 ( ) 2 ( ) 2 (
2
J
3 r
o o o o o o o o o
= = (7)
pl
m
pl
m
d :
c
1
c o c
}
=
(8)
dt :
3
2
pl
t
pl
t
pl
t
}
= c c c
(9)
(5)
| o t tan c =
(1)
|
|
o
sin 1
cos c 2
t
+
= ,
|
|
o
sin 1
cos c 2
c
= (2)
0 c tan p q tan )
3
cos(
3
1
)
3
sin(
cos 3
1
=
(
+ + + | |
t
O
t
O
|
(3)
3
)
q
r
arccos(
3
1
= O (4)
) (
3
1
I
3
1
p
3 2 1 1
o o o + + = = (5)
1 3 3 2 2 1
2
3
2
2
2
1 2
J 3 q o o o o o o o o o + + = = (6)
3
1 2 3 3 1 2 3 2 1
3
3
2
) 2 ( ) 2 ( ) 2 (
2
J
3 r
o o o o o o o o o
= = (7)
pl
m
pl
m
d :
c
1
c o c
}
=
(8)
dt :
3
2
pl
t
pl
t
pl
t
}
= c c c
(9)
(6)
| o t tan c =
(1)
|
|
o
sin 1
cos c 2
t
+
= ,
|
|
o
sin 1
cos c 2
c
= (2)
0 c tan p q tan )
3
cos(
3
1
)
3
sin(
cos 3
1
=
(
+ + + | |
t
O
t
O
|
(3)
3
)
q
r
arccos(
3
1
= O (4)
) (
3
1
I
3
1
p
3 2 1 1
o o o + + = = (5)
1 3 3 2 2 1
2
3
2
2
2
1 2
J 3 q o o o o o o o o o + + = = (6)
3
1 2 3 3 1 2 3 2 1
3
3
2
) 2 ( ) 2 ( ) 2 (
2
J
3 r
o o o o o o o o o
= = (7)
pl
m
pl
m
d :
c
1
c o c
}
=
(8)
dt :
3
2
pl
t
pl
t
pl
t
}
= c c c
(9)
(7)
Whilst the Mohr-Coulomb criterion describes the behaviour
of different materials sufficiently well under compression, it
is less suitable for the case of tensile loading. If the maxi-
mum principal stress
1
reaches the tensile strength of the
material, the failure is associated with a tensile rather than
a shear failure [11]. Therefore, a so-called tension cut-off
equal to the Rankine criterion was combined with the Mohr-
Coulomb plasticity model in the FE code Abaqus. Figure 1
provides two representations of the Mohr-Coulomb com-
bined with the Rankine criterion. Figure 1a uses the invari-
ants shown in equations 3, 5, and 6, where R
mc
denotes the
coefficient of q in equation 3. Figure 1b is a representation
in the
1
/
2
plane. When the tensile failure is predominant,
the yield surface will follow the Rankine criterion.
In Abaqus, expressions for the equivalent plastic strain e
- pl
from the Mohr-Coulomb plasticity model and tensile cut-off
are different. The former is expressed by equation 8, which
is based on an energy balance. The energy consumed by
irreversible displacement caused by the principle stresses is
equilibrated to the energy consumption due to the equiva-
lent plastic strain at the stress level of the cohesion:
| o t tan c =
(1)
|
|
o
sin 1
cos c 2
t
+
= ,
|
|
o
sin 1
cos c 2
c
= (2)
0 c tan p q tan )
3
cos(
3
1
)
3
sin(
cos 3
1
=
(
+ + + | |
t
O
t
O
|
(3)
3
)
q
r
arccos(
3
1
= O (4)
) (
3
1
I
3
1
p
3 2 1 1
o o o + + = = (5)
1 3 3 2 2 1
2
3
2
2
2
1 2
J 3 q o o o o o o o o o + + = = (6)
3
1 2 3 3 1 2 3 2 1
3
3
2
) 2 ( ) 2 ( ) 2 (
2
J
3 r
o o o o o o o o o
= = (7)
pl
m
pl
m
d :
c
1
c o c
}
=
(8)
dt :
3
2
pl
t
pl
t
pl
t
}
= c c c
(9)
(8)
Where e
m
pl
is the plastic strain due to multiaxial stresses.
The equivalent plastic strain from the tensile stress is
expressed as follows:
| o t tan c =
(1)
|
|
o
sin 1
cos c 2
t
+
= ,
|
|
o
sin 1
cos c 2
c
= (2)
0 c tan p q tan )
3
cos(
3
1
)
3
sin(
cos 3
1
=
(
+ + + | |
t
O
t
O
|
(3)
3
)
q
r
arccos(
3
1
= O (4)
) (
3
1
I
3
1
p
3 2 1 1
o o o + + = = (5)
1 3 3 2 2 1
2
3
2
2
2
1 2
J 3 q o o o o o o o o o + + = = (6)
3
1 2 3 3 1 2 3 2 1
3
3
2
) 2 ( ) 2 ( ) 2 (
2
J
3 r
o o o o o o o o o
= = (7)
pl
m
pl
m
d :
c
1
c o c
}
=
(8)
dt :
3
2
pl
t
pl
t
pl
t
}
= c c c
(9)
(9)
Where e
t
pl
is the plastic strain due to pure tension.
Models and Boundary Conditions
A typical steel ladle acting as a ladle metallurgical furnace
during secondary treatment was chosen for the simulation.
The ladle lining comprised MgO-C bricks in the working lin-
ing, and fired MgO and chamotte bricks in the permanent
lining sidewall (Figure 2). Simplifications were made to the
configuration and boundary conditions to avoid numerical
problems and facilitate computation. Firstly, the steel ladle
was assumed to be symmetrical in a circumferential direc-
tion. A slice was cut in an axial direction and the two verti-
cal surfaces formed an angle of 2.76 in a radial direction.
Usually the slag zone experiences intense chemical and
thermomechanical impact; therefore, the simulation focused
on the linings in and above the slag zone including a steel
hoop (see Figure 2). In addition, large integrated blocks
replaced the bricks in the permanent lining. Model R is the
original lining concept without insulation whilst in model S
a 10-mm thick insulation layer (i.e., Pyrotek ISOMAG 70
XCO) replaced part of the chamotte brick thickness.
For the simulation, the initial steel ladle temperature was
25 C, equal to the ambient temperature. The preheating
process lasted about 20 hours until the hot face of the work-
ing lining reached 1100 C. Liquid steel at 1660 C was
instantaneously tapped from an electric arc furnace into the
preheated ladle up to its maximum capacity and held for
several minutes before the secondary treatment. The heat
Figure 1. Mohr-Coulomb plasticity with tension cut-off. (a) including the invariants shown in equations 3, 5, and 6, where R
mc
denotes
the coefficient of q in equation 3 and (b) representation in the
1
/
2
plane.
(a) (b)
Rankine
Rankine
Mohr-Coulomb
Mohr-Coulomb
Mohr-Coulomb with
tension cut-off
Mohr-Coulomb
with tension
cut-off
R
mc
q
c
3
= 0
2
c
t
p
RHI Bulletin > 1> 2012
> 41
restrained in an axial direction. The right vertical surface of
the model was restrained in the direction perpendicular to
this surface because of the symmetry. Neighbouring bricks
were replaced by a fully constrained rigid body. Sliding and
separation were allowed to happen at the interface between
the rigid body and the slice. The gap between the rigid
body and the slice was 0.2 mm, which was half the expan-
sion allowance for the lining interfaces. The steel shell was
restrained in a circumferential direction and could freely
expand in radial and axial directions.
Simulation Results
The cold round steel shell confined the refractory lining dis-
placement, caused by the thermal expansion, in a radial
direction. Consequently, the steel shell was subjected to
tensile stresses (Figure 3a), whilst the hot face of the work-
ing lining experienced compressive stresses in a circumfer-
ential direction (Figure 4a). In both models, the evident ten-
sile stresses were loaded on the steel shell after 4 hours
when the expansion allowance between linings had been
consumed. Between 4 and 8 hours into the preheating, the
tensile stress increased dramatically; however, after 8 hours
the increase was much slower. In addition, model S showed
slightly lower tensile stresses between 4 and 8 hours but
distinctly higher tensile stresses after 8 hours in comparison
Figure 2. Three-dimensional representations of the steel ladle
and lining geometries used in the simulation. (a) model R with-
out insulation and (b) model S with insulation.
(a) (b)
transfer at the fluid/refractory interface was assumed to be
very high, whereas that between the linings was no more
than 60 Wm
-2
K
-1
, which was inversely evaluated by verify-
ing the simulated temperatures of model R against in ser-
vice data. Displacement of the entire model bottom was
Figure 4. Preheating and tapping period. (a) time-dependent compressive stresses on the lining in a circumferential direction and (b)
time-dependent equivalent plastic strains at the hot face of the working lining.
Figure 3. Preheating and tapping period. (a) time-dependent tensile stresses in the steel shell in a circumferential direction and (b)
time-dependent displacement of the refractory lining in a radial direction.
Time [hours]
Time [hours]
Time [hours]
Time [hours]
50
40
30
20
10
0
400
350
300
250
200
150
100
50
0
6
5
4
3
2
1
0
3.0
2.5
2.0
1.5
1.0
0.5
0.0
C
o
m
p
r
e
s
s
i
v
e
s
t
r
e
s
s
[
M
P
a
]
T
e
n
s
i
l
e
s
t
r
e
s
s
[
M
P
a
]
E
q
u
i
v
a
l
e
n
t
p
l
a
s
t
i
c
s
t
r
a
i
n
[
%
]
D
i
s
p
l
a
c
e
m
e
n
t
[
m
m
]
0 2 4 6 8 0 2 4 6 8
0 2 4 6 8
10 12 14 16 18 20 22 10 12 14 16 18 20 22
10 12 14 16 18 20 22
(a)
(a)
(b)
(b)
Model R Model S
Steel hoop
Insulation
n Model R
n Model S
n Model R
n Model S
n Model R
n Model S
n Model R
n Model S
0 2 4 6 8 10 12 14 16 18 20 22
n Chamotte brick
n Fired MgO brick
n MgO-C brick 1
n MgO-C brick 2
Insulation
n Steel
RHI Bulletin > 1> 2012
42 <
rise to the counteracting sharply increased tensile stress in
the steel shell. The insulation in model S introduced an
additional expansion allowance, which contributed to the
slightly lower tensile stress in model S compared to model
R at the beginning of preheating. However, once the allow-
ance had been depleted, the insulating effect caused a
larger displacement of the refractory lining in model S than
model R (Figure 3b) due to the higher lining temperature.
After 8 hours the displacement increase of the entire refrac-
tory lining was slow due to the three dwell periods during
the preheating. The high analogy between Figures 3a and
3b indicates that the lining displacement directly relates to
the tensile stress in the steel shell; namely, higher displace-
ment causes higher stresses.
Figure 4a shows that the compressive stress at the hot face
of the working lining increased sharply after 4 hours and
then slowly approached 43 MPa after 5 hours. Figure 4b
indicates that the plastic strain did not start until approxi-
mately 5 hours into the preheating and between 5 and 8
hours this plastic strain resulted in a moderate increase in
the compressive stress. Three dwell periods accounted for
the temporary decrease of the compressive stress and the
three plateau regions of the equivalent plastic strain.
Although the maximum compressive stress in both models
was nearly the same, model S frequently showed lower
Figure 7. Time-dependent equivalent plastic strains determined from tensile failure at (a) point A at joint surface and (b) point B at
protruding part.
Figure 6. Distribution of the equivalent plastic strain generated from tensile failure (a) 3.6 hours into preheating, (b) at the end of
preheating, and (c) at the end of tapping. The figures show the joint surface from the front.
Figure 5. Distribution of the equivalent plastic strain from multi-
axial stresses after tapping for (a) model R and (b) model S.
Time [hours] Time [hours]
0.10
0.08
0.06
0.04
0.02
0.00
0.6
0.5
0.4
0.3
0.2
0.1
0.0
E
q
u
i
v
a
l
e
n
t
p
l
a
s
t
i
c
s
t
r
a
i
n
[
%
]
E
q
u
i
v
a
l
e
n
t
p
l
a
s
t
i
c
s
t
r
a
i
n
[
%
]
(a) (b)
(a) (b) (c)
(a) (b)
to model R. These results can be explained by the displace-
ment of the entire refractory lining, which was determined
from the difference between the total displacement of the
steel shell and the steel shell displacement solely due to
temperature (Figure 3b). Between 4 and 8 hours, the sharp
increase in the entire refractory lining displacement gave
n Model R
n Model S
n Model R
n Model S
0 2 4 6 8 0 2 4 6 8 10 12 14 16 18 20 22 10 12 14 16 18 20 22
Preheating
Preheating
Tapping Tapping
1.0 x10
-1
8.0 x10
-2
7.3 x10
-2
6.5 x10
-2
5.8 x10
-2
5.0 x10
-2
4.3 x10
-2
3.5 x10
-2
2.8 x10
-2
2.0 x10
-2
1.3 x10
-2
5.4 x10
-3
9.7 x10
-2
8.0 x10
-2
7.3 x10
-2
6.5 x10
-2
5.8 x10
-2
5.1 x10
-2
4.3 x10
-2
3.6 x10
-2
2.8 x10
-2
2.1 x10
-2
1.4 x10
-2
6.4 x10
-3
Equivalent
plastic strain
2.696 x10
-6
2.471 x10
-6
2.247 x10
-6
2.022 x10
-6
1.797 x10
-6
1.573 x10
-6
1.348 x10
-6
1.123 x10
-6
8.987 x10
-7
6.740 x10
-7
4.493 x10
-7
2.247 x10
-7
2.220 x10
-16
Equivalent plastic
strain from tensile
failure
3.594 x10
-4
3.295 x10
-4
2.995 x10
-4
2.696 x10
-4
2.396 x10
-4
2.097 x10
-4
1.797 x10
-4
1.498 x10
-4
1.198 x10
-4
8.985 x10
-5
5.990 x10
-5
2.995 x10
-5
2.220 x10
-16
Equivalent plastic
strain from tensile
failure
5.355 x10
-3
1.000 x10
-3
9.167 x10
-4
8.333 x10
-4
7.500 x10
-4
6.667 x10
-4
5.833 x10
-4
5.000 x10
-4
4.167 x10
-4
3.333 x10
-4
2.500 x10
-4
1.667 x10
-4
8.333 x10
-5
2.220 x10
-16
Equivalent plastic
strain from tensile
failure
Equivalent
plastic strain
A
B
RHI Bulletin > 1> 2012
> 43
values due to compliance of the insulation. Consequently,
the equivalent plastic strain in model S was less than that in
model R at the corresponding time.
The distribution of the equivalent plastic strain was also
compared for the working lining of both models after tap-
ping. The grey shaded areas indicate where the equivalent
plastic strain was larger than 0.08 (Figure 5). In each model,
the lower left corner of each brick (hot face) showed higher
equivalent plastic strains, and the lower part of the entire
working lining had a larger area with high equivalent plastic
strains. Compared to model R, model S showed a smaller
volume with equivalent plastic strains exceeding 0.08.
Tensile failure started at the protruding brick even as early
as 3.6 hours into the preheating time for both models (Fig-
ure 6a) but only lasted about 20 minutes (Figure 7a). As
shown in Figure 6b, nearly half of the radial joint surface
underwent tensile failure, which began at some distance
from the working lining hot face. The tapping caused much
more intense tensile failure at the lower corners of the pro-
truding bricks and the failure penetrated the entire brick in a
circumferential direction (Figure 6c and 7b). The reason for
these phenomena is the free expansion of the radial joint
surface and hot face of the working lining. Therefore,
spalling is predicted to happen at the radial joint surface at
the beginning of the preheating period and the cracks that
form would propagate at an angle of approximately 45
inclining to the hot face and at some distance from the edge
during the tapping from the electric arc furnace to the ladle.
Conclusions
Quantitative results regarding the irreversible plastic strains
and failure mechanisms in ladle working linings, with and
without insulation, were obtained from simulations that
incorporated the Mohr-Coulomb plasticity with tension cut-
off. The modelling indicates that shear and tensile failures
are inevitable in the lining concepts examined. Furthermore,
the positive effects of an insulation layer, for example main-
taining the liquid steel temperature by minimizing heat loss
from the steel shell and reducing the irreversible strain in
the working lining, are more beneficial than the negative
effects on the thermomechanical behaviour of the ladle.
References
[1] Totten, G., Funatani, K. and Xie, L. (Eds). Handbook of Metallurgical Process Design; Marcel Dekker Inc: New York, 2004.
[2] Zimmer. A., Lima, .N.C., Trommer, R.M., Bragana, S.R. and Bergmann, C.P. Heat Transfer in Steelmaking Ladle. Journal of Iron and Steel
Research, International. 2008, 15, No. 3, 1114.
[3] Rahm, C., Kirschen, M. and Kronthaler, A. Energy Savings Through Appropriate Ladle Lining Concepts. RHI Bulletin. 2008, No. 1, 3843.
[4] Min, Y. and Jiang, M. Exergy Analysis and Optimization of Ladle Furnace Refining Process. Journal of Iron and Steel Research, International.
2010, 17, No. 11, 2428.
[5] Glaser, B., Grnerup, M. and Sichen, D. Thermal Modeling of the Ladle Preheating Process. Steel Research International. 2011, 82, No.12, 1425
1434.
[6] Jin, S., Harmuth, H., Gruber, D., Auer, T. and Li, Y. Classification of Thermomechnical Impact Factors and Prediction Model for Ladle Preheating.
Journal of Wuhan University of Science and Technology. 2011, 34, No. 1, 2831.
[7] Auer, T., Gruber, D., Harmuth, H., Jin, S. and Kronthaler, A. Thermo-Mechanical Simulation of a Steel Ladle Process Cycle With Special Emphasis
on the Preheating Process. Presented at 54
th
International Colloquium on Refractories, Aachen, Germany, Oct., 1920, 2011.
[8] Jin, S., Harmuth, H., Gruber, D., Auer, T., Frchette, M-H. and Li, Y. Thermo-Mechanical Modeling of a Complete Steel Ladle Process. Presented
at UNITECR2011, Kyoto, Japan, Oct., 30Nov., 2, 2011.
[9] Chen, W.F. and Han, D.J. Plasticity for Structural Engineers; Springer-Verlag: New York, 1988.
[10] Abaqus 6.10 Analysis Users Manual; Dassault Systmes, Providence, USA, 2010.
[11] Gross, D. and Seelig, T. Fracture Mechanics: With an Introduction to Micromechanics; Springer-Verlag: Berlin, Heidlberg, 2006.
Acknowledgements
Financial support from the Austrian Federal Government and the Styrian Provincial Government (sterreichische Forschungsfrderungsgesellschaft
and Steirische Wirtschaftsfrderungsgesellschaft) within the K2 Competence Centre on Integrated Research in Materials, Processing and Product
Engineering (MCL Leoben) in the framework of the Austrian COMET Competence Centre Programme is gratefully acknowledged.
Authors
Shengli Jin, Chair of Ceramics, University of Leoben, Austria.
Dietmar Gruber, Chair of Ceramics, University of Leoben, Austria.
Harald Harmuth, Chair of Ceramics, University of Leoben, Austria.
Marc-Henri Frchette, Pyrotek Inc., Drummondville, Quebec, Canada.
Corresponding author: Shengli Jin, shengli.jin@unileoben.ac.at
44 <
Matthias Hck, Robert Sorger, Christoph Eglser and Gnter Deutsch
Consequences of REACH on the Use of Ceramic
Mineral Fibres
Introduction
Refractory ceramic fibre (RCF), a high-temperature insu-
lation wool, consists of several types of man-made vitre-
ous (silicate) fibres (i.e., aluminosilicate wool (ASW))
that are used for various high-temperature industrial
applications, including in the lining of metallurgical ves-
sels [1]. Additional high-temperature insulations, devel-
oped after RCF, are alkaline earth silicate wool (AES) and
polycrystalline wool (PCW). The advantage of all these
materials is they demonstrate high-temperature and
thermal shock resistance as well as low thermal conduc-
tivity. However, there are health concerns regarding RCF
since the fibres are small enough to penetrate deep into
the lungs. Although evidence linking these fibres to any
human disease has been questioned, in the late 1990s
RCFs of a particular size were classified as a carcino-
genic risk and any work involving these materials
became subject to more stringent control. Subsequently
in 2007, the European Union (EU) Regulation termed
Registration, Evaluation, Authorization and Restriction of
Chemicals (REACH) came into force requiring many
chemical substances on the market in Europe to be reg-
istered, and has resulted in concerns about the future
availability of certain high-temperature insulation wools.
REACH and the CLP Regulation
The REACH Regulation (EC) No. 1907/2006 requires
manufacturers and importers to gather specific data on
a chemical substance, including the potential health and
environmental hazards, and formally register this infor-
mation in the European Chemicals Agency (ECHA) data
base. Prior to this legislation there were a host of differ-
ent directives and regulations relating to chemical sub-
stances; however, the system did not generate sufficient
information about the effects concerning the majority of
existing chemicals (i.e., predating 1981) on human
health and the environment from the public authorities
perspective [2]. In addition to the focus on improving
health and environmental protection, an aim of REACH
is to enhance global competitiveness of the EU chemical
industry by requiring research and innovation into safer
substances. Furthermore, the regulation provides for the
progressive substitution of dangerous chemicals, when
suitable alternatives are identified.
REACH is very broad ranging, covering all substances
whether manufactured, imported, used as intermediates,
or placed on the market either on their own, in prepara-
tions, or in articles [2]. It is based on the idea that indus-
try is best positioned to assess the substances it manu-
factures and markets, shifting the burden of proof from
public authorities to manufacturers, importers, and users.
It also requires that the industry has certain knowledge of
the substance properties and how to manage potential
risks, with the goal that information on hazards and risks
will be passed both down and up the supply chain.
In addition to REACH, European authorities together
with national authorities introduced the regulation on
classification, labelling, and packaging of chemicals (CLP
Regulation), which completely replaced the Dangerous
Substance Directive in 2010 and after a transitional
period will replace the Dangerous Preparations Directive
by 2015. The CLP Regulation is the European version of
the United Nations Globally Harmonized System of Clas-
sification and Labelling of Chemicals (GHS), which aims
to standardize labelling and the description of hazards
worldwide.
It is a comprehensive approach to [3]:
>> Describe the health, physical, and environmental haz-
ards of chemicals.
>> Create a classification process that uses available infor-
mation on chemicals (e.g., REACH data) for comparison
with defined hazard criteria.
>> Define communication measures for hazard information,
as well as protective measures in the form of labels and
Material Safety Data Sheets (MSDS).
REACH Registration of Fibre Materials and
Classification in the CLP Regime
In line with the REACH Regulation, manufacturers and
importers of RCF/ASW, AES, and PCW submitted a joint
registration dossier prior to the 2010 deadline, which
enables these materials to currently be used on the
European market. However, due to the material proper-
ties of RCF/ASW, the registration of these substances
will be subject to additional investigations. The reason
for this is RCF/ASW were previously classified by the
International Agency for Research on Cancer and the
EUs Dangerous Substance Directive as a carcinogen cat-
egory 2, which means substances that should be
regarded as if they are carcinogenic to humans [4].
Under the new CLP Regulation this is equivalent to a
carcinogen category 1B Known or presumed human
carcinogen; presumed to have carcinogenic potential for
humans, classification is largely based on animal evi-
dence. As a consequence, RCF/ASW have been listed
under the EC index number 650-017-00-8 in Annex I of
the Dangerous Substances Directive and under Annex VI
part 3 table 3.1 of the new CLP Regulation, which speci-
fies that the information depicted in Figure 1 is required
on the label.
In contrast, AES was exempted from classification as a
carcinogen after scientific assessment [4] since it fulfils
the exoneration criteria of the European Dangerous Sub-
stances Directive based on biopersistence tests or long-
term animal studies. This means the fibres are suffi-
ciently soluble in vivo (i.e., biosoluble). Since AES fibres
containing > 18 wt.% alkali and earth alkali metal oxides
are not considered to be carcinogenic, they are
RHI Bulletin > 1> 2012, pp. 4449
RHI Bulletin > 1> 2012
> 45
increasingly being used as a substitute for RCF/ASW and
although they did not tolerate such high temperatures
as RCF, the difference between the possible application
temperatures is decreasing, or in some cases no longer
exists, due to extensive AES product development. How-
ever, for an international acting company like RHI it is
important to be aware that AES fibres have not been
evaluated by the International Agency for Research on
Cancer or US authorities to date [5], especially since RCF
and AES have been found to produce very similar expo-
sure concerns during manufacture and use [6].
PCW were not classified prior to the registration, and
self-classification led to the conclusion that this material
type is not hazardous. However, the ECFIA, which repre-
sents the European high-temperature insulation wool
industry, has highlighted that in Germany under TRGS
905 providing technical guidance on worker protection
(supplementing or extending Annex 1 of the EU Danger-
ous Substance Directive) fibrous dusts emanating from
the handling of PCW are classified as Category K3:
namely cause concern for man owing to possible carci-
nogenic effects but in respect of which the available
information is not adequate for making a satisfactory
assessment [4]. ECFIA also stated that although the
TRGSs are not laws they are technical rules/recommen-
dations that have a quasi-legal status.
Fibre-Related Issues Concerning ASW/RCF
The problematic status regarding the danger of RCF/
ASW has a long history and arises from the similarities
between man-made fibres and asbestos. This has
resulted in high-temperature insulation fibres being
more extensively tested than any other material [4].
Prior to REACH and CLP, RCF was classified as carcino-
gen category 2. However, any doubts regarding the
accuracy of this classification, since it has not been
confirmed as a human carcinogen [7], and new data
presented by the manufacturers did not influence the
subsequent process resulting in certain RCF/ASW and
zirconia aluminosilicate RCFs being included on the
candidate list of substances of very high concern
(SVHC) and a potential authorization requirement. A
main factor resulting in inclusion on the list is the fibre
structure. The important properties in this context are
fibre length, diameter, and bioavailability (i.e., degrada-
tion rate in biological fluids) [8]. In humans, fibres with
a diameter of > 3 m are essentially nonrespirable,
whereas the greatest pulmonary deposition occurs for
fibres with a diameter of ~ 1 m and a length of ~ 8
m. Subsequent clearance of deposited fibres (i.e., bio-
solubility) is also a function of the length to diameter
ratio. Fibres with a length smaller than the diameter of
macrophages (i.e., 15 m) are phagocytized and
removed, either by transport via the mucociliary sys-
tem or to local lymph nodes. [8,9]. However, dust parti-
cles with a length to diameter ratio exceeding 3:1, and
a length longer than 5 m and a diameter smaller than
3 m, so called WHO-Fibres, are considered health
critical. In the case of RCF/ASW, fibrous dusts can be
emitted that include fibres complying with the WHO
definition.
Possible REACH Authorization Requirement
for Fibre Materials
Authorization Procedure
Authorization from the ECHA will be required to use
and place SVHC on the market. The authorization
applies to substances that are carcinogenic, mutagenic,
or toxic for reproduction and/or persistent, bioaccumu-
lative, and toxic [2]. As previously described, the RCF/
ASW fall into the category of potential carcinogenic
products.
Authorization is the means by which SVHC can be reg-
ulated centrally in a manner that ensures the risks
related to their actual uses are assessed, considered,
and the availability decided upon by the European
Community. The aim of authorization is to ensure that
substances are progressively replaced by suitable alter-
native substances, where economically and technically
viable. Applicants for authorization will have to include
plans in the authorization application to replace the use
of the SVHC with a safer alternative or, if no safer alter-
native exists the applicant must argue the socio-eco-
nomic benefit of the substance use [2]. As of January
2012, there are 73 SVHC nominated for a future author-
ization requirement [10]. This list will be extended con-
tinuously. However, once a substance has been
included on the candidate list it will never be removed.
As a result, inclusion in the authorization process is
only a question of time.
Figure 1. Labelling required for (a) carcinogen category 2 materi-
al under the EU Dangerous Substances Directive and (b) catego-
ry 1B under the CLP Regulation [4].
(a)
(b)
RHI Bulletin > 1> 2012
46 <
Fibre Materials and Authorization
On the initiative of a Member States Competent Author-
ities (CA) for the REACH process, two specific types of
RCF/ASW products were included on the SVHC candi-
date list in January 2010. The candidate list was subse-
quently extended on December 19, 2011, to include a
further two RCF/ASW substances. The information nec-
essary for the inclusion in the SVHC candidate list was
stated in a Member States dossier. ECHA published an
exact definition of the fibre substances included in the
candidate list (Table I).
Industry experts and independent scientists have com-
plained that there are several important errors and
issues in the Member States dossier including:
>> Classification as a substance: Ceramic fibres do not fit
the official definition of a substance. According to the
REACH legal definition substances are a chemical ele-
ment and its compounds in the natural state or obtained
by any manufacturing process, including any impurities
and additives necessary to preserve its stability [11].
>> Stated worker exposure and risk management measures
(RMM) regarding the production and use of ASW/RFC:
Industry experts found a discrepancy between the RMM
stated in the Member States dossier and those currently
used in the production and use of the fibres.
Regardless of the concerns raised by manufactures and
downstream ceramic fibre user associations (e.g., PRE), and
the errors in the Member State dossier, inclusion in the
SVHC candidate list has occurred and triggers a sequence
of obligations. These include:
>> General aspects like providing a Material Safety Data
Sheet where the product composition, hazardous
properties, and workers protection measures have to be
described.
>> Required notification of articles containing the sub-
stance in a concentration above 0.1 wt.% to the ECHA.
>> An authorization process may be necessary in the future
and in this case substitution will become obligatory for
the industry.
It is the authorization requirement that will have the
most significant effect on fibre producers and users in
the future, since the impact of such an authorization pro-
cess for the industry will be the search for feasible alter-
natives.
Planning for Substitution
One of the fundamental aims of authorization is the
replacement of the SVHC listed in Annex XIV of REACH
by suitable alternatives or techniques that are economi-
cally and technically feasible (Figure 2). If in the future a
substitution becomes necessary it will require [2]:
>> An analysis of alternatives: It is a required element in
authorization applications and provides the basis to
assess whether alternative substances or techniques are
available.
>> Whether the transfer to alternatives would result in
reduced overall risks to human health and the environ-
ment.
>> The technical and economic feasibility of alternatives.
>> A substitution plan: Where the analysis of alternatives
shows that suitable alternatives are available.
A granted authorization will be subject to a time-limited
review. The duration of this review period will be deter-
mined on a case-by-case basis. The authorization is also
bound to a 50000 fee per substance, use, and applicant.
Table I. Description of ceramic fibres on the SVHC candidate list [10]. All materials have the index number 650-017-00-8 in Annex VI,
part 3, table 3.1 of Regulation (EC) No. 1272/2008 of the European Parliament and of the Council of 16 December 2008 on classifica-
tion, labelling and packaging of substances and mixtures.
Substance name Description
Fibres fulfil the following conditions
Inclusion date
Zirconia aluminosilicate RCF >> Oxides of aluminium, silicon and zirconium are the main components present (in the fibres) within
variable concentration ranges
>> Fibres have a length weighted geometric mean diameter less two standard geometric errors of 6 m
>> Alkaline oxide and alkali earth oixde (Na
2
O+K
2
O+CaO+MgO+BaO) content 18 wt.%
19/12/2011
Aluminosilicate RCF >> Oxides of aluminium and silicon are the main components present (in the fibres) within variable
concentration ranges
>> Fibres have a length weighted geometric mean diameter less two standard geometric errors of 6 m
>> Alkaline oxide and alkali earth oxide (Na
2
O+K
2
O+CaO+MgO+BaO) content 18 wt.%
19/12/2011
Aluminosilicate RCF >> Al
2
O
3
and SiO
2
are present within the following concentration ranges:
Al
2
O
3
43.547 wt.%, and SiO
2
49.553.5 wt.%, or Al
2
O
3
45.550.5 wt.%, and SiO
2
48.554 wt.%
>> Fibres have a length weighted geometric mean diameter less two standard geometric errors of 6 m
13/01/2010
Zirconia aluminosilicate RCF >> Al
2
O
3
, SiO
2
and ZrO
2
are present within the following concentration ranges:
Al
2
O
3
3536 wt.%, and SiO
2
47.550 wt.%, and ZrO
2
1517 wt.%
>> Fibres have a length weighted geometric mean diameter less two standard geometric errors of 6 m
13/01/2010
RHI Bulletin > 1> 2012
> 47
Timeline for a Possible Authorization
As previously described, once a substance is listed as a
candidate SVHC it will never be removed. The require-
ment to apply for authorization depends on the prioriti-
zation process and the subsequent inclusion in Annex
XIV of the REACH regulation. This process is very much
dependent on the inherent substance properties and in
the case of RCF/ASW relates to the carcinogenic poten-
tial. According to current information, substances with
persistent, bioaccumulative, and toxic properties will be
prioritized. At the moment it is not possible to reliably
estimate how long RCF/ASW fibres can be used for with-
out an authorization; however, RHI is committed to
replacing the RCF/ASW products in various applications.
The following examples describe where such substitu-
tions have already been successful or are being actively
evaluated. Table II details some of the currently used
alternatives to RCF/ASW.
RCF/ASW Substitution
AES (Organic fibres)
PYROSTOP ROPE 1012 PYROSTOP ROPE SW 1200
PYROSTOP FORM 1260 PYROSTOP FORM SW 1250
PYROSTOP BOARD 1260 PYROSTOP BOARD SW 1260
Table II. Examples of RCF/ASW alternatives currently used by RHI.
Figure 2. Flow chart of the REACH authorization and the substitution process.
Substance is listed in
Annex XIV of REACH
R&D plans
Submission or submit
scientific report:
No Safer Alternative Available
Substitution plan
Socio-economic analysis
benefits outweigh risk
Assess suitable
alternatives
Assess suitable
alternatives
Is the risk during
production/use adequately
controlled?
Prioritization process
Member State
consultation
No
No No
Yes
Yes
Yes
Yes
Identification as a
substance of
very high concern
Authorization
application
Time limited
For each use
Review case-by-case
Market
exit
RHI Bulletin > 1> 2012
48 <
Insulation and Gasket Applications in the Steel
Industry
Steel Treatment Ladles
Good insulation is an important part of the layered refrac-
tory lining in a ladle (Figure 3) [12,13]. The steel shell has to
be protected from high temperatures coming from the liq-
uid steel inside the ladle. If the insulation does not work
properly there is a risk of the steel shell being deformed,
added maintenance for the shell, loss of containment, and
disruption of operations.
Apart from low thermal conductivity, the ability to maintain
dimensional stability over multiple campaigns in the ladle is
a key parameter for the correct choice of the insulating
material. Compression of the insulation layer can lead to
shifting of the wear lining, joint opening, and vertical cracks
(Figure 4).
RCF/ASW-carton material (e.g., PYROSTOP CARTO), with a
temperature resistance of up to 1250 C, has been one of
the best choices for this application in the past. Up to now,
a biosoluble version of this type of material has not been
able to achieve the same resistance against the combined
high thermal and compressive loads. The main alternative
is currently a vermiculite-based brick, but it has a higher
thermal conductivity. Therefore, research into alternative
insulating materials is currently underway.
Ladle Covers
In the case of ladle covers and roofs for ladle preheaters,
easy to install KONTIBLOCK fibre bricks are a popular
choice. However, especially in the case of ladle covers
where there is minimal distance to the liquid steel and slag,
a layer of high-alumina mix is recommended to protect
such biosoluble materials from disintegration. Alternatively,
lining with high-insulating castables can be performed.
Tundish
In regard to the achievable sequence length and process
safety, tundish insulation is of major importance to prevent
heat loss. An appropriate insulation design results in slower
heating up of the steel shell and efficient tundish use (Fig-
ure 5). RCF/ASW boards are well established for
this application because they are quick and easy to install.
Aiming for minimum thickness enables a slim design of the
entire lining and maximum tundish volume. Alternatives to
ceramic fibre board insulation include insulating bricks or
insulating gunning mixes. However, biosoluble fibre materi-
als can also be considered for the tundish application
because typical temperatures in the installation area are
below the application temperature of biosoluble fibre mate-
rials.
Figure 4. (a) cross section through a ladle depicting the multiple
lining layers and (b) effect of compressed insulation layer on the
wear lining.
(a)
Steel shell
Permanent lining
Insulation layer
Working lining
Backfilling mix
Figure 5. Heat transfer curve of two tundish lining concepts.
1600
1400
1200
1000
800
600
400
200
0
1100 C
1550 C
910 C
685 C
600 C
290 C 220 C
218 C
288 C
Wear lining
Wear lining
Insulation
Insulation
Shell
Shell Permanent lining
Permanent lining
0 40 80 120 160 200 240 280
Material thickness [mm]
T
e
m
p
e
r
a
t
u
r
e
[
C
]
n ANKERTUN 217
DIDURIT B83
PYROSTOP BOARD 1260
n ANKERTUN 217
DIDURIT B83
PYROSTOP CARTO 125
Figure 3. SIMU-THERM heat flow simulation of the temperatures
across the various lining materials and steel shell for a ladle dur-
ing operation.
1800
1600
1400
1200
1000
800
600
400
200
0 50 100 150 200 250
Thickness [mm]
T
e
m
p
e
r
a
t
u
r
e
[
C
]
960 C
1080 C
B
a
c
k
f
l
l
i
n
g
m
i
x
2
2
3
3
Steel High-alumina
permanent lining
MgO-C wear lining
worn to 100 mm
I
n
s
u
l
a
t
i
o
n
1 Steady state temperature [C]
2 Maximum transient temperature [C]
3 Minimum transient temperature [C]
1
1
1, 2, 3
(b)
Compressed insulation layer
Shifted working lining
Shifted backfilling mix
Shifted permanent lining
Steel shell
Open joints
RHI Bulletin > 1> 2012
> 49
Isostatically Pressed Products
Thermal insulations and preformed gaskets for isostatically
pressed products, used in the steel continuous casting pro-
cess, are characterized by their high-temperature stability,
low thermal conductivity, and required flexibility. Tradition-
ally, RCF/ASW has been the base material for blankets and
formed shapes utilized for:
>> Sealing between the steel ladle collector nozzle and ladle
shroud (Figure 6a).
>> Insulation of submerged nozzles (Figure 6b and c).
>> Sealing between the tundish nozzle and submerged entry
shroud.
Anticipating potential restrictions in relation to the applica-
tion and handling of RCF/ASW-containing insulations and
formed shapes, RHI extended its product portfolio to include
fully biosoluble AES and thereby provides full flexibility for
all customer-specific requirements. RHIs DELTEK Eco Insula-
tion and DELTEK Eco Gasket show excellent high-tempera-
ture performance characteristics, whilst also satisfying all
demands imposed by the European regulatory requirements.
Conclusion
RHI has to carefully monitor the further developments
regarding the impact of REACH legislation on the status and
availability of high-temperature insulation wools. In steel
applications RHI is well prepared to provide environmentally
and user-friendly solutions, although for some applications
further development of fibre materials is necessary. Thereby
a possible authorization process will neither lead to an inter-
ruption in supply nor to a decrease in lining quality.
References
[1] http://www.hse.gov.uk/foi/internalops/fod/oc/200-299/267_3v2.pdf
[2] REACH in Brief. Environment Directorate General, European Commission, Brussels, October 2007.
[3] A Guide to the Globally Harmonized System of Classification and Labelling of Chemicals (GHS). http://www.osha.gov/dsg/hazcom/ghs.html
[4] www.ecfia.eu/has_cal.htm
[5] Linnainmaa, M., Kangas, J., Mkinen, M., Metsrinne, S., Tossavainen, A., Sntti, J., Veteli, M., Savolainen, H. and Kalliokoski, P. Exposure to
Refractory Ceramic Fibres in the Metal Industry, Ann. Occup. Hyg. 2007, 51, No. 6, 509516.
[6] Class, P., Deghilage, P. and Brown, R. Dustiness of Different High-Temperature Insulation Wools and Refractory Ceramic Fibres. Ann Occup Hyg.
2001, 45, No. 5, 381384.
[7] Synthetic Mineral Fibres (SMF) and Occupational Health Issues Position Paper. Prepared by Australian Institute of Occupational Hygienists
Exposure Standards Committee, Tullamarine, October 2011.
[8] Recommendation From the Scientific Committee on Occupational Exposure Limits for Refractory Ceramic Fibers. SCOEL/SUM/165, October
2010.
[9] Mast, R., Maxim, L., Utell, J. and Walker, A. Refractory Ceramic Fiber: Toxicology, Epidemiology, and Risk Analyses A review. Inhal Toxicol.
2000, 12, 359399.
[10] ECHA Website - Candidate List of Substances of Very High Concern for Authorisation. http://echa.europa.eu/chem_data/candidate_list_en.asp
[11] http://www.reachonline.eu/REACH/EN/REACH_EN/article3.html
[12] Maupin, M. Insulation of Steel Ladles. AISTech 2004 Proceedings (vol. I), Nashville; USA, 2004; pp. 12151220.
[13] Rahm, C., Kirschen, M. and Kronthaler, A. Energy Savings Through Appropriate Ladle Lining Concepts. RHI Bulletin. 2008, No. 1, 3843.
Authors
Matthias Hck, RHI AG, Steel Division, Vienna, Austria.
Robert Sorger, RHI AG, Steel Division, Vienna, Austria.
Christoph Eglser, RHI AG, Steel Division, Vienna, Austria.
Gnter Deutsch, RHI AG, Technology Center, Leoben, Austria.
Corresponding author: Gnter Deutsch, guenter.deutsch@rhi-ag.com
Figure 6. (a) ladle collector nozzle and ladle shroud, (b) monotube, and (c) thin slab submerged entry nozzle.
(a) (b) (c)
Gasket
Insulation
50 <
Thomas Drnek and Michaela Seelig
Resource EfficiencyGlobal Context, European
Policy Initiatives, and RHIs Responses
Triggered by growing energy and raw material prices, a high dependency on certain critical
raw materials only available from a few countries, as well as rising demand for resources
globally, resource efficiency is gaining increasing importance. In the past couple of years, the
European Union has been focusing on this issue and has come up with a variety of policy
approaches and initiatives that deal with sustainable ways to use resources and render eco-
nomic growth more resource efficient. Industry plays a crucial role in this context, and RHI
contributes to resource efficiency by, inter alia, applying sustainable and innovative sourcing
methods, reducing the specific energy consumption for magnesia sintering, and continuous
process improvements.
Resource Efficiency in a Global Context
Resource efficiency is becoming ever more relevant in the
context of rising energy and raw material prices on a
global level and the high dependency on some critical
industrial raw materials with limited geographical availa-
bility. Global trends such as population increases and ris-
ing resource demands, especially in emerging economies
such as China, India, and Brazil, are further giving impe-
tus to the development of ways to source and use
resources as sustainably and efficiently as possible. The
world population will grow from 6 billion in 2000 to 910
billion in 2050, which is equivalent to an increase of 50%.
Even if constant raw material consumption per capita is
assumed, by 2050 the total raw material consumption will
have increased 50% [1]. Furthermore, given the fact that
European Union (EU) legislation regarding energy and
environmental issues is manifold with ambitious reduc-
tion targets for CO
2
, other industrial emissions and
energy efficiency issues as well as resource efficiency
have become ever more relevant during the last decades.
Figure 1 illustrates global resource extraction (only eco-
nomically used extraction) per capita in 1980 and 2008 for
the major material categories (i.e., metals, fossil fuels,
industrial and construction minerals, and biomass) [2]. In
2008, the highest per-capita resource extraction was
observed for Oceania, an increase of 21% compared to
1980. North America ranked second in 2008 with 26.1
tonnes per capita, due to high extraction levels of indus-
trial minerals, fossil fuels, and biomass; however, the
amounts were lower than in 1980. The developing
regions of Africa and Asia were characterized by the low-
est per capita numbers in 2008, with 5 and 9 tonnes per
capita, respectively. The world average per capita extrac-
tion increased from 8.6 tonnes in 1980 to 10.1 tonnes in
2008, equivalent to 17%. Concurrently, Europe decreased
its resource extraction between 1998 and 2008.
Figure 2 illustrates the development of world gross
domestic product (GDP) between 1960 and 2008, which
grew six times during this period, whereas GDP per cap-
ita only increased very slightly. In comparision, alumin-
ium production grew around four times, while copper
and zinc increased at a lower level between 1960 and
2008.
Figure 2. World development of gross domestic product, popula-
tion, gross domestic product per capita, and aluminium, copper,
and zinc production levels from 1960 to 2008. The US$ figures
are based on equivalent values in 2008 [3].
70
60
50
40
30
20
10
0
1960 1965 1970 1975 1980 1985 1990 1995 2000 2005 2008
Year
W
o
r
l
d
G
D
P
[
U
S
$
t
r
i
l
l
i
o
n
]
;
W
o
r
l
d
p
o
p
u
l
a
t
i
o
n
[
b
i
l
l
i
o
n
p
e
o
p
l
e
]
;
G
D
P
p
e
r
c
a
p
i
t
a
[
U
S
$
t
h
o
u
s
a
n
d
]
;
M
e
t
a
l
p
r
o
d
u
c
t
i
o
n
[
m
i
l
l
i
o
n
t
o
n
n
e
s
]
Figure 1. Global resource extraction per capita by world region
for 1980 and 2008 [2].
60
50
40
30
20
10
0
1980 2008 1980 2008 1980 2008 1980 2008 1980 2008 1980 2008 1980 2008
Africa Asia Average
world
total
Europe Latin
America
North
America
Oceania
T
o
n
n
e
s
p
e
r
c
a
p
i
t
a
n Metals
n Fossil fuels
n Industrial and construction materials
n Biomass
RHI Bulletin > 1> 2012, pp. 5054
n World GDP
n World Population
n GDP per capita
n Copper
n Aluminium
n Zinc
RHI Bulletin > 1> 2012
> 51
European Union Policy Initiatives
The policy responses by the EU to the challenges of
resource efficiency are manifold and can be found in a
wide variety of policy initiatives. Already in its communi-
cation The raw materials initiative meeting our critical
needs for growth and jobs in Europe [4], published in
November 2008, and its follow-up communication in
2011, titled Tackling the challenges in commodity mar-
kets and on raw materials [5], the European Commis-
sion highlighted that increasing resource efficiency, pro-
moting recycling, and thereby reducing the EUs primary
raw materials consumption, needed to be one of three
pillars to achieve raw material supply security in the long
term.
Under the Europe 2020 strategy for growth, which was
adopted by the European Council in 2010, resource effi-
ciency is one of seven flagship initiatives [6] to generate
employment opportunities and growth in Europe as well
as boost competitiveness. In September 2011, the Euro-
pean Commission subsequently published its Roadmap
to a resource efficient Europe [7], presenting a strategic
policy framework on how to achieve a more sustainable
way to use resources and make economic growth
resource efficient.
The main objective of the Commissions roadmap is to
achieve a competitive European economy by producing
more with less resource use and input. By 2013, the Euro-
pean Commission aims to establish resource efficiency
targets together with stakeholders and conduct impact
assessments of the corresponding measures. Indicators
will be developed in order to measure progress in
improving resource efficiency. The European Commission
aims to use a lead indicator, complementary macro indi-
cators, and theme-specific indicators. To emphasize the
material resource aspects of resource efficiency, resource
productivity calculated as GDP divided by domestic mate-
rial consumption (expressed in euro/tonne) was proposed
as the provisional lead indicator: This is the inverse of the
term intensity of use (IU), which is widely used to refer
to the quantity of material used to produce goods and
services. The complementary indicators will include
water, land, materials, and carbon [7].
The way forward outlined in the roadmap is to provide
incentives for companies and consumers to change con-
sumption patterns and promote resource-friendly pro-
duction and products. Life cycle approaches, increased
recycling, the phasing out of environmentally harmful
subsidies, and shifting taxation away from labour to
boost employment and economic growth are also pivotal
in the roadmap [7].
In a draft report from March 2012, the European Parlia-
ments Environment, Public Health, and Food Safety
Committee supported the Commissions approaches to
decouple economic growth from resource use, however
stated that it does not reflect the necessary sense of
urgency [8] and that it would like to see even clearer
and more concrete steps and targets regarding several
issues.
The European Innovation Partnerships (EIPs) were intro-
duced in 2010 [9] and are launched when the combined
innovative and research input from the private and pub-
lic sectors is required to rapidly and efficiently tackle
major societal challenges. In its recently published Mak-
ing raw materials available for Europes future well-being
proposal for a European innovation partnership on raw
materials, the European Commission recognized that
innovation is an essential precondition and key driver to
improve efficient resource use and sustainable raw mate-
rial supply, as well as maintain and improve the competi-
tiveness of the EU industry. Furthermore, the Commis-
sion highlighted the importance of innovation along the
entire raw materials value chain, and that a comprehen-
sive approach is required to address the various chal-
lenges the EU will face in the future [10].
To give impetus to the process, and speed up research
efforts and breakthrough technologies, the European
Commission proposed concrete targets in this context
that should be achieved by 2020, such as [10]:
>> European standardized statistical instruments for the
survey of resources and reserves (land and marine)
and a three-dimensional geological map.
>> A dynamic modelling system linking trends in supply
and demand with economical exploitable reserves
and a full life cycle analysis including an assessment
of the environmental, economic, and social impacts
of various scenarios.
>> Up to 10 innovative pilot actions (e.g., demonstration
plants) for exploration, extraction and processing, col-
lection, and recycling.
>> Substitutes for at least three key applications of criti-
cal and scarce raw materials.
>> A network of research, education, and training cen-
tres on sustainable mining and materials manage-
ment (M), whilst ensuring appropriate coordination
with the possible European Institute of Innovation
and Technology (EIT) - Knowledge and Innovation
Community (KIC) on sustainable exploration, extrac-
tion, processing, and recycling.
>> Enhanced efficiency in material use and in prevention,
reuse, and recycling of valuable raw materials from
waste streams, with a specific focus on materials hav-
ing a potentially negative impact on the environment.
>> Identified opportunities and develop new ideas for
innovative raw materials and products with market
potential.
>> A proactive strategy of the EU in multilateral organi-
zations and in bilateral relations, such as the US,
Japan, Australia, in the different areas covered by the
EIP.
These targets should also provide adequate follow-up
and will enable functioning of the EIP to be monitored,
including the results achieved and the work to be per-
formed in the future.
RHIs Contribution to Increased Resource
Efficiency
Sustainable Magnesite Mining
Resource efficiency has to take place at all stages and in
all processes of the entire material flow, starting with the
sustainable mining of raw materials. This means exploit-
ing the deposits and the existing infrastructure in an
RHI Bulletin > 1> 2012
52 <
optimal way, avoiding selective mining of high grade
material, and using as much of the material possible.
According to the principles of sustainable mining, RHI
uses sustainable and innovative methods to ensure long
term raw material self-sufficiency whilst at the same time
minimizing environmental impact. This means precise
deposit reconnaissance and adapting sourcing methods
as well as surveying the changing excavation areas in
the underground mines and if necessary adaptation and
new product development. A long term mine map con-
tributes to sustainable planning of raw material sourcing.
Sustainability and Resource Efficiency in Magnesia
Sintering
After raw material extraction, RHI analyses material
flows from the mine to the final raw material product,
which is the input material for refractory production,
with the aim of optimizing material consumption and
minimizing environmental impact.
Figure 3 illustrates the complexity of raw material refin-
ing and details the multiple technical processes
Figure 3. Flow diagram of the various processes required from raw material extraction to the refined raw material product [11].
Mill
U leach
Calcine
Refining
Calcination
Base metals
concentration
Ni
concentra-
tion
Gravity
separation
Solvent
extraction
Precipita-
tion
Coal
wash
Calcine
Electro-
fuse
Concentrate
products
Concentrate
products
Concentrate
products
Concentrate
products
Concentrate
products
Smelter
refining
Smelter
refining
Smelter
refining
Smelter
refining
SX/EW
refining
Dead
burn
Ore
product
Ore
product
Ore
product
Product
upgrade
Digestion Wash
Mill
Crush
Refined product
Mill
Cyanide
leach
Au
recovery
Refining
Gravity
separation
Mineral
sands
Uranium and
Cu/U ores
Mg, Cr, Mn
ores
Cu, Zn, Pb
ores
Cu/Au
ores
Au
ores
Ni
ores
Dredging Open cut
Open cut
and under-
ground
Open cut and underground
Fe
ores
Open cut
Al
ores
Open cut
Coal
Open cut
and under-
ground
Cu concen-
trates
Cu ores
Solids
from
Cu/U ore
Heavies
from
Cu/Ag
ores
RHI Bulletin > 1> 2012
> 53
required to generate a variety of different raw materials.
The wide variance in the processes makes it necessary
to analyse each individual step separately. Therefore,
general approaches to process optimization are not
successful, but rather multiple life cycle tools are neces-
sary.
Innovative Filter Systems
With the aim of optimizing energy application, all areas
ranging from product development, production pro-
cesses, and supply chain, to the use of refractory mate-
rials at RHIs customers are constantly subject to pro-
cess improvements. In addition, the application of opti-
mal kilns, furnaces, and energy sources as well as opti-
mizing energy costs by achieving the lowest specific
energy consumption per energy source is integral in
RHIs strategy to increase energy efficiency.
If the example of firing magnesite to produce sinter
magnesia (or dead burned magnesia) is examined,
RHIs most commonly used input material for refractory
production, it is immediately evident that a burning pro-
cess combined with a sintering process, running at tem-
peratures in the range of 1600 C up to 2000 C, is
energy intensive. In terms of costs and emissions, it is
in the interest of the process owner to have the lowest
energy consumption possible and hence increase
energy efficiency. An example of where RHI has simul-
taneously increased resource efficiency and reduced
emissions is the recently installed innovative filter sys-
tem at its plant in Breitenau (Austria).
Energy is the most important cost factor for magnesia
sintering. Therefore, one focus of a magnesia sinter
plant is reduction of the specific energy consumption
for the burning process. However, if this approach has
been used and all the physical and thermic potentials
are exhausted, it is easy to see that the possibility for
further improvements in energy efficiency in such high
temperatures processes is limited. Nevertheless, in
some cases further improvements are possible. In the
Breitenau plant, a preheater for raw magnesite was
installed, which leads to a natural gas reduction of
350000 m
3
; corresponding to the annual natural gas
consumption of 180 households or 700 tonnes of CO
2
.
Through this process, energy efficiency is increased by
2%, which is an important step considering specific
energy consumption had previously been optimized.
Typically, industrial processes emit dust. This dust
emission can be reduced by technical equipment. In the
past (i.e., 1970s) only cyclones and electrostatic precipi-
tators were available. With such equipment, the reduc-
tion of dust emissions was in the range of up to 90%.
However, new technology developments in the dust
separation process have resulted in bag filter systems
that can operate at higher temperatures. Such bag fil-
ters are manufactured from Teflon and can function at
temperatures up to 250 C. With these filter systems,
the dust emissions can be reduced by 99%. The newly
installed bag dust filters in the Breitenau plant achieve
these emission reductions (Figure 4) and the dust,
which results from the burning of magnesite to become
sinter magnesia, is recycled and refed into the produc-
tion process, which helps decrease raw material use.
Increasing Resource Efficiency at RHIs
Customers
RHI constantly aims for optimal product performance
and reducing the energy consumption of customer pro-
cesses. The development of new materials during the
last decades has led to a considerable decrease in the
specific consumption of refractory products. Today, for
example, steel is produced using significantly lower
amounts of refractory material compared to 1950
(Figure 5).
Use of Secondary Materials
The use of secondary materials is an essential aspect of
RHIs raw material strategy as recycling refractory mate-
rials compensates for rising energy prices, preserves
resources, and significantly helps to reduce the CO
2
footprint and energy use, since the high temperature
raw material processing is eliminated.
Figure 4. Comparison of the old electrostatic precipitator and the
new bag filter dedusting systems at RHIs magnesia sintering
plant in Breitenau (Austria). The relative emissions achieved are
compared to the legislative limits.
120
100
80
60
40
20
0
R
e
l
a
t
i
v
e
e
m
i
s
s
i
o
n
s
[
%
]
Bag filter Electrostatic precipitator
n Government limit
n Actual
Figure 5. Specific consumption of refractories from 19502008 [12].
Year
70
60
50
40
30
20
10
0
k
g
r
e
f
r
a
c
t
o
r
i
e
s
/
t
o
n
n
e
p
r
o
d
u
c
t
1950 1980 2000 2008
n Steel
n Glass
n Cement
RHI Bulletin > 1> 2012
54 <
References
[1] Drnek, T. Lecture Mineral Economics: 2. Introduction, University of Leoben, Austria.
[2] SERI Global Material Flow Database. 2011 Version. www.materialflows.net
[3] Drnek, T. Lecture Mineral Economics: 2. Introduction, University of Leoben, Austria. (Aggregated data from World Bank and U.S Geological
Survey (USGS)).
[4] The Raw Materials Initiative Meeting Our Critical Needs for Growth and Jobs in Europe. Communication From the Commission to the
European Parliament and the Council. COM(2008) 699. SEC (2008) 2741, Ed.; EU-Commission, Brussels, 2008.
[5 Tackling the Challenges in Commodity Markets and on Raw Materials. Communication From the Commission to the European Parliament, the
Council, the European Economic and Social Committee and the Committee of the Regions. COM(2011) 25 final, Ed.; EU-Commission, Brussels,
2011.
[6] A Resource-Efficient Europe - Flagship Initiative Under the Europe 2020 Strategy. Communication From the Commission to the European
Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. COM(2011) 21, Ed.; EU-Commission,
Brussels, 2011.
[7] Roadmap to a Resource Efficient Europe. Communication From the Commission to the European Parliament, the Council, the European
Economic and Social Committee and the Committee of the Regions. COM(2011) 571 Final, Ed.; EU-Commission, Brussels, 2011.
[8] Draft Report on a Resource-Efficient Europe. Committee on the Environment, Public Health and Food Safety. (2011/2068(INI)), European
Parliament, Brussels, 2012.
[9] Europe 2020 Flagship Initiative. Innovation Union. Communication From the Commission to the European Parliament, the Council, the
European Economic and Social Committee and the Committee of the Regions. COM(2020) 546 Final, Ed.; EU-Commission, Brussels, 2010.
[10] Making Raw Materials Available for Europes Future Well-Being. Proposal for a European Innovation Partnership on Raw Materials.
Communication From the Commission to the European Parliament, the Council, the European Economic and Social Committee and the
Committee of the Regions. COM(2012) 82 final, Ed.; EU-Commission, Brussels, 2012.
[11] Petrie, J. Life Cycle Approaches: Translating Life Cycle Thinking into Strategy and Action Plans for the Mining, Minerals and Metals Sector.
Presented at Euromines Internal Workshop on the Use of Life Cycle Assessments, Brussels, November 2011.
[12] Feytis, A. Between the Linings. Industrial Minerals. June 2010, 4651.
Article reprinted by courtesy of Springer-Verlag Vienna.
Authors
Thomas Drnek, RHI AG, Raw Materials Division, Breitenau, Austria.
Michaela Seelig, RHI AG, Corporate Communications and Public Affairs, Vienna, Austria.
Corresponding author: Thomas Drnek, thomas.drnek@rhi-ag.com
Conclusion
To be globally competitive in the coming years, generate
employment opportunities, and boost economic growth,
Europe must secure raw material supply. Therefore, in
the last years the EU has focused on multiple policy initi-
atives to achieve this goal, including improving resource
efficiency. Through diverse and comprehensive strate-
gies that include sustainable mining, optimizing raw
material use, recycling, as well as increasing energy effi-
ciency in its own as well as customer plants, RHI is
actively engaged in improving resource efficiency and
the associated environmental and cost benefits it pro-
vides.
> 55
Reinhard Ehrengruber, Walter Schaer and Arnold Haeni
Full Integration of INTERSTOP Flow Control
Technology into RHI
Introduction
On January 18, 2012, RHI acquired 100% of Stopinc AG.
Previously RHI had held a 50% stake in the Swiss company
with the other 50% owned by Steinegg AG (Dr. Tanner).
Stopinc, with its brand INTERSTOP, is among the market
leaders in flow control technology, providing innovative
systems from the converter through to the mould. With
this takeover, RHI will be in a position to meet future
requirements in the global flow control business. Stopinc,
based in Hnenberg (Switzerland), will be maintained as
an independent company and established as the new Flow
Control Competence Center, providing increasing support
to worldwide sales and service centres.
History Milestones
In 1966, Interstop AG was founded in Zrich by Didier
Werke AG (Germany) and Dr. Tanner (former CEO of Con-
cast AG, Switzerland). Both parties each held 50% of the
shares. The main task of the new company was to develop
and market a slide gate nozzle system to precisely control
the flow of molten metal from the ladle to the tundish. The
concept was based on a patent granted to David D. Lewis
in 1885 (Figure 1) that had been revived and refined to fit
the current needs of the steel industry. The first slide gate
nozzle system on the market was the INTERSTOP BK tech-
nology. Besides the mechanical slide gate system engi-
neering by Interstop, Didier Werke developed and manu-
factured the corresponding slide gate ceramics.
To avoid confusion between Interstop AG and Intershop
AG, in 1971 a court decided that Interstop AG had to
change its company name to Stopinc Aktiengesellschaft;
however, INTERSTOP could be used as a brand name.
Due to tremendous progress regarding safety, economy,
and handling of the system, the 2000
th
INTERSTOP slide
gate valve, mounted on a steel casting ladle, had already
been commissioned at Ovako Oy (Koverhar, Finland) by
1978.
Thanks to a worldwide network of sales representatives,
set up by both Didier Werke and Stopinc, the INTERSTOP
system became well established in the market. Over the
years Stopinc has grown from a slide gate supplier to the
steel industrys flow control partner for ladle, tundish, and
converter applications with the related hydraulic and elec-
trical equipment. Next to product innovations, the highest
priority was the early expansion abroad to establish the
brand and technology in the global market. Therefore,
already in 1977 Interstop do Brasil was founded, fol-
lowed by a sales office in Singapore in 1980, Interstop
Corp. USA in Mokena in 1986, and last but not least Inter-
stop China in Shanghai in 2005.
Stopinc has always been dedicated to research and devel-
opment, and it is especially noteworthy that all flow
control technologies, including the four generations of ladle
gates (Figure 2), were in-house developments. The CS and
LC series, representing the fourth generation, is in opera-
tion at more than 170 steel plants worldwide. At present
work is underway to design the fifth generation of INTER-
STOP ladle gates.
Highlights of the Integration
For many years, RHI and Stopinc have been approaching
and developing the flow control market in very close coop-
eration and the major market activities will continue to be
performed by the same local teams and representatives.
Synergies in the areas of slide gate systems, controls and
automation, in combination with ceramic functional prod-
ucts enable integrated products and services for flow con-
trol applications from converter to mould.
The main focus of the new Flow Control Technology Com-
petence Center will include:
>> Full integration of the marketing and research and
development activities.
>> Stopinc AG, Hnenberg, will continue to cover world-
wide demand concerning new projects, spare parts,
engineering, and customer service with its offices in the
USA and China.
>> RHI and INTERSTOP will continue to maintain the high-
est quality services and technologies.
>> With the full integration, research and development
activities will be further expanded to advance innova-
tions by pooling resources.
>> The centralized flow control know-how will enable opti-
mal coordinated exchange between the specialists
regarding mechanics, electrics, hydraulics, automation,
refractories, and service, in order to provide exceptional
technical and economical solutions.
>> Established supply and information chains with custom-
ers will be in no way affected.
Figure 1. Description of the first slide gate patent.
RHI Bulletin > 1> 2012, pp. 5557
RHI Bulletin > 1> 2012
56 <
With the integration, the infrastructure is in place to remain
in a leading position and actively participate in the develop-
ment of future trends in flow control.
Figure 4. INTERSTOP Metering Nozzle Changer MNC-RSP.
Figure 3. Layout of an automated ladle preparation system.
Latest Trends in Flow Control Technology
The basic ideas behind the latest flow control developments,
to fulfil the increased demands of todays steel industry, are
operator safety and process reliability. Therefore design solu-
tions have been pushed for a fully automated ladle prepara-
tion area. For example, tasks like oxygen lancing and chang-
ing ladle gate refractory parts will be automated once the
system is fully operational. Stopinc is now in the process of
a hot trial so its vision will successfully pass the milestone
for industrial scale-up (Figure 3).
The following advantages are offered by an automation system:
>> Cost saving due to higher process reliability. For example
the automation system ensures that the ladle gate is in
the closed position when the ladle leaves the preparation
area.
>> Cost reduction due to lower operating requirements.
A reasonable return on investment (ROI) is achieved by a
reduction of labour costs.
>> Increased operational safety is achieved due to constant
high-quality ladle preparation.
>> Potentially dangerous tasks for operators such as O
2
lanc-
ing or handling heavy loads are performed by the auto-
mated system.
>> The tasks performed are recorded and can be statistically
evaluated for quality management issues.
Figure 2. INTERSTOP ladle gate generations.
1966 First trial
1970 BK Technology
1981 QC Technology
1989 LS Technology
2001 CS/LC Technology
RHI Bulletin > 1> 2012
> 57
Authors
Reinhard Ehrengruber, Stopinc AG, Hnenberg, Switzerland.
Walter Schaer, Stopinc AG, Hnenberg, Switzerland.
Arnold Haeni, Stopinc AG, Hnenberg, Switzerland.
Corresponding author: Reinhard Ehrengruber, reinhard.ehrengruber@rhi-ag.com
Figure 5. INTERSTOP Mono Tube Changer MTC-ESP. Figure 6. INTERSTOP Ladle Gate Type CS with the newly devel-
oped Ladle Shroud Crown Connection.
The same aspects of operator safety and process reliability
were the trigger for the newest ready to market INTERSTOP
products developed through the close cooperation between
RHIs and Stopincs Research and Development and Market-
ing departments:
>> New Metering Nozzle Changer MNC-RSP (Figure 4).
>> New Mono Tube Changer MTC-ESP (Figure 5).
>> Ladle Shroud Crown Connection (Figure 6).
Summary
Together with refractories from RHI, the INTERSTOP flow con-
trol technology is operational in more than 74 countries. A sub-
stantial amount of global steel production is running through
one of the 7000 units in operation worldwide. With the full inte-
gration, technological focus, customer orientation, and local
presence of RHI and INTERSTOP, flow control technology will
be maintained on a high global level and further innovations
will be supported and realized together with customers.
58 <
Jrgen Goriupp, Andreas Rief and Johannes Schenk
Dynamic Refractory Wear Test Method for
Magnesia-Carbon Products
Introduction
With the increasing demands on refractory quality in the iron
and steel industry and a changing raw material situation,
continuous MgO-C product development is more and more
necessary. Prior to possible installation in a steelworks, the
products properties must be examined very carefully. Over
the years, many testing methods have been developed to
simulate different cases of refractory wear according to the
product application field. Since all the tests have advantages
as well as disadvantages, the right choice of testing method
is crucial to obtain representative experimental results rele-
vant to the in-service conditions. According to Lee and
Zhang [1], the most commonly used refractory wear testing
methods can be described as follows:
Static testing methods (no motion of slag relative to refractory)
>> Sessile drop test.
>> Static finger test.
>> Cup or crucible test.
>> Induction furnace test.
Dynamic testing methods (motion of slag relative to refractory)
>> Rotating finger test.
>> Rotary slag test.
Nearly all the static tests have the disadvantage that the slag
quickly becomes saturated with corrosion products because
of the unfavourable ratio of slag to refractory sample. With
static conditions it is also impossible to destroy any bound-
ary layer between the slag and refractory sample. These neg-
ative issues can be eliminated by using a dynamic testing
method, but always with the disadvantage of increased
experimental effort [1].
Standard Wear Test Methods for MgO-C Refrac-
tories
One of the most commonly used refractory wear test meth-
ods for MgO-C products is still the induction furnace test
(Figures 1 and 2). In this test eight segments of various
refractory materials are arranged to form an octagonal cruci-
ble that is filled with molten steel and slag of a defined com-
position. However, for carbon-containing materials this test
has limitations and the results have to be interpreted care-
fully. Occasionally, contradictory results compared to field tri-
als as well as inconsistencies between repeated induction
furnace tests have been observed. Some of these misleading
results can be explained by the general test setup. High oxy-
gen levels, unintended modification of the steel bath or slag
chemistry, or a low slag/brick ratio are often problems experi-
enced with the induction furnace due to the practical design.
However, experiments with argon flushing of the furnace or
charging more slag have not solved these issues. Due to the
high oxidation rates during the induction furnace test and
the significant changes in slag chemistry, the test method
sometimes gives results that are not comparable to the in-
service behaviour. Nevertheless, for a general service suit-
ability assessment this test can be used for MgO-C refracto-
ries; however, determination of small differences in MgO-C
product performance, which is especially important for the
development of new grades, is not possible.
The use of a crucible or cup test can also raise problems
due to the aforementioned slag saturation. Especially the
uncontrolled reaction of iron oxide rich slags (e.g., BOF
slag) with the carbon in the MgO-C sample (equation 1)
negatively influences this test and the slag to brick ratio has
to be optimized.
FeO
l
+ C
s
Fe
l
+ CO
g
(1)
The above reaction causes a change in slag composition and
the formation of CO gas bubbles, which leads to uncontrolla-
ble slag buildup inside the crucible. Furthermore, the slag/
brick ratio is more problematic than in the induction furnace.
Figure 2. Tapping of an induction furnace test at the Technology
Center Leoben.
RHI Bulletin > 1> 2012, pp. 5862
Figure 1. Experimental setup of an induction furnace test.
Cover
Slag
Induction coil
Gas offtake
Steel melt
Refractory samples
RHI Bulletin > 1> 2012
> 59
To overcome these limitations, the decision was made to iden-
tify an alternative wear test method, particularly focused on
examining MgO-C refractories. Therefore, a supplementary
dynamic testing method was evaluated and verified by experi-
mental research at the Chair of Metallurgy (University of Leo-
ben, Austria) by comparing the results of induction furnace cam-
paigns with this laboratory scale self-assembled test method.
Testing Method Requirements for MgO-C Refrac-
tories
Following the pilot academic project, the main target has
been to establish a laboratory scale dynamic test method for
MgO-C products at the Technology Center Leoben (Austria),
which eliminates the following main disadvantages of the
induction furnace test:
>> Rapid (over-)saturation of the slag phase with MgO.
>> Possible interactions between the refractory sample
carbon and the inductive field of the furnace.
>> Uncontrollable flow conditions.
>> Solid slag cover formation.
>> Challenging temperature measurements.
>> Uncontrollable furnace atmosphere.
>> Challenging control of slag formation.
>> High experimental effort.
With the induction furnace, rapid saturation of the slag phase
makes it necessary to change the slag several times during the
experimental procedure and because it has to be removed by
hand this increases the experimental effort. Furthermore, it is
very difficult to remove the slag in its entirety out of the furnace,
whereby an uncontrolled slag formation becomes possible.
Another very important shortcoming regarding slag formation
concerns the oxidation of certain steel bath components. This
oxidation is caused by the intensive flow conditions and contact
between the steel bath and surrounding atmosphere during the
initial melting, as schematically represented in Figure 3.
The influence of this possible oxidation can be seen in Figures
4 and 5, detailing the SiO
2
content and composition of multiple
slag samples. In this case, a steel bath with a silicon content of
~0.2 wt.% was used during the test. The slag samples, taken
when the slag was periodically replaced, showed the SiO
2
con-
tent of the slag was significantly influenced and the Si was com-
pletely removed from the steel bath over the course of the trials
due to the high O
2
levels in the furnace atmosphere. It must be
taken into account that such a phenomenon leads to an uncon-
trolled slag formation, which makes it difficult to interpret the
results in terms of the in-service behaviour.
The formation of a solid slag cover over the molten slag surface
is also detrimental because the conditions in the slag zone and
during the experimental procedure become difficult to control.
A typical solid slag cover, which is caused by cooling of the slag
surface combined with too little bath movement to destroy it, is
shown in Figure 6.
Figure 3. Flow conditions in an induction furnace [2]. Figure 5. Slag compositions in the ternary system CaO-SiO
2
-
Al
2
O
3
, over the course of an induction furnace test. The slag sam-
ples 18 were taken during the slag changes detailed in Figure 4.
Figure 6. Solid slag cover on the surface of an induction furnace
test.
Figure 4. SiO
2
content of the slag over the course of an induction
furnace test. The test samples where taken when the slag was
replaced.
30
25
20
15
10
5
0
S
i
O
2
i
n
s
l
a
g
[
w
t
.
%
]
0 1 2 3 4 5 6 7 8
No. slag changes
1 (sample number)
2
3
4
5
6
7
8
SiO
2
Induction
furnace
Steel
bath
Slag Atmosphere
0 10 20 30 40 50
Al
2
O
3
CaO
Lime
CaO
Gehlenite
3CaO
1
2
3
4
5
6
7
8
S
i
O
2
60
70
80
90
-
2
C
a
O
.
S
iO
2
n Analysed slag composition n Desired slag composition
RHI Bulletin > 1> 2012
60 <
Dynamic Refractory Wear Test Setup
The rotating finger test setup was used as the basis for the
dynamic laboratory scale wear test method. This setup is
very suitable to counteract an unfavorable ratio of reactive
refractory sample surface to the slag bath volume, which is
necessary to prevent rapid saturation of the slag phase with
corrosion products. The rotating finger test (Figure 7) was
originally developed by refractory manufacturers for the
glass industry, since it effectively simulates the convective
flow patterns present in a glass tank [1].
Commonly used finger tests operate at lower temperatures
than those required to simulate the service conditions of
MgO-C products in the steel industry, therefore an adaption
of the setup for higher temperatures was necessary. This
was realized by modifying a high-temperature resistance
furnace as illustrated in Figures 8 and 9.
The experimental setup is very similar to a standard disso-
lution test for CaO in different slags or other refractory tests
that are described in the literature [36]. The modified high-
temperature tube resistance furnace (Tamman type) enables
working temperatures of up to 1700 C and the use of an
inert gas atmosphere, which is required to protect the
MgO-C samples from uncontrolled decarburization. How-
ever, because of the small furnace size, only one refractory
sample can be tested at a time. The rectangular shaped
MgO-C sample is affixed to a steel rod and dipped into the
liquid slag bath once it has reached the required tempera-
ture. The sample is rotated on its axis using a laboratory
stirring device. The most challenging issue is the appropri-
ate choice of crucible material. Since common ceramics are
not resistant to slag attack, the use of these materials would
change the composition of the experimental slag or result
in the crucible breaking. Additionally, many materials are
not resistant to molten metal and a crucible made of graph-
ite would react with an iron oxide bearing slag.
To solve this problem, a boron nitride crucible is currently
used that is resistant against all the aforementioned possible
types of attack in an inert gas atmosphere. Whilst dissolu-
tion of BN into the slag has been observed, it is considered
negligible as during the test BN shouldnt influence the cor-
rosion behaviour of the sample or the aggressiveness of the
slag as any oxidation of the BN to B
2
O
3
can be excluded.
However, for a realistic MgO-C test setup, a certain O
2
level
will need to be incorporated to simulate the oxidative corro-
sion of the carbon. Therefore, completely new crucible
materials will be neccessary that prohibit oxidation of the
crucible and reaction with the slag at realistic field tempera-
tures of above 1650 C. Figure 7. Setup of a rotating finger test [1].
Figure 8. Modified high-temperature tube resistance furnace. Figure 9. Layout of the dynamic testing method .
Slag
Steel melt
Furnace
Crucible
Rotating
samples
Carbon
stamp
Slag bath
Thermocouple
High-temperature
resistance furnace
Slag sampling rod
Boron nitride
crucible
Rotating MgO-C sample
Stirring device
Slag sampling
rod
Ceramic
protection
M
Steel rod Offgas analysis
Refractory
sample
Slag bath
Crucible
Thermocouple
RHI Bulletin > 1> 2012
> 61
Figure 12. Analysed slag compositions in the CaO-SiO
2
-Al
2
O
3
system, prior to the test start.
MgO FeO Al
2
O
3
CaO MnO SiO
2
CaO-Al
2
O
3
slag 2.0 20.0 35.0 26.0 10.0 7.0
CaO-rich slag 2.0 5.0 35.5 49.0 2.5 6.0
SiO
2
-rich slag 2.0 10.0 10.0 33.0 5.0 40.0
Table I. Compositions of test slags.
Quantification of the Dynamic Test Method
To quantify the dynamic test method, several experiments
with different MgO-C products and various slag composi-
tions were carried out. The slag compositions (Table I) were
selected to provide a more aggessive environment than is
typically found during in service applications in the steel
industry. Furthermore, the low MgO values were chosen to
enhance the wear process and decrease the test duration.
Three different types of commonly used MgO-C products
were evaluated during the testing campaign described (i.e.,
pitch-bound, resin-bound, and antioxidant bearing). Approx-
imately 150 g of premelted slag powder was used in a
boron nitride crucible for each test (Figure 10). The rotating
speed of the refractory samples was 50 rpm with an overall
testing time of 2 hours at 1600 C. Rotation of the MgO-
samples protected the slag bath from an uncontrolled
development of solid slag cover by homogenizing the tem-
perature and composition.
To analyse the refractory wear, a slag sample was taken out
of the liquid slag bath every 20 minutes using a steel rod.
The total MgO content dissolved in the slag samples was
measured by X-ray fluorescence (XRF) analysis and at the
end of the test the sample surfaces (Figure 11) were exam-
ined with a scanning electron microscope combined with an
energy-dispersive X-ray analyser. The results of the XRF
slag analysis prior to the start of the test can be seen in Fig-
ure 12. In all cases, the slag was very homogeneous with
little to no deviation from the desired composition.
The MgO levels in the analysed slags samples are depicted
in Figure 13. The results clearly demonstrate an increase in
the dissolved level of MgO in the slag samples as the test
progressed. Furthermore, it is possible to distinguish not
only between the different slag types, but also between the
different MgO-C products (i.e., resin-bound (A), antioxidant
bearing (B) and pitch-bound (C)), which should facilitate
product development.
An interesting result relates to the better performance of
the test products in the CaO-Al
2
O
3
slag compared to their
behaviour in the CaO-rich slag. This can be explained by the
solubility of MgO in the tested slags, which were widely
studied experimentally by Park and Lee [7].
Figure 11. Typical MgO-C sample at the end of a dynamic wear test.
Figure 10. Furnace chamber at 1600 C during a dynamic wear test.
0 100
10 Lime
Two liquids
SiO
2
-rich slag
CaO-Al
2
O
3
slag
90
80
70
60
50
40
30
20
10
20
30
40
50
60
70
80
90
10 20 30 40 50 60 70 80 90
CaO Al
2
O
3
SiO
2
-
2
C
a
O
.
S
i
O
2
Gehlenite
Corundum
Cristobalite
Pseudowollastonite
Rankinite
Tridymite
Mullite
CaO-rich slag
Figure 13. MgO content in the analysed slag samples. The
MgO-C refractories are resin-bound (A), antioxidant bearing (B)
and pitch-bound (C).
Process time [minutes]
10
9
8
7
6
5
4
3
2
1
D
i
s
o
l
v
e
d
M
g
O
i
n
s
l
a
g
[
w
t
.
%
]
0 20 40 60 80 100 120 140
n SiO
2
-rich slag
n CaO-rich slag
n CaO-Al
2
O
3
slag
A
A
A
B
B
B
C
C
C
RHI Bulletin > 1> 2012
62 <
References
[1] Lee, W.E. and Zhang, S. Melt Corrosion of Oxide and Oxide-Carbon Refractories. International Materials Reviews. 1999, 44, No. 3, 77103.
[2] Heinen, K.H. Elektrostahlerzeugung (4
th
Edition); Verlag Stahleisen: Dsseldorf, 1997.
[3] Bleck, W. and Senk, D. Annual Report aus dem Institut fr Eisenhttenkunde. RWTH Aachen, Band 46, 2001, 52.
[4] Jansson, S. A Study on Molten Steel/Slag/Refractory Reactions during Ladle Steel Refining. Licentiate Thesis, Royal Institute of Technology,
Stockholm, 2005.
[5] Chung, Y. and Schlesinger, M.E. Interaction of CaO-FeO-SiO
2
Slags with Partially Stabilized Zirconia. J. Am. Ceram. Soc. 1994, 77, No. 3, 611616.
[6] Cooper, A. and Nicholson, P. Influence of Glass Redox Conditions on the Corrosion of Fusion-Cast Chrome-Alumina Refractories. Ceramic Bulletin.
1980, 59, No. 7, 715717.
[7] Park, J.M. and Lee, K.K. Reaction Equilibrium Between Liquid Iron and CaO-Al
2
O
3
-SiO
2
-FeO-MnO-P
2
O
5
- Slags. Proceedings 79
th
Steelmaking
Conference, Iron and Steel Society, Pittsburgh, USA, March 2427, 1996, pp. 165172.
Authors
Jrgen Goriupp, Chair of Metallurgy, University of Leoben, Austria.
Andreas Rief, RHI AG, Technology Center, Leoben, Austria.
Johannes Schenk, Chair of Metallurgy, University of Leoben, Austria.
Corresponding author: Andreas Rief, andreas.rief@rhi-ag.com
Park and Lee found that the MgO saturation is directly
dependent on the basicity (B3) of the slag used (Figure 14)
[7]. It was demonstrated that the solubility of MgO is higher
in CaO-rich slag, which directly leads to a greater wear of
the tested MgO-C samples.
The decrease in the MgO solubility level for basicities lower
than 0.8 was caused by precipitation of magnesium alumi-
nate spinel [7]. This was evident experimentally in the cases
using CaO-Al
2
O
3
slag. Figure 15 shows a scanning electron
micrograph of a MgO-C sample that was tested with this
slag type. It can be clearly seen that a spinel layer formed
on the sample surface and this layer protected the sample
against further corrosion.
Conclusions
A dynamic refractory wear test, tailored to examining
MgO-C refractories, is being established at the Technology
Center Leoben. The experimental setup will provide multi-
ple advantages including:
Figure 15. Scanning electron micrograph of a MgO-C sample
tested with the CaO-Al
2
O
3
slag.
Spinel
Slag
Sample matrix
>> Possible comparison between different MgO-C products.
>> Reduced experimental effort.
>> No slag build-up.
>> Controlled furnace atmosphere.
>> Controlled slag formation.
>> Simplified temperature measurement.
The initial experiments have indicated substantial improve-
ments over the induction furnace test, and the results pro-
vide highly quantitative evaluation of refractory dissolution.
One critical point is the current use of an inert gas atmos-
phere because it prohibits oxidation of the binder carbon,
which is not representative of the in service conditions.
However, this adapted dynamic testing method is very suit-
able for studying the influence of different slag composi-
tions on the wear of the MgO in the matrix.
With the gas flow control in the new furnace and its well
defined and adjustable O
2
partial pressure, studies of MgO
solvation to the slag depending on MgO quality and exclud-
ing the influence of decarburization can be performed. Fur-
thermore, the furnace construction enables all kinds of
dynamic material tests with molten metals or slags below
1700 C under different atmospheric conditions (e.g., for
nonferrous, glass, and cement applications).
Figure 14. MgO saturation in CaO-Al
2
O
3
-SiO
2
slags as described
by Park and Lee [7]. Abbreviations include basicity (B3), CaO (C),
Al
2
O
3
(A), and SiO
2
(S).
CaO-rich slag
CaO-Al
2
O
3
slag
16
14
12
10
8
6
4
2
0
0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.6 2.8 3.0
B3=C/(A+S)
M
g
O
[
w
t
.
%
]
To facilitate efficient distribution of the RHI Bulletin,
we would be grateful if all recipients could check
their delivery details are correct and select the pre-
ferred format. Please use the form below to fax any
RHI Bulletin
The Journal of Refractory Innovations
Phone: +43 (0) 502 13-5300, Fax: +43 (0) 502 13-5237, E-mail: ulla.kuttner@rhi-ag.com
New registrant Yes No
Preferred format Print E-mail Print & e-mail
Title
First name
Surname
Company
Department
Street / no.
Postbox
City (town)
Area code
Country
Phone
Fax
E-mail
amendments or e-mail the required alterations. In
addition, if you would like to register and receive the
RHI Bulletin on a biannual basis, please complete
the form below and return it to us by fax or e-mail.
RHI Bulletin
>
1
>
2012
The Journal of Refractory Innovations
Das könnte Ihnen auch gefallen
- Boletín Refractarios RHIDokument64 SeitenBoletín Refractarios RHILima LeonNoch keine Bewertungen
- RHI MagnesitaDokument2 SeitenRHI MagnesitaMauricio MessiNoch keine Bewertungen
- Gouda Refractories Brochure WEbDokument16 SeitenGouda Refractories Brochure WEbjsszep jNoch keine Bewertungen
- Refractory Doc JunaidDokument3 SeitenRefractory Doc JunaidAli ZamanNoch keine Bewertungen
- Kiln Shell Corrosion PDFDokument29 SeitenKiln Shell Corrosion PDFfatamorgganaNoch keine Bewertungen
- Cement PDFDokument16 SeitenCement PDFhisemNoch keine Bewertungen
- Damage of Refractory Bricks Lined in Cement Rotary Kiln: Technical Research Laboratory, Mino Yogyo Co. LTD., JapanDokument10 SeitenDamage of Refractory Bricks Lined in Cement Rotary Kiln: Technical Research Laboratory, Mino Yogyo Co. LTD., JapanPham tony1604Noch keine Bewertungen
- Fused and Sintered AluminaDokument7 SeitenFused and Sintered AluminaSaragadam DilsriNoch keine Bewertungen
- Full Refractory DetailsDokument54 SeitenFull Refractory DetailsSaravana Kumar100% (1)
- Refractory Lining Project Corrected (Chapter 1)Dokument7 SeitenRefractory Lining Project Corrected (Chapter 1)Don Rayburn PilanNoch keine Bewertungen
- Bricks and Shapes 2Dokument6 SeitenBricks and Shapes 2nay den100% (1)
- RhiDokument20 SeitenRhiOscar Rodrigo Andrade SilvaNoch keine Bewertungen
- Bulletin RHIDokument76 SeitenBulletin RHIwaqasaziz786Noch keine Bewertungen
- Yüksek F R N Kanallar Nda Kendili Inden Ak C Boksit Esasl Dökülebilirlerin Geli TirilmesiDokument8 SeitenYüksek F R N Kanallar Nda Kendili Inden Ak C Boksit Esasl Dökülebilirlerin Geli TirilmesiOrkun KorkmazNoch keine Bewertungen
- RHI Refractory-3Dokument24 SeitenRHI Refractory-3Mashiur RahmanNoch keine Bewertungen
- Float Glass RefractoryDokument4 SeitenFloat Glass RefractorySans SenNoch keine Bewertungen
- Study Material ON: S.M. No. Rev. No. Effective DateDokument15 SeitenStudy Material ON: S.M. No. Rev. No. Effective DateAbhishek AroraNoch keine Bewertungen
- REFractories FOR GLASS-TRL PDFDokument24 SeitenREFractories FOR GLASS-TRL PDFram cNoch keine Bewertungen
- 7b - Compac Sol Castables (Compatibility Mode)Dokument35 Seiten7b - Compac Sol Castables (Compatibility Mode)mahreza189100% (1)
- Compac Sol FS98 3Dokument1 SeiteCompac Sol FS98 3mahreza189Noch keine Bewertungen
- PDF Ce Refractory Concrete e 2 2014Dokument10 SeitenPDF Ce Refractory Concrete e 2 2014cristian villegasNoch keine Bewertungen
- 5 - Introduction Q-Series Vs2 Customer Version2Dokument49 Seiten5 - Introduction Q-Series Vs2 Customer Version2mahreza189100% (1)
- Ankral RNTDokument1 SeiteAnkral RNTmahreza189Noch keine Bewertungen
- Blast Furnace BF Refractory Lining PatternDokument5 SeitenBlast Furnace BF Refractory Lining PatternSarthakShangariNoch keine Bewertungen
- FHS Ladle Installation Manual Incld OPI - 10.5.2018Dokument28 SeitenFHS Ladle Installation Manual Incld OPI - 10.5.2018Nguyễn ChungNoch keine Bewertungen
- Wear Phenomena of Refractory Linings in Cement Rotary Kilns: RefraDokument55 SeitenWear Phenomena of Refractory Linings in Cement Rotary Kilns: ReframustafNoch keine Bewertungen
- LHF/R HF R Oof: Application R HI Quality Eafroof Ank Ofor M F S 90S 0-15 V LHF R Oof Ank Ofor M F S 90S 0-15 VDokument2 SeitenLHF/R HF R Oof: Application R HI Quality Eafroof Ank Ofor M F S 90S 0-15 V LHF R Oof Ank Ofor M F S 90S 0-15 VMashiur RahmanNoch keine Bewertungen
- Refractory MaterialsDokument44 SeitenRefractory MaterialsSSAC PVT.LTD.Noch keine Bewertungen
- Refractory EdelweissDokument82 SeitenRefractory Edelweissgangashahar0% (1)
- FIRE Compendium Series: Refractory Castable EngineeringDokument2 SeitenFIRE Compendium Series: Refractory Castable EngineeringKhaled BOUALINoch keine Bewertungen
- CA Silicate & Other Insulation - Surface Dew PointDokument5 SeitenCA Silicate & Other Insulation - Surface Dew PointjagrutNoch keine Bewertungen
- Almatis - Andus Buhr - TrendsRefractoriesCleanSteelTechnology - LitcorrectionDokument15 SeitenAlmatis - Andus Buhr - TrendsRefractoriesCleanSteelTechnology - LitcorrectionSaptarshi SenguptaNoch keine Bewertungen
- PEP Session Industrial RefractoriesDokument64 SeitenPEP Session Industrial RefractoriesNowsherwan MazariNoch keine Bewertungen
- Refractory IndustryDokument39 SeitenRefractory IndustryAnsu Mishra100% (2)
- RHIM ANKRAL RX Success Story - 2021 - EN - 1 RHIDokument11 SeitenRHIM ANKRAL RX Success Story - 2021 - EN - 1 RHIlafecapo100% (1)
- RHI - Cement Kiln Brick InstallationDokument71 SeitenRHI - Cement Kiln Brick Installationnmmartins88% (8)
- 11 Wear Mechanism March 2013 Print VersionDokument49 Seiten11 Wear Mechanism March 2013 Print Versionmahreza189100% (2)
- MonolithicRefractory PDFDokument2 SeitenMonolithicRefractory PDFmevaNoch keine Bewertungen
- Minerals in Refractory Shapes - Which Way NowDokument4 SeitenMinerals in Refractory Shapes - Which Way NowEmílio LobatoNoch keine Bewertungen
- Materials in Industrial Furnace ConstructionDokument28 SeitenMaterials in Industrial Furnace ConstructionAlexander TabaresNoch keine Bewertungen
- PDF ST Nanobond e - 04 2019.en.22Dokument8 SeitenPDF ST Nanobond e - 04 2019.en.22Henry Sunarko100% (1)
- Lecture 10Dokument6 SeitenLecture 10Abhijeet BhagavatulaNoch keine Bewertungen
- Refractory Use and Consumption in North American Cement IndustryDokument33 SeitenRefractory Use and Consumption in North American Cement IndustrygldiasNoch keine Bewertungen
- 76-Microsilica-Gel Bond Castables For Rapid Heat-UpDokument12 Seiten76-Microsilica-Gel Bond Castables For Rapid Heat-UpJagadeesh GuttiNoch keine Bewertungen
- Refractories 01Dokument22 SeitenRefractories 01dika wahyu0% (1)
- Presented To: Engineer Nasir Iqbal Noorani: Submitted By: Faizan FA-15-BME-83 Farhan FA-15-BME-84 Khizar FA-15-BME-046Dokument19 SeitenPresented To: Engineer Nasir Iqbal Noorani: Submitted By: Faizan FA-15-BME-83 Farhan FA-15-BME-84 Khizar FA-15-BME-046Taha KhanNoch keine Bewertungen
- A Study On Indian Refractories IndustryDokument10 SeitenA Study On Indian Refractories IndustryMahesh BuffettNoch keine Bewertungen
- Mathios Refractories Catalog Web EditionDokument92 SeitenMathios Refractories Catalog Web EditionNick Limperios100% (1)
- Thermo and Mechanical Stress Modelling Kiln Outlet DesignDokument5 SeitenThermo and Mechanical Stress Modelling Kiln Outlet Designjoe_kudoNoch keine Bewertungen
- Vesuvius ResearchDokument9 SeitenVesuvius ResearchRohit ThapliyalNoch keine Bewertungen
- 4.13.9 Typical Refractories in Industrial UseDokument8 Seiten4.13.9 Typical Refractories in Industrial UsePalash SwarnakarNoch keine Bewertungen
- Engineering: General CatalogDokument37 SeitenEngineering: General CatalogzsmithNoch keine Bewertungen
- Gouda Refractories 11 June 2015 AMAP ColloquiumDokument22 SeitenGouda Refractories 11 June 2015 AMAP ColloquiumAnonymous bHh1L1100% (1)
- Alsiflex®-1260 Blankets - Technical Data Sheet - English PDFDokument2 SeitenAlsiflex®-1260 Blankets - Technical Data Sheet - English PDFTanmay GorNoch keine Bewertungen
- Blanket and Wallpaper Linings Design and Installation ManualDokument12 SeitenBlanket and Wallpaper Linings Design and Installation ManualMarco Antonio Guevara MartínezNoch keine Bewertungen
- Linings - Nf-E.pdf - Downloadasset Vesuvius PDFDokument8 SeitenLinings - Nf-E.pdf - Downloadasset Vesuvius PDFpungkiNoch keine Bewertungen
- Calculations in Furnace Technology: Division of Materials Science and TechnologyVon EverandCalculations in Furnace Technology: Division of Materials Science and TechnologyBewertung: 3 von 5 Sternen3/5 (2)
- Boletin 2012 Datos IndustrialesDokument64 SeitenBoletin 2012 Datos IndustrialesMitone DiazNoch keine Bewertungen
- EN ISO 10513 Sikmali Altiköşe İnce Diş Stil 2 Somunlar All-Metal Prevailing Torque Type Hexagon Nuts Style 2 With Metric Fine ThreadDokument1 SeiteEN ISO 10513 Sikmali Altiköşe İnce Diş Stil 2 Somunlar All-Metal Prevailing Torque Type Hexagon Nuts Style 2 With Metric Fine ThreadSuphi YükselNoch keine Bewertungen
- Gupilya Split Pins Splint: DIN 94-ISO 1234 A2-A4Dokument108 SeitenGupilya Split Pins Splint: DIN 94-ISO 1234 A2-A4Suphi YükselNoch keine Bewertungen
- Fransız Elektrot Firması Seçim TablosuDokument60 SeitenFransız Elektrot Firması Seçim TablosuSuphi Yüksel100% (2)
- Einschlaganker Drop in Anchor: Çakma DübelDokument16 SeitenEinschlaganker Drop in Anchor: Çakma DübelSuphi YükselNoch keine Bewertungen
- Fiberli Flanşli Altiköşe İnce Diş Somunlar With Flange and With Non-Metallic Insert With Metric Fine Thread Prevaling Torque Type Hexagon Nuts EN 1666Dokument1 SeiteFiberli Flanşli Altiköşe İnce Diş Somunlar With Flange and With Non-Metallic Insert With Metric Fine Thread Prevaling Torque Type Hexagon Nuts EN 1666Suphi YükselNoch keine Bewertungen
- DIN 982 Fiberli Altiköşe Yüksek Somunlar Prevaling Torque Type Hexagon Nuts With Nonmetallic InsertDokument1 SeiteDIN 982 Fiberli Altiköşe Yüksek Somunlar Prevaling Torque Type Hexagon Nuts With Nonmetallic InsertSuphi YükselNoch keine Bewertungen
- 10512Dokument1 Seite10512Suphi YükselNoch keine Bewertungen
- Outokumpu Stainless Steel HandbookDokument92 SeitenOutokumpu Stainless Steel HandbookcutefrenzyNoch keine Bewertungen
- Max. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinDokument1 SeiteMax. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinSuphi YükselNoch keine Bewertungen
- DIN 929 Altiköşe Kaynak Somunlari Hexagon Weld Nuts: - M8 X 1 M10 X 1,25 M12 X 1,25 - M10 X 1 M12 X 1,5Dokument1 SeiteDIN 929 Altiköşe Kaynak Somunlari Hexagon Weld Nuts: - M8 X 1 M10 X 1,25 M12 X 1,25 - M10 X 1 M12 X 1,5Suphi YükselNoch keine Bewertungen
- DIN 6926 Fiberli Flanşli Altiköşe Somunlar Prevaling Torque Type Hexagon Nuts With Flange and With Non-Metallic InsertDokument1 SeiteDIN 6926 Fiberli Flanşli Altiköşe Somunlar Prevaling Torque Type Hexagon Nuts With Flange and With Non-Metallic InsertSuphi YükselNoch keine Bewertungen
- DIN 928 Kare Kaynak Somunlari Square Weld Nuts: (D) M5 M6 M8 M10 M12 Thread Size (D XP)Dokument1 SeiteDIN 928 Kare Kaynak Somunlari Square Weld Nuts: (D) M5 M6 M8 M10 M12 Thread Size (D XP)Suphi YükselNoch keine Bewertungen
- DIN 985 Fiberli Altiköşe Somunlar Prevaling Torque Type Hexagon Thin Nuts With Nonmetallic InsertDokument1 SeiteDIN 985 Fiberli Altiköşe Somunlar Prevaling Torque Type Hexagon Thin Nuts With Nonmetallic InsertSuphi YükselNoch keine Bewertungen
- M8 X 1 M10 X 1 M12 X 1,5 (M14 X 1,5) M16 X 1,5 (M18 X 1,5) M20 X 1,5 (M22 X 1,5) M24 X 2 - M10 X 1,25 M12 X 1,25 - (M18 X 2) M20 X 2 (M22 X 2)Dokument1 SeiteM8 X 1 M10 X 1 M12 X 1,5 (M14 X 1,5) M16 X 1,5 (M18 X 1,5) M20 X 1,5 (M22 X 1,5) M24 X 2 - M10 X 1,25 M12 X 1,25 - (M18 X 2) M20 X 2 (M22 X 2)Suphi YükselNoch keine Bewertungen
- DIN 6915 High-Strenght Hexagon Nuts With Large Widths Across Flats Geniş Anahtar Ağizli Altiköşe SomunlarDokument1 SeiteDIN 6915 High-Strenght Hexagon Nuts With Large Widths Across Flats Geniş Anahtar Ağizli Altiköşe SomunlarSuphi YükselNoch keine Bewertungen
- P (Auxiliary Dimension) C: Min. Max. Max. Max. Max. Nominal SizeDokument1 SeiteP (Auxiliary Dimension) C: Min. Max. Max. Max. Max. Nominal SizeSuphi YükselNoch keine Bewertungen
- 34801Dokument1 Seite34801Suphi YükselNoch keine Bewertungen
- 1665Dokument1 Seite1665Suphi YükselNoch keine Bewertungen
- P B Ref.: Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinDokument1 SeiteP B Ref.: Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinSuphi YükselNoch keine Bewertungen
- Ref. Max. Theor - Max. Actual Min. Max. Min. Min. Max. Max. Min. Nom. Max.) Max.) Min. Min. MinDokument1 SeiteRef. Max. Theor - Max. Actual Min. Max. Min. Min. Max. Max. Min. Nom. Max.) Max.) Min. Min. MinSuphi YükselNoch keine Bewertungen
- 6921Dokument1 Seite6921Suphi YükselNoch keine Bewertungen
- M5 M6 M8 M10 M12 (M14) M16 Thread Size (D) ) : Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinDokument1 SeiteM5 M6 M8 M10 M12 (M14) M16 Thread Size (D) ) : Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinSuphi YükselNoch keine Bewertungen
- Max. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinDokument1 SeiteMax. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinSuphi YükselNoch keine Bewertungen
- Storage Tanks Made of SteelDokument6 SeitenStorage Tanks Made of SteelHakan Şahinoğlu100% (1)
- SKF Bearing Installation and MaintenanceDokument146 SeitenSKF Bearing Installation and MaintenanceDefinal ChaniagoNoch keine Bewertungen
- A Max. P: - M8 X 1 M10 X 1,25 - M10 X 1Dokument1 SeiteA Max. P: - M8 X 1 M10 X 1,25 - M10 X 1Suphi YükselNoch keine Bewertungen
- Mass (7,85 KG/DM: Products in The Green Region Are Available As Full ThreadDokument1 SeiteMass (7,85 KG/DM: Products in The Green Region Are Available As Full ThreadSuphi YükselNoch keine Bewertungen
- Solutions Guide: The Choice of Master CraftsmenDokument20 SeitenSolutions Guide: The Choice of Master CraftsmenSuphi YükselNoch keine Bewertungen
- M12 M16 M20 Thread Size (D) )Dokument1 SeiteM12 M16 M20 Thread Size (D) )Suphi YükselNoch keine Bewertungen
- SMAW PowerpointDokument28 SeitenSMAW PowerpointShankar Gurusamy100% (3)
- Facility Layout Case StudyDokument8 SeitenFacility Layout Case StudyHitesh SinglaNoch keine Bewertungen
- The Future of Comparative Literary StudiesDokument14 SeitenThe Future of Comparative Literary StudiesNabeesath ArifaNoch keine Bewertungen
- N Mon Visualizer OverviewDokument27 SeitenN Mon Visualizer OverviewClaudioQuinterosCarreñoNoch keine Bewertungen
- Xafsa 1Dokument19 SeitenXafsa 1Heitham OmarNoch keine Bewertungen
- Chem 152 Lab ReportDokument21 SeitenChem 152 Lab Reportapi-643022375Noch keine Bewertungen
- Brochure Delegation Training For LeadersDokument6 SeitenBrochure Delegation Training For LeadersSupport ALProgramsNoch keine Bewertungen
- Exercise Chapter 4 This Is How You Do ItDokument10 SeitenExercise Chapter 4 This Is How You Do ItAgustina WidiyantiNoch keine Bewertungen
- Final Project Part-3 Marketing PlanDokument8 SeitenFinal Project Part-3 Marketing PlanIam TwinStormsNoch keine Bewertungen
- ErtlDokument64 SeitenErtlManpreet SinghNoch keine Bewertungen
- Combustion FundamentalsDokument30 SeitenCombustion FundamentalsPrem SagarNoch keine Bewertungen
- Neonatal Resuscitation ProgramDokument6 SeitenNeonatal Resuscitation ProgramRick Frea100% (5)
- Satellite Value Chain: Snapshot 2017Dokument13 SeitenSatellite Value Chain: Snapshot 2017syrijal26Noch keine Bewertungen
- Epri Guide For Transmission Line Groundingpdf PDF FreeDokument188 SeitenEpri Guide For Transmission Line Groundingpdf PDF FreeHolman Wbeimar Suarez Niño100% (1)
- Register A Custom Table in Apps SchemaDokument5 SeitenRegister A Custom Table in Apps SchemaIapps ErpSolutionsNoch keine Bewertungen
- Research Proposal Sample OutlineDokument17 SeitenResearch Proposal Sample OutlineGuidance and Counseling OfficeNoch keine Bewertungen
- A Person On A Position of Air Traffic ControllerDokument7 SeitenA Person On A Position of Air Traffic ControllerMUHAMMAD RAMZANNoch keine Bewertungen
- Kumleben Commission ReportDokument232 SeitenKumleben Commission ReportJulian Rademeyer100% (2)
- Unit 5, Orders and Cover Letters of Orders For StsDokument13 SeitenUnit 5, Orders and Cover Letters of Orders For StsthuhienNoch keine Bewertungen
- Baptismal DelayDokument20 SeitenBaptismal DelayfiohdiohhodoNoch keine Bewertungen
- Ca Final Compiler Paper 5 Advanced Management Accounting PDFDokument432 SeitenCa Final Compiler Paper 5 Advanced Management Accounting PDFAnn SerratoNoch keine Bewertungen
- CV - en - Hamdaoui Mohamed AmineDokument2 SeitenCV - en - Hamdaoui Mohamed AmineHAMDAOUI Mohamed Amine100% (1)
- THE FIELD SURVEY PARTY ReportDokument3 SeitenTHE FIELD SURVEY PARTY ReportMacario estarjerasNoch keine Bewertungen
- Marketing Research Completed RevisedDokument70 SeitenMarketing Research Completed RevisedJodel DagoroNoch keine Bewertungen
- Ga2 27:6:23Dokument1 SeiteGa2 27:6:23john HuntNoch keine Bewertungen
- CIVIL 3811 - Lecture Slides - Week 7Dokument58 SeitenCIVIL 3811 - Lecture Slides - Week 7hadaNoch keine Bewertungen
- Term Paper - 2022964Dokument17 SeitenTerm Paper - 2022964Md. Ahbab HasanNoch keine Bewertungen
- ACI 318M-11 RC Bracket and Corbel Design - v0.03 - 2017-04-10Dokument5 SeitenACI 318M-11 RC Bracket and Corbel Design - v0.03 - 2017-04-10arken123Noch keine Bewertungen
- FYP List 2020 21RDokument3 SeitenFYP List 2020 21RSaif UllahNoch keine Bewertungen
- Jerehy's ReportDokument65 SeitenJerehy's Reportkupetroleum3Noch keine Bewertungen
- AH Business-Management All 2011Dokument11 SeitenAH Business-Management All 2011Sanam PuriNoch keine Bewertungen