Das könnte Ihnen auch gefallen
- Ina Lis 1 2 and 3 111344Dokument1 SeiteIna Lis 1 2 and 3 111344Pero Plemeniti SimicNoch keine Bewertungen
- A 1475 Thru A 14499 Series - Rev 011105Dokument1 SeiteA 1475 Thru A 14499 Series - Rev 011105Pero Plemeniti SimicNoch keine Bewertungen
- Puzni Vijak SegmentDokument1 SeitePuzni Vijak SegmentPero Plemeniti SimicNoch keine Bewertungen
- Euro Paleta 3D PDFDokument1 SeiteEuro Paleta 3D PDFPero Plemeniti SimicNoch keine Bewertungen
- RAL color chart guideDokument1 SeiteRAL color chart guidePero Plemeniti SimicNoch keine Bewertungen
- InTech-Lubricating Oil AdditivesDokument21 SeitenInTech-Lubricating Oil Additivesbarelihb100% (1)
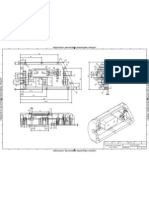
- CNC ModelDokument1 SeiteCNC ModelPero Plemeniti SimicNoch keine Bewertungen
- Localization of Strain and The Melting Wave in High-Speed PenetrationDokument13 SeitenLocalization of Strain and The Melting Wave in High-Speed PenetrationPero Plemeniti SimicNoch keine Bewertungen
- Part 1Dokument1 SeitePart 1Pero Plemeniti SimicNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Ancorsteel 1000 BDokument5 SeitenAncorsteel 1000 BobinakanuNoch keine Bewertungen
- Revision Test 1-KPT and Separation TechniquesDokument18 SeitenRevision Test 1-KPT and Separation TechniquesFangru CaoNoch keine Bewertungen
- Lecture 02 Chemical Reactions COURSE II STUDENTS MI GC DJEDIDokument6 SeitenLecture 02 Chemical Reactions COURSE II STUDENTS MI GC DJEDIIkram KhedimNoch keine Bewertungen
- NOV Bolt Torque ValuesDokument14 SeitenNOV Bolt Torque ValuesandreyengNoch keine Bewertungen
- Aggregate Impact Value TestDokument3 SeitenAggregate Impact Value Testanatoink2Noch keine Bewertungen
- Fire Retardant Finishes ExplainedDokument26 SeitenFire Retardant Finishes Explainedrahul raj100% (1)
- Irc 45 - 1972Dokument36 SeitenIrc 45 - 1972kapinjal_Noch keine Bewertungen
- Kuis 2Dokument3 SeitenKuis 2Yodha WirandanuNoch keine Bewertungen
- Rep19 MaseDokument66 SeitenRep19 Mase3utiaNoch keine Bewertungen
- 2-In-1 Laundry Detergent With Softener HCLF06Dokument1 Seite2-In-1 Laundry Detergent With Softener HCLF06EL PAPI -X5Noch keine Bewertungen
- GUIDELINES FOR PREPARATION OF OIL SPILL RESPONSE CONTINGENCY PLAN OISD - GUIDELINES-200 Amended Edition October 2002 - OISD-GDN-200Dokument36 SeitenGUIDELINES FOR PREPARATION OF OIL SPILL RESPONSE CONTINGENCY PLAN OISD - GUIDELINES-200 Amended Edition October 2002 - OISD-GDN-200Vaishnavi JayakumarNoch keine Bewertungen
- Kingdom of Saudi Arabia: Aggregate Loss Correction by Bituminometer MethodDokument1 SeiteKingdom of Saudi Arabia: Aggregate Loss Correction by Bituminometer MethodHamza AldaeefNoch keine Bewertungen
- Pla+phb Blend CompositeDokument200 SeitenPla+phb Blend Compositesush_24kumarNoch keine Bewertungen
- A Study of Radiator Cooling Fan With Labyrinth SealDokument9 SeitenA Study of Radiator Cooling Fan With Labyrinth SealDarel DalmassoNoch keine Bewertungen
- Separations and Reactors Design Project Production of Allyl ChlorideDokument8 SeitenSeparations and Reactors Design Project Production of Allyl ChloridefathiNoch keine Bewertungen
- 6 Warna Water Based Inkjet InkDokument21 Seiten6 Warna Water Based Inkjet InksabunbeningNoch keine Bewertungen
- Ion ExchangeDokument25 SeitenIon ExchangeArie Ikhwan SaputraNoch keine Bewertungen
- (Physics) 2010 TSSM Unit 4 ExamDokument37 Seiten(Physics) 2010 TSSM Unit 4 ExamakashNoch keine Bewertungen
- 5-30-2012emerson Weighs in On Rootless CornDokument3 Seiten5-30-2012emerson Weighs in On Rootless CornRaka Nttu Iqbal GejeyerzNoch keine Bewertungen
- Manual Frigider 2 Usi HeinnerDokument35 SeitenManual Frigider 2 Usi HeinnerReviewuriNoch keine Bewertungen
- Evaluation of stucco binder for agglomeration in copper ore heap leachingDokument8 SeitenEvaluation of stucco binder for agglomeration in copper ore heap leachingDr. Khan MuhammadNoch keine Bewertungen
- Centrifugal BlowerDokument3 SeitenCentrifugal BlowerVicy gostNoch keine Bewertungen
- Dapust 21Dokument5 SeitenDapust 21Dewo BontangNoch keine Bewertungen
- Evidence and Processes of EvolutionDokument14 SeitenEvidence and Processes of EvolutionMiralen EndozoNoch keine Bewertungen
- Understanding the nonlinear dynamics of liquid flow with surge tanksDokument12 SeitenUnderstanding the nonlinear dynamics of liquid flow with surge tanksLouie Fajardo AbadNoch keine Bewertungen
- Manufacture of Acrylic Acid Project ReportDokument47 SeitenManufacture of Acrylic Acid Project ReportHomesick TutorsNoch keine Bewertungen
- Sci PPT Q1 WK2 Day 1-5Dokument44 SeitenSci PPT Q1 WK2 Day 1-5Ruby Flor Dela Cruz100% (1)
- Chapter 15 Acid Base Equilibrium and BuffersDokument9 SeitenChapter 15 Acid Base Equilibrium and Buffersmememe123123Noch keine Bewertungen
- Tolerances of A Polystyrene Film: 2.2.25. ABSORPTION Spectrophotometry, Ultraviolet and VisibleDokument3 SeitenTolerances of A Polystyrene Film: 2.2.25. ABSORPTION Spectrophotometry, Ultraviolet and Visibleivan cuadradoNoch keine Bewertungen
- M.Sc. Previous, Analytical Chemistry: Paper-Iv MAX: MARKS: 100Dokument4 SeitenM.Sc. Previous, Analytical Chemistry: Paper-Iv MAX: MARKS: 100Ƞƛǝǝm KĦáńNoch keine Bewertungen