Das könnte Ihnen auch gefallen
- BIEN Oxido de EtilenoDokument7 SeitenBIEN Oxido de Etilenocoquito_lizo100% (1)
- 1 s2.0 S0009250911006312 MainDokument17 Seiten1 s2.0 S0009250911006312 MainÖzge ÖztürkNoch keine Bewertungen
- Turton AppBDokument114 SeitenTurton AppBamms9988Noch keine Bewertungen
- Membrane Cleaning 101 PDFDokument5 SeitenMembrane Cleaning 101 PDFsamrickyNoch keine Bewertungen
- Acid Protease PJZDokument8 SeitenAcid Protease PJZsamrickyNoch keine Bewertungen
- An Enzymatic Approach To The Cleaning of Ultrafiltration PDFDokument8 SeitenAn Enzymatic Approach To The Cleaning of Ultrafiltration PDFsamrickyNoch keine Bewertungen
- Cleaning of Fouled Membranes Using PDFDokument153 SeitenCleaning of Fouled Membranes Using PDFsamrickyNoch keine Bewertungen
- VaporizerDokument13 SeitenVaporizerSurya Budi Widagdo100% (1)
- Plugin Mie Theory The First Hundred Years MRK1304!02!1Dokument10 SeitenPlugin Mie Theory The First Hundred Years MRK1304!02!1samrickyNoch keine Bewertungen
- Aspen Plus Gettingstarted ElectrolytesDokument63 SeitenAspen Plus Gettingstarted ElectrolytessamrickyNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Pre TestDokument4 SeitenPre Testvanessa cabangNoch keine Bewertungen
- Frostborn by Lou Anders - Chapter SamplerDokument40 SeitenFrostborn by Lou Anders - Chapter SamplerRandom House Kids100% (2)
- DACP OrderDokument5 SeitenDACP OrderSohan PalNoch keine Bewertungen
- Chicken CurryDokument5 SeitenChicken CurryNur Fadhilah100% (1)
- RA 3844 Agrarian LawDokument49 SeitenRA 3844 Agrarian LawRbee C. Ablan67% (6)
- Gerunds and Infinitives WorksheetDokument1 SeiteGerunds and Infinitives WorksheetCecilia GarfiasNoch keine Bewertungen
- (1875) The Natural History of ManDokument176 Seiten(1875) The Natural History of ManHerbert Hillary Booker 2nd100% (1)
- Gilligans Farm Meat BrochureDokument7 SeitenGilligans Farm Meat BrochureAine0% (1)
- Study Plan of Forestry PDFDokument9 SeitenStudy Plan of Forestry PDFFaiza GandapurNoch keine Bewertungen
- Temario Rooftops Syllabus 3 (3º de Primaria)Dokument1 SeiteTemario Rooftops Syllabus 3 (3º de Primaria)Perico Cinero75% (4)
- Ebdp Tigbao 2023-2025 11282023Dokument194 SeitenEbdp Tigbao 2023-2025 11282023kookiev143Noch keine Bewertungen
- Proceedings 6th WorkhshopDokument176 SeitenProceedings 6th WorkhshopMGiS100% (1)
- Names of Animals, Babies and Groups - EnchantedLearningDokument16 SeitenNames of Animals, Babies and Groups - EnchantedLearningARUL LAWRENCENoch keine Bewertungen
- Zoonotic Tuberculosis: A Review of Epidemiology, Clinical Presentation, Prevention and ControlDokument7 SeitenZoonotic Tuberculosis: A Review of Epidemiology, Clinical Presentation, Prevention and ControlGigih Rahmadani MarisNoch keine Bewertungen
- Mexico City's Ancient Xochimilco Floating Gardens Are in Ecological Peril - The Washington PostDokument3 SeitenMexico City's Ancient Xochimilco Floating Gardens Are in Ecological Peril - The Washington PostEstevan ArellanoNoch keine Bewertungen
- Ulangan Akhir Semester II Kelas XDokument12 SeitenUlangan Akhir Semester II Kelas XAri WidiyantoNoch keine Bewertungen
- Project 8Dokument17 SeitenProject 8Showkath AliNoch keine Bewertungen
- Charlton Farmland Protection PlanDokument8 SeitenCharlton Farmland Protection PlanSupervisorGrattidgeNoch keine Bewertungen
- 80th Historic Garden Week in Virginia GuidebookDokument242 Seiten80th Historic Garden Week in Virginia GuidebookGarden Club of VirginiaNoch keine Bewertungen
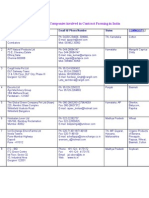
- Private Sector Companies Involved in Contract Farming in IndiaDokument3 SeitenPrivate Sector Companies Involved in Contract Farming in IndiaVenkata Nagabhushana ShastryNoch keine Bewertungen
- (Avena Sativa) : Dr. Muhammad Ahsan Department of Plant Breeding and Genetics University of Agriculture FaisalabadDokument12 Seiten(Avena Sativa) : Dr. Muhammad Ahsan Department of Plant Breeding and Genetics University of Agriculture FaisalabadHamza Bin SajidNoch keine Bewertungen
- Beyond Diet Meal PlansDokument72 SeitenBeyond Diet Meal Plansintankamaruddin100% (3)
- Cs New Forest Company Uganda Plantations 220911 enDokument20 SeitenCs New Forest Company Uganda Plantations 220911 ensaironweNoch keine Bewertungen
- 2010 Big Game Statistics PDFDokument127 Seiten2010 Big Game Statistics PDFẞtãrbøïï Lúkê Lã FørtúñêNoch keine Bewertungen
- Agriculture Monthly 2017 DicDokument68 SeitenAgriculture Monthly 2017 Dicmalpaso4242Noch keine Bewertungen
- 2019 New York State Fair Livestock ScheduleDokument3 Seiten2019 New York State Fair Livestock ScheduleNewsChannel 9Noch keine Bewertungen
- Efisiensi Dan Nilai Ekonomi Daging Sapi Untuk Potongan Pasar Tradisional Berdasarkan Potongan Komersial Yang BerbedaDokument5 SeitenEfisiensi Dan Nilai Ekonomi Daging Sapi Untuk Potongan Pasar Tradisional Berdasarkan Potongan Komersial Yang BerbedaRidho ZiskaNoch keine Bewertungen
- Swahili Vocabulary Swahili VocabularyDokument10 SeitenSwahili Vocabulary Swahili Vocabularyquestnvr73100% (1)
- UCSP Q3 Module 7 Cultural and Sociopolitical EvolutionDokument12 SeitenUCSP Q3 Module 7 Cultural and Sociopolitical EvolutionMaria Hannahlyn Batumbakal DimakulanganNoch keine Bewertungen
- Maine Food SummaryDokument6 SeitenMaine Food SummaryAli Shaharyar ShigriNoch keine Bewertungen