Das könnte Ihnen auch gefallen
- ElectroplatingDokument23 SeitenElectroplatingJayne Kazandra P. Ortega67% (3)
- ElectroplatingDokument26 SeitenElectroplatingYakshit Goel80% (10)
- Electroplating SeminarDokument22 SeitenElectroplating SeminarMahalakshmi SahasranamanNoch keine Bewertungen
- Electroplating for Amateurs: Classic Reference for Small WorkshopsVon EverandElectroplating for Amateurs: Classic Reference for Small WorkshopsNoch keine Bewertungen
- The Silversmith's Handbook: Containing full instructions for the alloying and working of silverVon EverandThe Silversmith's Handbook: Containing full instructions for the alloying and working of silverNoch keine Bewertungen
- Plating Instruction Manual 06Dokument54 SeitenPlating Instruction Manual 06vasudev_nNoch keine Bewertungen
- Gold Jewellery Casting Technology Design and Defects EliminationDokument7 SeitenGold Jewellery Casting Technology Design and Defects EliminationReinol Eko SianturiNoch keine Bewertungen
- Electroplating ManualDokument82 SeitenElectroplating Manualrobertdench100% (3)
- An Introduction To PlatinumDokument102 SeitenAn Introduction To PlatinumMarcelo G.100% (1)
- 3projects Freemium 3Dokument13 Seiten3projects Freemium 3Glory Andco100% (1)
- The Jewelry of Lee Epperson - Blogging For Jewelers and Metalsmiths Made Easy! (And For Those Interested in Jewelry and Gemstones)Dokument86 SeitenThe Jewelry of Lee Epperson - Blogging For Jewelers and Metalsmiths Made Easy! (And For Those Interested in Jewelry and Gemstones)Naadirah Jalilah100% (1)
- Casting PlatinumDokument8 SeitenCasting PlatinumCarlos Mario Agudelo CastrillonNoch keine Bewertungen
- Student Notes: Jewellery Making CourseDokument147 SeitenStudent Notes: Jewellery Making CourserajNoch keine Bewertungen
- Lost Wax Casting Process in 23 StepsDokument10 SeitenLost Wax Casting Process in 23 StepsmobsivacNoch keine Bewertungen
- Goldsmithing: Stone Setting TechniquesDokument9 SeitenGoldsmithing: Stone Setting TechniquesGaia Tam0% (1)
- Silver and Copper Metal Clay Guide by Hadar JacobsonDokument7 SeitenSilver and Copper Metal Clay Guide by Hadar Jacobsonanonymityrequired100% (2)
- Metalworking - Handbook of Lost Wax or Investment CastingDokument34 SeitenMetalworking - Handbook of Lost Wax or Investment CastingMickShazan100% (1)
- Faceting With The Tes LapDokument11 SeitenFaceting With The Tes LapmobsivacNoch keine Bewertungen
- Titanium Anodizing: An in House Evaluation by METALAST International, IncDokument6 SeitenTitanium Anodizing: An in House Evaluation by METALAST International, IncGian GianNoch keine Bewertungen
- Silversmithing Jewelry Silver BoxDokument2 SeitenSilversmithing Jewelry Silver BoxsimalauraNoch keine Bewertungen
- Troubleshooting Electroless Nickel Plating SolutionsDokument9 SeitenTroubleshooting Electroless Nickel Plating SolutionsElisa Patton0% (1)
- Metal Finishing Guidebook and DirectoryDokument967 SeitenMetal Finishing Guidebook and DirectoryAFLAC ............100% (1)
- Texturing Metal (Craftsy)Dokument19 SeitenTexturing Metal (Craftsy)kayra100% (1)
- Metalsmithing Lesson PlanpdfDokument6 SeitenMetalsmithing Lesson Planpdfapi-217892973Noch keine Bewertungen
- The Hull Cell Guide to Better ElectroplatingDokument25 SeitenThe Hull Cell Guide to Better ElectroplatingCarlos Alberto Soto Ramirez100% (2)
- Riveted Three Tone RingDokument21 SeitenRiveted Three Tone RingHudson PicoreliNoch keine Bewertungen
- ElectroplatingDokument18 SeitenElectroplatingRahul Pandey100% (2)
- AnodizingDokument57 SeitenAnodizingชนพัทธ์ คงพ่วงNoch keine Bewertungen
- Electroplating - by Henty C Reetz (H H Windsor 1911 - Republished by Lindsay Publications 1989) 99P - Revised and Up-To-Date by Popular MechanicsDokument56 SeitenElectroplating - by Henty C Reetz (H H Windsor 1911 - Republished by Lindsay Publications 1989) 99P - Revised and Up-To-Date by Popular Mechanicshania husami100% (2)
- ANKURDokument20 SeitenANKURDevashish JoshiNoch keine Bewertungen
- Lost Wax CastingDokument21 SeitenLost Wax CastingCary Brief100% (4)
- Handbook On Investment Casting Gold JewelleryDokument103 SeitenHandbook On Investment Casting Gold Jewellerykumud_kedia88% (8)
- Wax Formula For Lost Wax CastingDokument4 SeitenWax Formula For Lost Wax CastingmobsivacNoch keine Bewertungen
- Practical Casting - A Studio ReferenceDokument81 SeitenPractical Casting - A Studio Referenceguzart100% (3)
- E3 Eform InstructionsDokument4 SeitenE3 Eform InstructionsVanzemaljac Iz Novog MjestaNoch keine Bewertungen
- 0511 JMD-Enameling PDFDokument12 Seiten0511 JMD-Enameling PDFPaul Blythe Sr.67% (3)
- Copper Electroforming On PlasticDokument23 SeitenCopper Electroforming On PlasticBharata BadranayaNoch keine Bewertungen
- Polaris CopeDokument4 SeitenPolaris Copeshai4554Noch keine Bewertungen
- Electroplating or ElectroformingDokument6 SeitenElectroplating or ElectroformingmobsivacNoch keine Bewertungen
- Electroplating Costs CalculationDokument19 SeitenElectroplating Costs CalculationmosesNoch keine Bewertungen
- Laton AtotechDokument6 SeitenLaton AtotechKaRenthLuNaNoch keine Bewertungen
- Low Relief Wax CarvingDokument3 SeitenLow Relief Wax CarvingNaadirah JalilahNoch keine Bewertungen
- Small Grinding and Polishing MachineDokument3 SeitenSmall Grinding and Polishing MachinemobsivacNoch keine Bewertungen
- Electroplating (Learning Material of Chemistry) by HariyantoDokument34 SeitenElectroplating (Learning Material of Chemistry) by HariyantoHARIYANTO100% (4)
- Inlay Casting Waxes & Wax Pattern FabricationDokument71 SeitenInlay Casting Waxes & Wax Pattern FabricationMehak AryaNoch keine Bewertungen
- EnvisionTEC Lost Wax Casting GuideDokument7 SeitenEnvisionTEC Lost Wax Casting GuidedbpeNoch keine Bewertungen
- Lost Wax CastingDokument78 SeitenLost Wax CastingAndrew AyersNoch keine Bewertungen
- Project in Jewelry - BoxDokument2 SeitenProject in Jewelry - BoxsimalauraNoch keine Bewertungen
- The Jewelry Maker's Guide to Lost Wax CastingDokument8 SeitenThe Jewelry Maker's Guide to Lost Wax CastingShashank Agrawal0% (3)
- ElectroplatingDokument74 SeitenElectroplatingmp87_ing100% (4)
- Chalcedony Value, Price, and Jewelry Information - International Gem SocietyDokument8 SeitenChalcedony Value, Price, and Jewelry Information - International Gem Societyasset68Noch keine Bewertungen
- Tin PlatingDokument30 SeitenTin PlatingRahul Pandey100% (3)
- Dossier JoyeríaDokument93 SeitenDossier JoyeríaLaura RT100% (3)
- Faceting Machine AlignmentDokument21 SeitenFaceting Machine AlignmentIonut Anechitei100% (2)
- The Complete Photo Guide To Making Metal JewelryDokument744 SeitenThe Complete Photo Guide To Making Metal JewelryAttila Lébényi-Palkovics100% (2)
- Professional Goldsmithing A Contemporary Guide To Traditional Jewelry Techniques by Alan Revere PDFDokument7 SeitenProfessional Goldsmithing A Contemporary Guide To Traditional Jewelry Techniques by Alan Revere PDFpukla11040% (3)
- Enameling Jewelry Free EbookDokument22 SeitenEnameling Jewelry Free EbookAwo Òkànràn DuuruNoch keine Bewertungen
- Electroplating 101Dokument118 SeitenElectroplating 101Mike NichlosNoch keine Bewertungen
- Types of Metalsmithing Hammers GuideDokument1 SeiteTypes of Metalsmithing Hammers Guideborgiamatrice100% (1)
- UputeDokument15 SeitenUputemobsivacNoch keine Bewertungen
- Chaga - The Siberian PanaceaDokument6 SeitenChaga - The Siberian PanaceamobsivacNoch keine Bewertungen
- How Watercolor Brushes Are MadeDokument19 SeitenHow Watercolor Brushes Are MademobsivacNoch keine Bewertungen
- Casting MachineDokument2 SeitenCasting MachinemobsivacNoch keine Bewertungen
- Is The Lost Foam Process The Future of Metal CastingDokument7 SeitenIs The Lost Foam Process The Future of Metal Castingjmtindia100% (2)
- Paintings in Oil and PastelDokument73 SeitenPaintings in Oil and PastelmobsivacNoch keine Bewertungen
- Pigment Colour ChartDokument24 SeitenPigment Colour Chartmobsivac100% (2)
- Electroplating Jewelry Back to BasicsDokument13 SeitenElectroplating Jewelry Back to BasicsmobsivacNoch keine Bewertungen
- Electroplating or ElectroformingDokument6 SeitenElectroplating or ElectroformingmobsivacNoch keine Bewertungen
- Genoksin Electroplating of JewelryDokument13 SeitenGenoksin Electroplating of JewelrymobsivacNoch keine Bewertungen
- Lost Wax Casting Process in 23 StepsDokument10 SeitenLost Wax Casting Process in 23 StepsmobsivacNoch keine Bewertungen
- Wax Formula For Lost Wax CastingDokument4 SeitenWax Formula For Lost Wax CastingmobsivacNoch keine Bewertungen
- Tutorial On Silver Wire Inlay Part 5Dokument29 SeitenTutorial On Silver Wire Inlay Part 5mobsivacNoch keine Bewertungen
- Faceting With The Tes LapDokument11 SeitenFaceting With The Tes LapmobsivacNoch keine Bewertungen
- Art Metalcraft - KERR Casting CatalogDokument24 SeitenArt Metalcraft - KERR Casting CatalogmobsivacNoch keine Bewertungen
- ColdConnections Riveting Ebook PDFDokument20 SeitenColdConnections Riveting Ebook PDFAugerinou Mariza100% (1)
- Cutting A GemDokument18 SeitenCutting A Gemmobsivac100% (1)
- Small Grinding and Polishing MachineDokument3 SeitenSmall Grinding and Polishing MachinemobsivacNoch keine Bewertungen
- Apache Leaf StitchDokument4 SeitenApache Leaf StitchMonika TimáriNoch keine Bewertungen
- Investment Casting The Lost Wax ProcessDokument38 SeitenInvestment Casting The Lost Wax ProcessmobsivacNoch keine Bewertungen
- Tutorial On Silver Wire Inlay Part 3Dokument32 SeitenTutorial On Silver Wire Inlay Part 3mobsivacNoch keine Bewertungen
- Faceting Machine ProjectDokument26 SeitenFaceting Machine Projectmobsivac100% (3)
- How To Make A Ring With Bezel SettingDokument5 SeitenHow To Make A Ring With Bezel Settingmobsivac100% (3)
- Edward Soukup Jewelry Making For BeginnersDokument26 SeitenEdward Soukup Jewelry Making For Beginnersmobsivac100% (2)
- Boxchain EarringsDokument7 SeitenBoxchain Earringsmobsivac100% (1)
- Zubna Pasta S Vitaminom E PrimjerDokument1 SeiteZubna Pasta S Vitaminom E PrimjermobsivacNoch keine Bewertungen
- Enamel Water LilyDokument22 SeitenEnamel Water LilymobsivacNoch keine Bewertungen
- Fluoride Toothpaste with Stay-C50 Ingredients and Production ProcessDokument1 SeiteFluoride Toothpaste with Stay-C50 Ingredients and Production ProcessmobsivacNoch keine Bewertungen
- Toxic Ingredients in Cosmetics Skin Care and Personal Care ProductsDokument15 SeitenToxic Ingredients in Cosmetics Skin Care and Personal Care ProductsDavid Kim100% (6)
- Weld Schedule For 135 TPH CFBC UltratechDokument4 SeitenWeld Schedule For 135 TPH CFBC Ultratechpulakjaiswal85Noch keine Bewertungen
- Lack of Fusion in Welded Joints: Pretty Long and Narrow and RejectableDokument20 SeitenLack of Fusion in Welded Joints: Pretty Long and Narrow and RejectableSamira MahmoodiNoch keine Bewertungen
- Alloy Steel Casting PartsDokument3 SeitenAlloy Steel Casting Parts奥世迈拓Noch keine Bewertungen
- SSPC SYSTEM BOOK Index Vol 2 8th Ed 2000Dokument9 SeitenSSPC SYSTEM BOOK Index Vol 2 8th Ed 2000Tino OrtizNoch keine Bewertungen
- Alloy-Steel and Stainless Steel Bolting Materials For Low-Temperature ServiceDokument8 SeitenAlloy-Steel and Stainless Steel Bolting Materials For Low-Temperature Servicesharon blushteinNoch keine Bewertungen
- 7 SteelDokument6 Seiten7 SteelIssaNoch keine Bewertungen
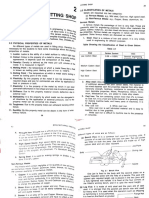
- FittingDokument16 SeitenFittingLALIT 318Noch keine Bewertungen
- Parallel Keys Parallel Keys: Selectable Dimensions Configurable DimensionsDokument1 SeiteParallel Keys Parallel Keys: Selectable Dimensions Configurable DimensionsFrandika PrimayogaNoch keine Bewertungen
- Technical Formulas - MetricDokument1 SeiteTechnical Formulas - MetricIon IonitaNoch keine Bewertungen
- WPS-Shell To Tubesheet (CS-SS)Dokument1 SeiteWPS-Shell To Tubesheet (CS-SS)suria qaqcNoch keine Bewertungen
- Arun.r. (Mba Ib) Report of Intern SailDokument60 SeitenArun.r. (Mba Ib) Report of Intern Sailnitishbhardwaj123Noch keine Bewertungen
- Steel Grade 9SMnPb28 DatasheetDokument3 SeitenSteel Grade 9SMnPb28 DatasheetVipul SharmaNoch keine Bewertungen
- Green Sand CastingDokument14 SeitenGreen Sand Castingkarthick rajaNoch keine Bewertungen
- Steel Statistical Yearbook 2007Dokument23 SeitenSteel Statistical Yearbook 2007rajatNoch keine Bewertungen
- Effect of Specimen Thickness To Grain Size Ratio On Tensile Behavior of The MaterialDokument7 SeitenEffect of Specimen Thickness To Grain Size Ratio On Tensile Behavior of The Materialfnl drjNoch keine Bewertungen
- Pre-Feasibility Report: ApplicantDokument24 SeitenPre-Feasibility Report: ApplicantLubilo MateNoch keine Bewertungen
- Material Definitions & TermsDokument3 SeitenMaterial Definitions & TermsDr_M_SolimanNoch keine Bewertungen
- Bolt Depot - Bolt Grade Markings and Strength ChartDokument2 SeitenBolt Depot - Bolt Grade Markings and Strength ChartKiara Ticangan Argel100% (1)
- Casting Defects / Orthodontic Courses by Indian Dental AcademyDokument17 SeitenCasting Defects / Orthodontic Courses by Indian Dental Academyindian dental academy100% (1)
- Hydrometallurgia A PresionDokument484 SeitenHydrometallurgia A PresionJhon Barzola Palomino100% (2)
- Stainless PipeDokument10 SeitenStainless Pipetepu msosaNoch keine Bewertungen
- Lab Test: Fakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaDokument6 SeitenLab Test: Fakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaHairul Effendy Ab MaulodNoch keine Bewertungen
- Pernifer and Pernima e 07 08 2006Dokument36 SeitenPernifer and Pernima e 07 08 2006Scott LongmireNoch keine Bewertungen
- Class 8 Science Notes Ch-1Dokument9 SeitenClass 8 Science Notes Ch-1deepakatoliaNoch keine Bewertungen
- Carburization Phenomenon of Enicrfe 7 Nickel Based Alloy Covered ElectrodeDokument8 SeitenCarburization Phenomenon of Enicrfe 7 Nickel Based Alloy Covered ElectrodeSudish Jay MishraNoch keine Bewertungen
- ZamDokument60 SeitenZamMKOZERDEMNoch keine Bewertungen
- PMR v39 I3 117 126Dokument10 SeitenPMR v39 I3 117 126rezaeibehrouzNoch keine Bewertungen
- Saidi CGRDokument364 SeitenSaidi CGRMiguel CruzNoch keine Bewertungen
- What is Honing? The Complete Guide to the Honing ProcessDokument8 SeitenWhat is Honing? The Complete Guide to the Honing ProcessManjunath ANoch keine Bewertungen
- 904L (Valbruna)Dokument2 Seiten904L (Valbruna)Claudia MmsNoch keine Bewertungen