Das könnte Ihnen auch gefallen
- Applied Catalysis B: EnvironmentalDokument8 SeitenApplied Catalysis B: EnvironmentalsyedmuhammadtariqueNoch keine Bewertungen
- Skripsi UI Fischer TropschDokument17 SeitenSkripsi UI Fischer Tropschaisyahzafira26Noch keine Bewertungen
- Enhancement of Catalytic Performance of Porous Membrane Reactor With Ni Catalyst For Combined Steam and Carbon Dioxide Reforming of Methane ReactionDokument6 SeitenEnhancement of Catalytic Performance of Porous Membrane Reactor With Ni Catalyst For Combined Steam and Carbon Dioxide Reforming of Methane ReactionWassachol SumarasinghaNoch keine Bewertungen
- Direct Conversion of Syngas To Chemicals Using Heterogeneous CatalystsDokument6 SeitenDirect Conversion of Syngas To Chemicals Using Heterogeneous CatalystsJoel Flores CastilloNoch keine Bewertungen
- Chapter 1 2 RaisDokument9 SeitenChapter 1 2 RaisirviirviNoch keine Bewertungen
- Co-Al2O3 and Co-Re-Al2O3Dokument7 SeitenCo-Al2O3 and Co-Re-Al2O3Daniel Z JucaNoch keine Bewertungen
- Chemical Engineering JournalDokument10 SeitenChemical Engineering JournalSebastian LopezNoch keine Bewertungen
- The Use of Gas-to-Liquid Technology (GTL) To Produce Gasoline and Diesel FuelsDokument14 SeitenThe Use of Gas-to-Liquid Technology (GTL) To Produce Gasoline and Diesel FuelsGI2015Noch keine Bewertungen
- The Use of Gas-to-Liquid Technology (GTL) To Produce Gasoline and Diesel FuelsDokument14 SeitenThe Use of Gas-to-Liquid Technology (GTL) To Produce Gasoline and Diesel FuelsSUSINoch keine Bewertungen
- The Use of Gas To Liquid Technology GTLDokument14 SeitenThe Use of Gas To Liquid Technology GTLSUSINoch keine Bewertungen
- Fischer - Tropsch Synfuels From Biomass: Maximizing Carbon Efficiency and Hydrocarbon YieldDokument8 SeitenFischer - Tropsch Synfuels From Biomass: Maximizing Carbon Efficiency and Hydrocarbon YieldyemresimsekNoch keine Bewertungen
- 03po XD 3 5 PDFDokument3 Seiten03po XD 3 5 PDFMarcelo Varejão CasarinNoch keine Bewertungen
- Full Length Article: SciencedirectDokument12 SeitenFull Length Article: SciencedirectAmir RahbariNoch keine Bewertungen
- 1 s2.0 S0378382011002797 MainDokument8 Seiten1 s2.0 S0378382011002797 MainhoseiNoch keine Bewertungen
- Combined Steam and CO Reforming of Methane Using Catalytic Nickel Membrane For Gas To Liquid (GTL) ProcessDokument8 SeitenCombined Steam and CO Reforming of Methane Using Catalytic Nickel Membrane For Gas To Liquid (GTL) ProcessKeysler PonceNoch keine Bewertungen
- Fauth 2005Dokument19 SeitenFauth 2005Jeff DiffNoch keine Bewertungen
- Catalysts 10 01240 v2Dokument24 SeitenCatalysts 10 01240 v2Khalil SukurNoch keine Bewertungen
- 208 1132 1 PB PDFDokument9 Seiten208 1132 1 PB PDFOnCo TallaNoch keine Bewertungen
- Bore Ribo On 2018Dokument8 SeitenBore Ribo On 2018Hêny CarlênicNoch keine Bewertungen
- 9969 33653 2 PBDokument14 Seiten9969 33653 2 PBTirtana PrasetiaNoch keine Bewertungen
- Syngas in PerspectiveDokument5 SeitenSyngas in PerspectiveChi TrungNoch keine Bewertungen
- A Comparative Analysis of Methanol Production Routes: Synthesis Gas Versus CO2 HydrogenationDokument10 SeitenA Comparative Analysis of Methanol Production Routes: Synthesis Gas Versus CO2 HydrogenationMohanad El-HarbawiNoch keine Bewertungen
- Laboratory Scale Pyrolysis of Organic FR PDFDokument5 SeitenLaboratory Scale Pyrolysis of Organic FR PDFLotfi BrahimNoch keine Bewertungen
- 3syngas in Perspective - Rostrup-Nielsen, J. R. Catalysis Today, 2002, 71, (3-4), 243-247 (2003) (10.1016 - s0140-6701 (03) 90583-2) - Libgen - LiDokument1 Seite3syngas in Perspective - Rostrup-Nielsen, J. R. Catalysis Today, 2002, 71, (3-4), 243-247 (2003) (10.1016 - s0140-6701 (03) 90583-2) - Libgen - Liamerico molinaNoch keine Bewertungen
- Jurnal Migas PresentasiDokument6 SeitenJurnal Migas PresentasiYunus MNoch keine Bewertungen
- For English Editing (Done)Dokument23 SeitenFor English Editing (Done)api-3728640Noch keine Bewertungen
- Ecp57vol12 035Dokument8 SeitenEcp57vol12 035sumitrochakrabortiNoch keine Bewertungen
- Synthesis Gas ProductionDokument7 SeitenSynthesis Gas Productionn.hartonoNoch keine Bewertungen
- Applied Energy: Won-Jun Jang, Dae-Woon Jeong, Jae-Oh Shim, Hak-Min Kim, Hyun-Seog Roh, in Hyuk Son, Seung Jae LeeDokument12 SeitenApplied Energy: Won-Jun Jang, Dae-Woon Jeong, Jae-Oh Shim, Hak-Min Kim, Hyun-Seog Roh, in Hyuk Son, Seung Jae LeeWassachol SumarasinghaNoch keine Bewertungen
- ManuscriptDokument20 SeitenManuscriptapi-3728640Noch keine Bewertungen
- RevisionDokument22 SeitenRevisionapi-3728640Noch keine Bewertungen
- Water Gas Shift ReactorDokument44 SeitenWater Gas Shift ReactorNitish Kumar KushwahaNoch keine Bewertungen
- Chemosphere: Chia Cheng Yang, Shu Hao Chang, Bao Zhen Hong, Kai Hsien Chi, Moo Been ChangDokument6 SeitenChemosphere: Chia Cheng Yang, Shu Hao Chang, Bao Zhen Hong, Kai Hsien Chi, Moo Been ChangKuden NghichnguNoch keine Bewertungen
- Bi-Reforming of Methane From Any Source With Steam and Carbon Dioxide Exclusively To Metgas (CO-2H2) For Methanol and Hydrocarbon SynthesisDokument3 SeitenBi-Reforming of Methane From Any Source With Steam and Carbon Dioxide Exclusively To Metgas (CO-2H2) For Methanol and Hydrocarbon SynthesisDang Putthea100% (1)
- Biogas Production From LandfillsDokument11 SeitenBiogas Production From LandfillsMarcus NguyễnNoch keine Bewertungen
- Metal Catalysed Methanation and Steam ReformingDokument45 SeitenMetal Catalysed Methanation and Steam ReformingalarteurasNoch keine Bewertungen
- Production of Pure Hydrogen by Ethanol DehydrogenationDokument9 SeitenProduction of Pure Hydrogen by Ethanol DehydrogenationAbdulwahid SultanNoch keine Bewertungen
- m2l14 PDFDokument7 Seitenm2l14 PDFMuhammadIsmailNoch keine Bewertungen
- Fischer Tropsch Synthesis Over Iron Manganese Catalysts Effect ofDokument13 SeitenFischer Tropsch Synthesis Over Iron Manganese Catalysts Effect ofMohammed GhanemNoch keine Bewertungen
- ManuscriptDokument18 SeitenManuscriptNguyen TrangNoch keine Bewertungen
- JASEM ISSN 1119-8362: Keywords: Cobalt Greenhouse Gases Hydrogen Reforming Neodymium (III) OxideDokument6 SeitenJASEM ISSN 1119-8362: Keywords: Cobalt Greenhouse Gases Hydrogen Reforming Neodymium (III) OxideOsariemen Angela EdokpayiNoch keine Bewertungen
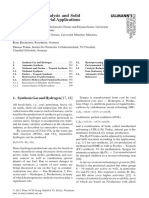
- Heterogeneous Catalysis Industrial AplicationsDokument18 SeitenHeterogeneous Catalysis Industrial AplicationsJuan Lopez HernándezNoch keine Bewertungen
- Development of A Complete Kinetic Model For The Fischer-Tropsch Synthesis Over Co/Al O CatalystsDokument1 SeiteDevelopment of A Complete Kinetic Model For The Fischer-Tropsch Synthesis Over Co/Al O CatalystsTrinh Quang ThanhNoch keine Bewertungen
- Water Gas Shift and Catalyst PaperDokument13 SeitenWater Gas Shift and Catalyst Paperzanilu70Noch keine Bewertungen
- Autothermal Reforming of Methane Design and PerforDokument7 SeitenAutothermal Reforming of Methane Design and Perforromi moriNoch keine Bewertungen
- Gasification of Lafia-Obi Coal Using ANSYS Fluent As CAD Tool and Effect of Temperature and Pressure On Producer Gas CompositionDokument9 SeitenGasification of Lafia-Obi Coal Using ANSYS Fluent As CAD Tool and Effect of Temperature and Pressure On Producer Gas Composition11751175Noch keine Bewertungen
- Unique Gasifier For Hydrogen Prod 2Dokument15 SeitenUnique Gasifier For Hydrogen Prod 2Arumugam RamalingamNoch keine Bewertungen
- 1 s2.0 S1226086X1200161X MainDokument9 Seiten1 s2.0 S1226086X1200161X MainPatrice PariNoch keine Bewertungen
- Autothermal Reforming ProcessDokument9 SeitenAutothermal Reforming ProcessOliver Everett EspinoNoch keine Bewertungen
- Ijaret 06 10 020Dokument16 SeitenIjaret 06 10 020IAEME PublicationNoch keine Bewertungen
- Methane Transformation Using Light Gasoline As Co-Reactant Over Zn/H-ZSM11Dokument6 SeitenMethane Transformation Using Light Gasoline As Co-Reactant Over Zn/H-ZSM11Everyday Lentzery HogarNoch keine Bewertungen
- ATR Compared To Other Shit PDFDokument7 SeitenATR Compared To Other Shit PDFĐỗ Vũ ThưNoch keine Bewertungen
- Novel Sorption-Enhanced Methanation With Simultaneous CO Removal For The Production of Synthetic Natural GasDokument12 SeitenNovel Sorption-Enhanced Methanation With Simultaneous CO Removal For The Production of Synthetic Natural GasAmar GargNoch keine Bewertungen
- A Review of The WGS Reaction KineticsDokument34 SeitenA Review of The WGS Reaction KineticsSNoch keine Bewertungen
- Fischer Tropsch02Dokument13 SeitenFischer Tropsch02iiser1024Noch keine Bewertungen
- Journal of Co Utilization: SciencedirectDokument9 SeitenJournal of Co Utilization: SciencedirectGustavo gomesNoch keine Bewertungen
- Kinetic Modeling of The Catalytical Reaction of Syngas To Light OlefinsDokument9 SeitenKinetic Modeling of The Catalytical Reaction of Syngas To Light OlefinsOğuz Alp KurucuNoch keine Bewertungen
- Catalyst Development For Water-Gas Shift: Volume 3, Part 2, PP 190-201 inDokument13 SeitenCatalyst Development For Water-Gas Shift: Volume 3, Part 2, PP 190-201 inleonardoNoch keine Bewertungen
- CO2 Conversion To CO by Auto-Thermal Catalyst-Assisted Chemical LoopingDokument9 SeitenCO2 Conversion To CO by Auto-Thermal Catalyst-Assisted Chemical LoopingNguyễn TuânNoch keine Bewertungen
- BASF 13X Molecular Sieve: Product Data SheetDokument3 SeitenBASF 13X Molecular Sieve: Product Data Sheetryaan21Noch keine Bewertungen
- Chapter 4 Lec1Dokument40 SeitenChapter 4 Lec1Gemechis TolaNoch keine Bewertungen
- Innovative Refrigeration Systems: Sameer KhandekarDokument16 SeitenInnovative Refrigeration Systems: Sameer Khandekarm_alodat6144Noch keine Bewertungen
- Some Terms of Purification Methods' in ChemistryDokument8 SeitenSome Terms of Purification Methods' in ChemistryMd.Mehdi MasudNoch keine Bewertungen
- Kinetic Modeling of The Catalytical Reaction of Syngas To Light OlefinsDokument9 SeitenKinetic Modeling of The Catalytical Reaction of Syngas To Light OlefinsOğuz Alp KurucuNoch keine Bewertungen
- Stoichiometry 1 Worksheet and KeyDokument4 SeitenStoichiometry 1 Worksheet and KeySea Clest100% (1)
- Safe Practices Guide For Cryogenic Air Separation PlantsDokument71 SeitenSafe Practices Guide For Cryogenic Air Separation Plantsdaimon_p100% (1)
- A Comprehensive Kinetic Theory To Model Thermolysis, Aquathermolysis, Gasification, Combustion, and Oxidation of Athabasca BitumenDokument31 SeitenA Comprehensive Kinetic Theory To Model Thermolysis, Aquathermolysis, Gasification, Combustion, and Oxidation of Athabasca BitumenMejbahul SarkerNoch keine Bewertungen
- CatalogueDokument50 SeitenCatalogueDiegoNoch keine Bewertungen
- Process - Mosad Mosad DawoodDokument4 SeitenProcess - Mosad Mosad DawoodHatem HusseinNoch keine Bewertungen
- Sample Problem #22Dokument8 SeitenSample Problem #22Dozdi0% (1)
- Metodos VerdesDokument18 SeitenMetodos VerdesSanchez JorgeNoch keine Bewertungen
- 13 MembranesDokument49 Seiten13 MembranesSusmit Nimje100% (1)
- Chemical Kinetics: CHEM 1AA3: Intro. Chemistry IIDokument19 SeitenChemical Kinetics: CHEM 1AA3: Intro. Chemistry IIdsaNoch keine Bewertungen
- Energy Balance - Ammonia (Baru)Dokument66 SeitenEnergy Balance - Ammonia (Baru)Haiqal AzizNoch keine Bewertungen
- Tombua Landana PDFDokument8 SeitenTombua Landana PDFrieza_fNoch keine Bewertungen
- Chemistry (Maninagar-Target) Section-I (Only One Option Correct)Dokument4 SeitenChemistry (Maninagar-Target) Section-I (Only One Option Correct)Rajeev GangwarNoch keine Bewertungen
- AdsorptionDokument56 SeitenAdsorptionSiti Nurshahira100% (1)
- PDFDokument3 SeitenPDFAchal SharmaNoch keine Bewertungen
- Adsorption em Modo BatchDokument10 SeitenAdsorption em Modo BatchAlbertlb ABNoch keine Bewertungen
- Chemical Energetics QuestionsDokument34 SeitenChemical Energetics QuestionsGeorge Choo100% (1)
- Sample Weld PlanDokument26 SeitenSample Weld PlanKDTNoch keine Bewertungen
- Fischer-Tropsch Fuels Refinery DesignDokument29 SeitenFischer-Tropsch Fuels Refinery DesignEden HuangNoch keine Bewertungen
- Pt. Multikarya Sarana Perkasa Pt. Kutai Refinery Nusantara: Loading & Install Eqipment RG Plant Loading EquipmentDokument3 SeitenPt. Multikarya Sarana Perkasa Pt. Kutai Refinery Nusantara: Loading & Install Eqipment RG Plant Loading Equipmentrizky youlandaNoch keine Bewertungen
- Material Tercera Clase - Using - Aspen - HYSYS-with-cover-page - TraduccionDokument33 SeitenMaterial Tercera Clase - Using - Aspen - HYSYS-with-cover-page - TraduccionBorisvc8Noch keine Bewertungen
- Fluidized Bed BoilerDokument5 SeitenFluidized Bed BoilerSavita GuptaNoch keine Bewertungen
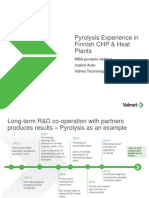
- Pyrolysis Experience in Finnish CHP and Heat Plants - Joakim Autio, ValmetDokument8 SeitenPyrolysis Experience in Finnish CHP and Heat Plants - Joakim Autio, ValmetFilipe FilipeNoch keine Bewertungen
- Presentation On CmsDokument14 SeitenPresentation On Cmsjanu0% (1)
- BPC - MS+ Sep 2010Dokument8 SeitenBPC - MS+ Sep 2010Rachna SinghNoch keine Bewertungen
- 127 - Hse Inspection Checklist-Compressed Gas CylinderDokument1 Seite127 - Hse Inspection Checklist-Compressed Gas CylinderEr Ajenk89% (9)
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesVon EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesBewertung: 1 von 5 Sternen1/5 (2)
- Guidelines for the Management of Change for Process SafetyVon EverandGuidelines for the Management of Change for Process SafetyNoch keine Bewertungen
- Process Plant Equipment: Operation, Control, and ReliabilityVon EverandProcess Plant Equipment: Operation, Control, and ReliabilityBewertung: 5 von 5 Sternen5/5 (1)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesVon EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNoch keine Bewertungen
- Piping Engineering Leadership for Process Plant ProjectsVon EverandPiping Engineering Leadership for Process Plant ProjectsBewertung: 5 von 5 Sternen5/5 (1)
- Mastering Biochemistry: A Comprehensive Guide to ExcellenceVon EverandMastering Biochemistry: A Comprehensive Guide to ExcellenceNoch keine Bewertungen
- Sodium Bicarbonate: Nature's Unique First Aid RemedyVon EverandSodium Bicarbonate: Nature's Unique First Aid RemedyBewertung: 5 von 5 Sternen5/5 (21)
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- An Applied Guide to Water and Effluent Treatment Plant DesignVon EverandAn Applied Guide to Water and Effluent Treatment Plant DesignBewertung: 5 von 5 Sternen5/5 (4)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersVon EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsVon EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNoch keine Bewertungen
- Bow Ties in Risk Management: A Concept Book for Process SafetyVon EverandBow Ties in Risk Management: A Concept Book for Process SafetyNoch keine Bewertungen
- Guidelines for Chemical Process Quantitative Risk AnalysisVon EverandGuidelines for Chemical Process Quantitative Risk AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesVon EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNoch keine Bewertungen
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlVon EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlBewertung: 4 von 5 Sternen4/5 (4)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksVon EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksBewertung: 5 von 5 Sternen5/5 (1)
- The Perfumed Pages of History: A Textbook on Fragrance CreationVon EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationBewertung: 4 von 5 Sternen4/5 (1)
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesVon EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesBewertung: 5 von 5 Sternen5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersVon EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNoch keine Bewertungen