Beruflich Dokumente
Kultur Dokumente
Brine Compatibility With Metal
Hochgeladen von
tongsabaiOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Brine Compatibility With Metal
Hochgeladen von
tongsabaiCopyright:
Verfügbare Formate
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
Formate Brines
Compatibility with Metals
Authored by Siv Howard, Formate Brines Consultant
Reviewed by Derek Milliams, Advanced Corrosion Management Services
Frank Dean, Ion Science
Commissioned by Cabot Specialty Fluids
This document reports accurate and reliable information to the best of our knowledge.
Neither the author nor the reviewers assume any obligation or liability for the use of the information presented herein.
December 2006
Photo: Courtesy of Sandvik
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 2
Contents
Purpose and Scope 3
Acknowledgements 3
Summary 3
1 Introduction to Formate Brines 4
2 Introduction to Oileld Corrosion 4
2.1 Types of Corrosion 4
2.2 Types of CRAs and how they are chosen 5
3 HPHT Field Experience 6
4 What Makes Formates less Corrosive than Other Brines? 7
5 The Carbonate/Bicarbonate pH Buffer in Formate Brines 7
5.1 How the Carbonate/Bicarbonate Buffer Works 7
5.2 Buffer Protection against CO
2
(H
2
S) inux 8
6 Corrosion in Formate Brines in the Absence of Corrosive Gases 10
7 Corrosion in Formate Brines Contaminated with CO
2
12
7.1 CO
2
Corrosion 12
7.1.1 CO
2
Corrosion of C-Steel 13
7.1.2 CO
2
Corrosion of 13Cr Steel 14
7.1.3 CO
2
Corrosion of Higher Alloy Steels 16
7.1.4 CO
2
Corrosion Rates 16
7.2 Impact of CO
2
on SCC 19
7.2.1 Testing by Hydro Corporate Research Centre 19
7.2.2 Testing by Statoil at Centro Sviluppo Materiali 20
8 Corrosion in Formate Brines Contaminated with H
2
S 21
8.1 Impact of H
2
S on General and Pitting Corrosion 21
8.2 Impact of H
2
S on SCC and SSC 21
8.2.1 Sulde Stress Cracking (SSC) of Carbon and Low Alloy steels 21
8.2.2 Cracking of CRAs in H
2
S Containing Environments 22
8.2.3 High-Temperature Testing by CAPCIS 22
8.2.4 High-Temperature Testing by Statoil at Centro Sviluppo Materiali 24
8.2.5 Low-Temperature Testing by CAPCIS 24
8.3 Use of H
2
S Scavengers in Formate Brines 25
9 Corrosion in Formate Brines Contaminated with O
2
26
9.1 Impact of O
2
on SCC 26
9.1.1 Testing by Hydro Research 26
9.1.2 Testing by CAPCIS 27
9.1.3 Testing by Statoil at Centro Sviluppo Materiali 28
9.2 Use of O
2
Scavengers in Formate Brines 28
10 Catalytic Decomposition of Formates a Laboratory Phenomenon 29
11 Hydrogen Embrittlement of Metallic Materials in Formate Brines 30
11.1 Hydrogen Embrittlement 30
11.2 Sources of Hydrogen 30
11.2.1 Hydrogen Charging from Galvanic Coupling 30
11.2.2 Hydrogen Charging from Formate Decomposition 30
11.3 Field Evidence Totals Elgin Wells G1 and G3 31
12 Avoid Pitfalls in the Laboratory! 32
13 Avoid Pitfalls in the Field! 33
13.1 Four Simple Rules for Avoiding Corrosion in Formate Brines 33
13.2 Examples of Incorrect Use 33
References 35
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 3
Purpose and Scope
Cabot Specialty Fluids (CSF) is in the process of writing a
formate technical manual. This manual will cover formate
brines and their application in well construction operations:
chemical and physical properties, compatibilities and
interactions, applications, and Health, Safety and
Environmental aspects. While preparing the manual, CSF
has received numerous enquiries for information about the
corrosion characteristics of formates. In response, CSF
decided to commission a seperate review on metal
compatibility of formate brines. The outcome of this review is
reported in this document. The report includes some basic
corrosion theory, a review of laboratory test results with
formate brines, best practice procedures for testing formates,
advice on the proper eld use of formates, and some
examples of improper use of formates in the eld.
Acknowledgements
Some of the experimental work described in this document
was undertaken for CSF by Hydro Research and CAPCIS
Ltd. Other sources of information have been SPE and NACE
papers, and personal communication from corrosion
researchers and consultants.
In addition to the two reviewers Frank Dean, Ion Science, and
Derek Milliams, Advanced Corrosion Management Services,
I want to thank the following people for their valuable
contributions and advice: Peter Rhodes (Consultant), Salah
Mahmoud of MTL Engineering, John Herce of MTL Engineering,
Neal Magri of Technip Offshore, Inc., and Mike Billingham of
CAPCIS.
In addition, I want to thank Cabot Specialty Fluids for
supporting the preparation of this review, and especially John
Downs for his valuable technical contributions and editing.
Summary
The corrosivity of formate brines used in drilling, completion,
workover, and packer uids for HPHT wells has been
thoroughly investigated over the past few years. One of the
drivers for this activity has been a spate of costly well
integrity failures that have been reported after operators have
used the traditional high-density halide completion brines.
Laboratory and eld experience has shown that buffered
formate brines are considerably less corrosive than other
brines at high temperatures, even after exposure to large
inuxes of acid gas.
Over the past 10 years, formate brines have been used in
more than 130 HPHT well construction operations where
they have been exposed to temperatures of up to 216C /
420F and pressures of up to 117.2 MPa / 17,000 psi.
There is no record of any corrosion incidents being caused
by buffered and correctly formulated formate brines under
these demanding conditions.
The low corrosivity of the formate brines is attributed to the
benign properties of the brine itself. Formate brines have a
naturally alkaline pH and can be buffered with carbonate/
bicarbonate buffers to maintain a favorable pH even after
large inuxes of acid gas. As a matter of fact, it has been
shown that the pH in buffered formate brine never drops
below about 66.5 when contacted by acid reservoir gases.
Formate brines contain very low levels of halide ions, and are
thereby free of the corrosion problems commonly associated
with halides such as pitting and stress corrosion cracking.
Even with a signicant level of chloride contamination, formate
brines have been shown to outperform uncontaminated
bromide brines. And last but not least, the formate ion is an
anti-oxidant, which limits the need for adding oxygen
scavengers, and avoids the problems that can occur when
these scavengers become depleted.
With the growing awareness of the shortcomings of the
halide brines, it is expected that formate brines will have an
increasingly important role in future HPHT well construction
operations.
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 4
1 Introduction to
Formate Brines
High-density formate brines have been available to the
industry for use in drilling, completion, workover, and packer
uids since the mid 1990s. This family of non-corrosive,
high-density, monovalent brines offers clear advantages over
the traditional halide family of brines in that their use is not
just limited to completion and packer uids, but includes
solids-free drilling uids, which offer exceptionally good ow
characteristics over the whole density range.
The primary uses for formate brines over the past 10 years
have been in demanding applications where conventional
drilling and completion uids have not been able to meet the
required performance specications. The applications where
formate brines have been used include:
HPHT completions and workovers to provide
compatibility with completion materials and reservoir
HPHT drilling to avoid well control problems and
differential sticking
Reservoir drilling and completion to improve production
Narrow bore and extended reach drilling to improve
circulation hydraulics
Shale drilling to minimize environmental impact
Cesium formate, the highest density brine in the formate
family, has proven to be an excellent replacement for the
traditional high-density zinc bromide brine, and is now the
high-density completion uid of rst choice in the North Sea.
To date, cesium formate has been used in more than 130
HPHT well operations, at temperatures as high as 216C /
420F, at pressures up to 117 MPa / 17,000 psi and in the
presence of corrosive gases such as CO
2
, H
2
S, and O
2
.
Indeed, eld experience has shown that formate brines have
given operators the ability to drill and complete challenging
HPHT wells with a degree of success, economy, and security
that would have been difcult to achieve using conventional
uids.
Field experience has also shown that buffered, uninhibited
formate brines exhibit low corrosivity towards all types of
steel tubulars used in well construction and production
operations, even when contaminated with corrosive gases
and chlorides. This compatibility with carbon and low alloy and
stainless steel goods has been an important consideration for
the oil companies who have chosen formate brines for use in
their HPHT well constructions.
2 Introduction to
Oileld Corrosion
2.1 Types of Corrosion
The aqueous corrosion of metals involves two electro-chemical
reaction zones in close proximity: a cathodic reaction zone, in
which electrons are taken from the metal to reduce a reactant
(e.g. protons, water, or oxygen) in an electrolyte (often a
solution of salts) which is in contact with the metal, and an
anodic reaction zone, in which the metal is oxidized
(corroded), liberating electrons into the metal. Electrons move
through the metal from the anodic to cathodic zone
balancing the electro-chemical reactions. The effects of
corrosion most commonly encountered in the sub-surface
oileld environment fall broadly into the following categories:
General corrosion: General corrosion is a relatively slow
process where the metal loss is relatively uniform over the
exposed surfaces and typically occurs over long time scales.
Carbon steel and low alloy steels are particularly susceptible
to general corrosion in acid environments.
Pitting corrosion: Pits are typically millimeter-sized zones of
anodic corrosion commonly associated with high chloride
concentrations in solution. Pitting commences with the
localized breakdown of a passivating scale on a metal. This
exposes small areas of oxidizable metal. Chloride preferentially
migrates to these local anodic zones, and assists in removal
of anodically oxidized metal, to form pits. The metal surface
outside the pits is cathodic and supports the reduction of, for
example, dissolved oxygen from the electrolyte. Pitting
corrosion is characterized by a high cathodic to anodic area
ratio. Metal dissolution is conned to pits that deepen much
faster than the rate of average wall loss associated with
general corrosion.
Stress Corrosion Cracking (SCC) is a destructive and fast-
acting effect of corrosion that can cause catastrophic failure
of Corrosion Resistant Alloy (CRA) oileld tubulars and
equip ment, sometimes within a matter of days. SCC cracks
develop from local defects in the surface oxide lm, often
from sites of active pitting corrosion. For SCC to occur, tensile
stresses in the material are required in addition to the presence
of a corrosive environment and a susceptible material (Figure 1).
Increasing stress, temperature, and concentration of, for
example, halide ions, together with corrosive oileld gases,
increase the risk of metal failure from SCC.
Figure 1 Factors required for stress corrosion cracking (SCC).
Susceptible
material
Tensile
stress
Environment
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 5
Hydrogen damage is a term used to refer to a variety of
deleterious phenomena for example SSC, SOHIC, HIC, and
hydrogen embrittlement which affect metals when they
contain atomic (diffusible) hydrogen. The causes are broadly
two-fold. Either the hydrogen is dissolved into the metal at
high temperature (the higher the temperature, the less specic
the source of hydrogen has to be) then the metal is rapidly
cooled to a low temperature leading to hydrogen over-
saturation, or the hydrogen enters the steel directly at a low
temperature (less than about 100C / 212F) due to corrosion
involving hydrogen promoters, the most important oileld
hydrogen promoter being hydrogen sulde.
Sulde Stress Cracking (SSC) occurs during corrosion of steel
under tensile stress in the presence of water and hydrogen
sulde. It is generally accepted that SSC is in part caused by the
promotion of hydrogen entry into the steel by hydrogen sulde.
This causes steel embrittlement which, under tensile stress,
causes the steel to crack. High strength carbon and low alloy
steels and hard weld zones are particularly prone to SSC.
Hydrogen Induced Cracking (HIC) occurs in carbon and
low alloy steels, when atomic hydrogen diffuses into the steel
and then combines to form molecular hydrogen, particularly
in the vicinity of steel inclusions, such as manganese sulde.
The build up of hydrogen pressure at inclusions leads to the
formation of planar cracks. The linking of these cracks, internally
or to the surface of the steel, results in Step Wise Cracking
(SWC) that can destroy the integrity of the component. Near
the surface of the steel the cracks can lead to the formation of
blisters. HIC damage is more common in components made
from rolled plate than in those made from seamless material.
HIC generally occurs at temperatures below 100C / 212F
and in the presence of certain corrodants called hydrogen
promoters, such as hydrogen sulde. No externally applied
stress is needed for the formation of HIC.
Stress oriented hydrogen induced cracks (SOHIC) is
related to SSC and HIC/SWC. In SOHIC, staggered small
cracks are formed approximately perpendicular to the
principal stress (residual or applied) resulting in a ladder-like
crack array linking (sometimes small) pre-existing HIC cracks.
The mode of cracking can be categorized as SSC caused by
a combination of external stress and the local straining
around hydrogen induced cracks.
Hydrogen Embrittlement (HE) of metals, particularly of high
alloy steels, is the physical result of high levels of hydrogen
uptake into the metal. Hydrogen is much more soluble
and diffusible in metals at high temperatures than at low
temperatures (dened as below 100C / 212F). Embrittlement,
therefore, normally occurs as a consequence of corrosion at
high temperature, followed by sufciently rapid cooling of the
metal to entrap the hydrogen at low temperature. It may also
result from intense hydrogen entry due to corrosion at low
temperature in the presence of a hydrogen promoter.
2.2 Types of CRAs and how they are chosen
Well engineers select the metallurgy of their sub-surface tubulars
according to the composition of the produced uids/gases and
the downhole temperature prole. If there is any risk of CO
2
production during the lifetime of the well they will tend to select
Corrosion Resistant Alloy (CRA) steels that contain chromium,
nickel, and sometimes molybdenum. High downhole tempera-
tures and the presence of H
2
S and Cl
-
necessitate the selection
of more expensive CRAs with high alloy metal content. Given
the high cost of the types of CRA tubulars being used in HPHT
wells and the cost of a well intervention and loss of production
if the material should fail, it is important to maximize their life
expectancy. The cost of a rig for an offshore HPHT well
intervention can run into several million dollars and the waiting
time for both the rig and new CRA material might be up to a
year. It is therefore particularly important that the integrity and
life expectancy of the tubulars is not compromised by adverse
interactions with completion, workover, and packer uids.
Table 1 lists some CRAs commonly used in tubulars. The
recommended temperature ranges for the various CRAs vary
between the OTG producers, and no universally accepted
limits exist. The temperature limits shown in Table 1 are taken
from the Sumitomo selection guide [1] and apply when CO
2
is
present. The recommended applicability limits of the alloys in
Table 1 are also dependent upon chloride concentration and,
when present, upon the levels of H
2
S.
There are also quite a few austenitic alloys that, because of their
corrosion resistance properties, are commonly used in well
applications. These alloys are characterized by their high content
of chromium and nickel. They are mainly used as material for
packers, safety valves, hangers, etc. In some cases they can be
sensitive to hydrogen embrittlement and other forms of attack
often associated with H
2
S. The industry standard for sour service
materials [2] provides more information on the sensitivity of
austenitic and other corrosion resistant alloys to this common
contaminant of oil and gas production environments.
Table 1 Martensitic and Duplex steels commonly used in oileld tubulars. The application limits apply in the presence of CO
2
and are
further restricted by the level of CO
2
, H
2
S, and Cl
-
[1].
Group Name Cr % Ni % Mo %
General application limit
[C] [F]
Martensitic
13Cr 13 -- -- <150 <300
Modied 13Cr-1Mo (M13Cr) 13 4 1 <175 <350
Modied 13Cr-2Mo (S13Cr) 12.5 5 2 <175 <350
Duplex
22Cr 22 5 3 <200 <400
25Cr 25 7 4 <250 <480
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 6
3 HPHT Field Experience
Over the last 10 years formate brines have been used in more
than 130 HPHT applications at downhole temperatures as high
as 216C / 420F and at pressures up to 117 MPa / 17,000 psi.
Since their rst use in HPHT wells, there have been no
corrosion incidents caused by formate brines when used
according to the guidelines described in this document.
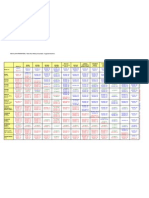
Table 2 HPHT eld experience with formate brines provided by CSF over the past seven years.
BP Rhum
3/29a
Shell
Shearwater
Marathon
Braemar
BP
Devenick
Total
Elgin/
Franklin
Statoil
Huldra
No. of wells 3 6 1 1 10 6
Hydrocarbon
Gas
condensate
Gas
condensate
Gas
condensate
Gas
condensate
Gas
condensate
Gas
condensate
Max. temp
C 149 182 135 146 204 149
F 300 360 275 295 400 300
Completion material CRA S13Cr 25Cr 13Cr 13Cr 25Cr S13Cr
Liner material CRA S13Cr 25Cr 22Cr VM110 P110 S13Cr
Packer material CRA 718 718 718 718 718 718
Brine density g/cm
3
2.00 2.20 2.05 2.20 1.80 1.85 1.60 1.65 2.10 2.20 1.85 1.95
Reservoir pressure
MPa 84.8 105.6 74.4 72.4 115.3 67.5
psi 12,300 15,320 10,800 10,500 16,720 9,790
CO
2
% 5 3 6.5 3.5 4 4
H
2
S ppm 5 10 20 2.5 5 20 50 10 14
Exposure time days 250 65 7 90 1.6 yrs 45
Application
Perforation
Completion
Workover
Well kill
CT
Workover
Perforation
Workover
Perforation
Drill
Completion
Workover
Completion
CT
Well kill
Perforation
Drilling
Completion
Screens
Statoil
Kvitebjrn
Statoil
Kristin
BP
High Island
A-5
Devon
West
Cameron
165 A-7, A-8
Devon
West
Cameron
575 A-3
Walter O&G
Mobile Bay
862
No. of wells 7 to date 7 to date 1 1 1 1
Hydrocarbon
Gas
condensate
Gas
condensate
Gas
Gas
condensate
Gas Gas
Max. temp
C 155 171 163 149 135 216
F 311 340 325 300 275 420
Completion material CRA S13Cr S13Cr S13Cr 13Cr 13Cr G-3
Liner material CRA 13Cr S13Cr S13Cr 13Cr 13Cr G-3
Packer Material 718 718 718 718 718 718 G-3
Brine density g/cm
3
2.00 2.06 2.09 2.13 2.11 1.03 1.14
2.11
1.49 packer
Reservoir pressure
MPa 81 90 99 80 74 129
psi 11,700 13,000 14,359 11,650 10,731 18,767
CO
2
% 2 3 3.5 5 3 3 10
H
2
S ppm Max 10 12 17 12 5 5 100
Exposure time days 57 57
4
3 yrs packer
2 and 1.3 yrs 1.4 yrs
20
1.5 yrs packer
Application
Drilling
Completion
Screens
Liners
Drilling
Completion
Screens
Well kill
Completion
Packer
Packer Packer
Well kill
Completion
Packer
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 7
4 What Makes Formates less
Corrosive than Other Brines?
There are several features of formate brines that make them
inherently less corrosive than other brines used by the oil
industry.
Halide-fee
Conventional halide brines (NaCl, KCl, NaBr, CaCl
2
, CaBr
2
,
ZnBr
2
, and their blends), and particularly chlorides, are known
to promote several forms of corrosion. Localized corrosion,
such as pitting and SCC are promoted in halide environments,
and the severity increases with increased halide concentration.
Even after contamination with moderate levels of chloride
ions (Cl
-
), formate brines still retain their non-corrosive
characteristics in most applications.
Antioxidant
Oxidants, such as O
2
are known to cause corrosion
problems. The formate ion is a well-known antioxidant or free
radical scavenger, used in many industrial and medical
applications.
Favorable alkaline pH
Formate salts dissolved in water exhibit a naturally favorable
pH (8-10).
In non-oxygenated solutions, corrosivity is determined in part
by pH. The lower the pH, the greater the tendency for
corrosion. In addition, pH determines the stability/solubility of
corrosion scales.
Traditional high-density halide brines typically have pH values
of between 2 and 6 (depending on the type of halide) and are
therefore naturally more corrosive than formate brines.
Compatibility with Carbonate-based pH buffer
The only truly reliable protection against corrosion from acid
gas (CO
2
and H
2
S) is to pre-treat the receiving brine with a
carbonate/bicarbonate buffer. The buffer not only helps to
maintain the brine pH in the safe alkaline zone but also
promotes metal passivation.
Traditional high density completion and packer uids based
on divalent halide brines (CaCl
2
, CaBr
2
, ZnBr
2
) cannot be
buffered because even small amounts of added carbonate/
bicarbonate buffer are precipitated out. Carbonate/bicarbonate
buffers are soluble in formate brines, and can be formulated
to make uids that remain pH stable in the face of quite large
inuxes of CO
2
.
In order to fully understand how the buffer in the formate
brine enhances the corrosion protection provided by the
formate brine itself, one rst needs to understand how this
buffer works and how it reacts to inuxes of common acid
gases such as CO
2
and H
2
S.
5 The Carbonate/Bicarbonate
pH Buffer in Formate Brines
Formate brines provided for eld applications should be
buffered by the addition of potassium or sodium carbonate
and potassium or sodium bicarbonate. Typical recommended
levels are 6 to 12 lb/bbl of potassium carbonate or a blend of
potassium carbonate and potassium bicarbonate. The main
purpose of this buffer is to provide an alkaline pH and to
prevent the pH from uctuating as a consequence of acid or
base inuxes into the brine. The buffer also plays a very
important part in encouraging the formation of the high quality
protective carbonate lm on the steel surfaces.
5.1 How the Carbonate/Bicarbonate Buffer Works
A pH buffered solution is dened as a solution that resists a
change in its pH when hydrogen ions (H
+
) or hydroxide ions
(OH
-
) are added. The ability to resist changes in pH comes
about by the buffers ability to consume hydrogen ions (H
+
)
and/or hydroxide ions (OH
-
).
The carbonate/bicarbonate buffer system provides strong
buffering at two different pH levels:
Higher buffer level at pH = 10.2
(1)
where
= 10.2
At pH = 10.2 ( ) the buffered solution contains the same
amount of carbonate ( ) and bicarbonate (
).
Lower buffer level at pH = 6.35
(2)
where
= 6.35
At pH = 6.35 ( ) the buffered solution contains the
same amount of bicarbonate ( ) and carbonic
acid ( ).
The exact levels of
and
will vary somewhat with
brine concentration, temperature, and pressure.
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 8
3
4
5
6
7
8
9
10
11
12
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2
pH
Fraction of buffer consumed
pH Behav|or of Carbonate/B|carbonate Buffer When Add|ng Strong Ac|d
pKa
2
pKa
1
Addition of strong acid
Figure 2 demonstrates how the carbonate buffer works when
a strong acid is added. The carbonate will react with added
acid until all the carbonate is consumed. As long as there is
still carbonate left in the solution, the pH will remain high,
around the higher buffer level = 10.21. As soon as the
carbonate is consumed, the pH will drop down to the lower
buffer level where it will remain as long as bicarbonate is
available to react with the added acid and be converted to
carbonic acid. In order for the pH to drop down below this
second buffer level, an acid would need to be added that is
stronger than the carbonic acid that is formed. As any CO
2
gas inux into the buffered solution will dissolve and be
converted to carbonic acid, a CO
2
inux is therefore not
capable of pulling the pH much below this second buffer
level.
5.2 Buffer Protection against CO
2
(H
2
S) inux
The major cause of acidication of conventional completion
brines is inux of carbon dioxide gas (CO
2
) into the wellbore:
(3)
(4)
(5)
Depending on the pH in the brine system, the dissolved CO
2
will remain in the brine as either carbonic acid (H
2
CO
3
) or
bicarbonate (HCO
3
-
) according to the equation 5. This is
demonstrated in Figure 3. As more CO
2
gas enters into the
brine, the carbonic acid concentration builds up and the pH
drops and allows unbuffered brines to acidify.
The three different brine systems in Figure 3 will react in the
following way to a CO
2
inux:
Conventional divalent halide brines cannot be buffered
with carbonate/bicarbonate because the corresponding
metal carbonate (CaCO
3
, ZnCO
3
) will precipitate out of
solution resulting in the formation of solids in the clear
packer/completion uid. These divalent brines have a
naturally low pH (26) and the inux of CO
2
will, dependent
on the partial pressure of CO
2
, further lower the pH. The
CO
2
will largely be converted to carbonic acid, which is
very corrosive.
Buffered formate brines are capable of buffering large
amounts of CO
2
. Unless the inux is unusually large, the
brine will maintain a pH (at around the upper buffer level)
which is high enough to prevent carbonic acid being
present in the uid. With a large inux of CO
2
, the pH will
drop down to the lower buffer level (pH = 6.35) where it will
stabilize. Measurements of pH in formate brines exposed
to various amounts of CO
2
have conrmed that the pH
never drops below 66.5. This pH is still close to neutral,
meaning that this brine system cannot be acidied to
any great extent by exposure to CO
2
.
Unbuffered formate brines: The pH of these brine
systems behaves very much like halide brines when
exposed to CO
2
gas. However, they do have a higher initial
pH, and the pH drop will be limited as the formate brine is
a buffer in itself (pK
a
= 3.75). If there is any chance of an
acid gas inux, the use of unbuffered formate brines is not
recommended.
Figure 2 The pH of water buffered with carbonate as a function of added strong acid (H
+
). The x-axis shows the fraction of the buffer
that is consumed by the added acid. As can be seen, carbonate will buffer twice, rst at pH pK
a
2
= 10.2 (upper buffer level) and then at
pH = pK
a
1
= 6.35 (lower buffer level). If the added acid is carbonic acid (from CO
2
inux), the pH can never drop much below pK
a
1
.
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 9
Inux of CO
2
into a wellbore is often accompanied by
hydrogen sulde (H
2
S). H
2
S is a very weak acid with a pK
a
1
at
around 7. H
2
S corrosion is generally suppressed in alkaline
scenarios by the formation of non-soluble sulde lms.
Therefore sustained corrosion by hydrogen sulde in the
presence of buffered formate brines is unlikely to occur.
In order to get the full benet of the carbonate/bicarbonate
buffer in the formate brine, both the buffer level and buffer
capacity need to be maintained during eld use. Over-
treatment with potassium carbonate is most often not a
problem.
4
5
6
7
8
9
10
11
12
0 50 100 150 200 250 300 350 400 450 500
BBL Gas i nflux/BBL buffered formate brine (2% CO2, 21C / 70F, 1 atmj
pH
lncreasing time of
influx
pH |n Var|ous Br|ne Systems as a Funct|on of
Inf|ux Vo|ume
Buffered formate
Unbuffered formate
Calcium bromide
pH>6.35:
mainly converted to
bicarbonate (
j,
which does not promote corrosion
pH<6.35:
mainly converted to
carbonic acid (
j,
which promotes corrosion
Figure 3 pH as function of CO
2
inux in a typical halide brine, an unbuffered formate brine, and a buffered formate brine.
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 1 0
Table 3 General corrosion rates of C-steel in formate brines.
Fluid
Density pH
(diluted
1:10)
Temp. days P-110 C-110 Q-125
s.g. ppg C F mm/y MPY mm/y MPY mm/y MPY
NaFo 1.26 10.5 10.0 163 325 7 0.008 0.3
CsFo 12.0 163 325 7 0.000 0.0
CsFo + 5% KCl 2.18 18.2 10.5 177 350 40 0.076 3.0 0.065 1.0 0.051 2.0
CsFo 12.0 177 350 7 0.003 0.1
CsFo 10.0 191 375 ? 0.005 0.2
CsFo 10.0 204 400 17 0.008 0.3
CsFo 1.94 16.2 218 425 30 0.177 7.0
Table 4 General corrosion rates of CRAs in formate brines.
Fluid
Density
pH
(diluted
1:10)
Temp. days 13Cr
Modied
13Cr
22Cr 25Cr
s.g. ppg C F mm/y MPY mm/y MPY mm/y MPY mm/y MPY
KFo 1.26 10.5 9.8 66 150 30 0 0 0 0
KFo 1.57 13.1 9.8 66 150 30 0 0 0 0
NaFo 1.26 10.5 10.0 163 325 7 0 0.0 0 0.0
CsKFo
+ 3 g/L Cl
- 1.95 16.2 10.4 165 329 30 0.01 0.39
KFo 1.26 10.5 9.8 185 365 30 0 0 0 0
KFo 1.57 13.1 9.8 185 365 30 0.043 1.7 0 0
CsFo 10.0 191 375 ? 0 0.0 0.03 1
CsFo 10.0 204 400 17 0.003 0.1 0.03 1
CsFo 204 400 7 0.076 3
CsFo 1.94 16.2 218 425 30 9.25 364 0.41 16
Shaded area = outside the operating envelope of the specic CRA
6 Corrosion in Formate Brines in
the Absence of Corrosive Gases
In the absence of corrosive gasses and within the operating
envelope of the specic metal (as dened in Table 1 and its
associated text), formate brines are essentially non-corrosive to
all forms of steels used in oil and gas well construction, even
when contaminated with chloride ions. Table 3 and Table 4 list
general corrosion rates for a variety of formate brines at
temperatures up to 218C / 425F, collected from various
published and unpublished sources [3].
The general corrosion rates of C-steel and CRAs in formate
brines are negligible regardless of the temperature. Localized
corrosion and SCC have never been observed. The use of
corrosion inhibitors in formate brines is neither necessary nor
recommended.
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 1 1
Corrosion comparison:
Cesium formate brine versus zinc bromide brine
Traditional high-density halide brines are known to cause or
facilitate pitting corrosion due to their low pH and high
content of halide ions (Cl
-
, Br
-
). A comparative corrosion test
[4] has been carried out at 204C / 400F with C-steel
exposed to a high density cesium formate brine and in a
blend of zinc bromide and calcium bromide brines, both with
a density of 2.18 s.g. / 18.2 ppg. The mixed bromide brine
was tested with and without a corrosion inhibitor. The testing
was carried out in 100 mL C-steel pressure vessels. The
corrosion of the walls of the vessels was determined by
measuring the weight loss of the vessels after 12 days of
exposure to the brines. The results are shown in Table 5. The
CaBr
2
/ZnBr
2
brine promoted severe localized corrosion at the
interface between the liquid and vapor. The presence of a
corrosion inhibitor marginally reduced the general corrosion
rate but seemed to amplify the localized corrosion. The
weight loss of C-steel in the bromide brine was found to be
about 100 times higher than in the uninhibited formate brine
and the depth of the localized metal corrosion in the bromide
was about 1,000 times higher than in formate. No signicant
localized corrosion or pitting corrosion and only negligible
general corrosion was experienced in the formate brine.
Pressure build-up in the headspace of the test vessels was
monitored in these tests, and the bromide brine was shown
to create higher pressures at 204C / 400F than the formate
brine. The pressure build-up with the bromide brine, resulting
from the evolution of hydrogen gas, is thought to have been
caused by the corrosion reactions.
Table 5 General and localized corrosion on C-steel (P-110)
exposed to inhibited and uninhibited calcium/zinc bromide and
cesium formate brines at 204C / 400F.
Test Fluid
General
corrosion
rate
Rate of
maximum
penetration
mm/y MPY mm/y MPY
Uninhibited CaBr
2
/ZnBr
2
0.84 33 7.72 304
Inhibited CaBr
2
/ZnBr
2
0.66 26 13.1 517
Cs formate 0.008 0.3
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 1 2
7 Corrosion in Formate Brines
Contaminated with CO
2
Carbon dioxide (CO
2
) inuxes emanating from leakage of
reservoir gases into the well environment are common
sources of corrosion in carbon and low alloy steels. The
consequences of a CO
2
leakage into a halide-based
completion uid can be catastrophic for the integrity of
sub-surface equipment and tubulars.
Both pitting and stress corrosion cracking (SCC) can occur in
CRAs that have been exposed to CO
2
and halide brines. For
some years it was thought that the incidence of localized
corrosion of CRAs would be restricted to wells where
chloride brines became contaminated with oxygen. More
recent research has revealed that bromide brines may cause
pitting and SCC in the presence of CO
2
as well [5].
Buffered formate brines are very different from halide brines
in the way their corrosivity is inuenced by a CO
2
inux. The
difference is mainly due to the inuence of the carbonate/
bicarbonate pH buffer.
7.1 CO
2
Corrosion
In the oileld, aqueous uids that have been acidied by an
inux of CO
2
are known to cause high rates of general
corrosion and pitting corrosion.
Corrosion rates of carbon and low alloy steels in aqueous
environments containing CO
2
can reach high levels (thousands
of mils per year), but the corrosion can be effectively reduced by
the formation of a protective layer of iron carbonate on the
metal surfaces, particularly at elevated temperatures.
There are two factors determining whether or not a completion
brine will inhibit CO
2
corrosion. These are:
1. The ability of the brine to maintain an alkaline pH.
2. The ability of the brine to facilitate the quick formation of a
protective layer on exposed metal surfaces in the case the
CO
2
inux is signicant enough to lower the pH.
In eld environments the likelihood that a buffered formate
brine would ever receive a CO
2
gas inux large enough to
overwhelm the buffer is very low. Nevertheless, substantial
research has been concerned with looking at the consequences
of a CO
2
inux sufcient to overwhelm the upper buffer level of
buffered formate brines [6][7]. Leth-Olsen, of Hydro Corporate
Research Centre, Porsgrunn, discovered in 2002 that a
protective layer of iron carbonate forms very quickly (within a
couple of days) on both C-steel and 13Cr steels in a buffered
formate brine exposed to a massive CO
2
challenge. The
presence of the carbonate/bicarbonate buffer therefore not
only reduces the level of brine acidication in the presence of
CO
2
, but also plays a very important part in the formation of
the high quality protective carbonate lm on the steel
surfaces as the acidication progresses and initial corrosion
occurs. When CO
2
enters into the buffered formate brine,
carbonic acid will be formed according to Equations 3 and 4.
Carbonic acid will then be consumed by the carbonate buffer
according to the following reaction:
(6)
In this case the pH will remain favorable at about the upper
buffer level (=
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
= 10.2) and CO
2
corrosion will not take
place until the carbonate component of the pH buffer is
overwhelmed (see Figure 3).
Once the carbonate portion of the formate brines buffer (the
upper buffer level) has been overwhelmed or consumed, the
pH will decrease according to the following equations, which
are also valid for unbuffered brines:
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
(7)
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
(8)
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
(9)
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
(10)
From Equation 10 it can be seen that the pH at which the uid
eventually stabilizes doesnt only depend on the partial
pressure of CO
2
(
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
), but also on the concentration of
bicarbonate (
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
). In buffered brines the effect of high
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
subsequent to a large inux is offset by a very high
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
concentration. pH measurements on formate brines exposed
to a wide temperature range and at CO
2
partial pressures of up
to 4 MPa / 580 psi have shown that the pH of formate brines
does not drop below 66.5 (diluted and undiluted), regardless
of the initial level of carbonate/bicarbonate buffer [7].
Conventional completion/packer uids based on divalent
halide brines are expected to behave almost like pure water
on contact with CO
2
gas, as they cannot be buffered with
carbonate/bicarbonate. Upon a typical CO
2
inux the rapid
move to the left in the carbonate bicarbonate equilibrium
(Equation 5) will cause a drop in pH, sufcient for CO
2
corrosion to ensue. Due to the lack of bicarbonate, the nal
pH of the acidied halide brine will therefore mainly depend
on the CO
2
pressure (Equation 10), and be signicantly lower
than in buffered formate brines.
A common concern voiced by new users of formate brines is
that corrosive formic acid will always be present with the
formate in solution because of the following equilibrium:
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
(11)
Since carbonic acid is a weaker acid than formic acid
(
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
<
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
), formic acid
can only exist in very small equilibrium amounts even when
the formate brine is exposed to a high CO
2
concentration.
In order to obtain a substantial conversion of formate to
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 1 3
formic acid, a stronger acid (one with a lower pK
a
) would
need to be introduced. An example of this would be
hydrochloric acid (HCl). The presence of a very small amount
of formic acid has actually proven to be a benet in promoting
the formation of iron carbonate lms that protect steel
surfaces against CO
2
corrosion [7].
It is important to keep in mind that the main purpose of the
buffer provided in formate brines is to maintain a high pH so
that CO
2
corrosion is prevented. In a realistic eld situation the
likelihood that a buffered formate brine would ever receive a
CO
2
gas inux large enough to overwhelm the buffer is low.
(Figure 3). Traditional high-density halide-based brines do not
have this advantage, and CO
2
corrosion will commence after
even a minor inux of CO
2
.
Even if a CO
2
inux is sufcient enough to overwhelm the
carbonate component of the powerful pH buffer, a protective
iron carbonate layer will form much faster and much more
efciently in a buffered formate than in other high density
completion brines. Here is why:
Both carbonic acid and formic acid are known to be corrosive
to C-steel and lower alloyed steels and to some CRAs, such
as 13Cr, at elevated temperatures. The corrosion takes place
according to the following mechanisms, respectively:
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
(12)
and to a lesser extent;
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
(13)
Ferrous iron liberated by these reactions builds up in solution
and eventually reaches a level at which the solubility of iron
carbonate is exceeded locally on the corroding surface.
Further corrosion will then cause the build-up of an iron
carbonate layer on the steel surface:
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
(14)
Alternatively or additionally to the formation of this iron
carbonate layer a magnetite (Fe
3
O
4
) layer can be formed.
Both the iron carbonate and the magnetite lms are known to
be extremely efcient in inhibiting further corrosion.
Factors that will inuence the quality of the lm are [7]:
Volume to surface ratio. The ratio between the solution
volume and the area of steel exposed to the uid. This is
not a variable in an annular well environment, and it is
therefore important to accurately reproduce this in a
laboratory test environment. 24 mL/cm
2
is an acceptable
range. Using higher ratios will generate misleading
corrosion predictions. As an example, increasing this ratio
by a factor of 10 (typical ratio used for corrosion testing =
20 mL/cm
2
), has been shown to double the measured
corrosion rate of 13Cr steel at 120C.
Amount of carbonate in the fuid. The build-up of iron
carbonate depends on the solubility product of iron
carbonate. This means that as more carbonate ions are
present in the uid, the less dissolved iron (corrosion
product) is needed to saturate the uid close to the metal
surface and start lm formation.
Rate of initial corrosion. A high rate of corrosion
immediately before the iron carbonate layer forms is
known to increase the quality of the layer.
Buffered formate brines that are exposed to a large amount
of CO
2
form a higher quality protective layer than other
acidied completion brines because they provide both a
higher amount of carbonate (see bullet point 2 above effect
of buffer) and a higher rate of initial corrosion (see bullet point
3 above the additional small amounts of formic acid seem
not only to slightly increase the initial high corrosion rate but
also to signicantly further promote the formation of the iron
carbonate layer).
7.1.1 CO
2
Corrosion of C-Steel
If the carbonate component of the buffer in a formate brine is
overwhelmed by CO
2
inux, the pH will start decreasing and
CO
2
corrosion will take place according to Equations 12 and 13.
An initial period of high general corrosion will be experienced
prior to the build-up of the protective iron carbonate layer.
For C-steel this initial phase of high rates of general corrosion
is readily measured by short-term weight loss tests. There are
cases in the oileld literature where exaggerated and
misleading CO
2
corrosion rates have been reported with
formates as a consequence of measuring the short-term
weight loss and then extrapolating this rate linearly over time
to create annual corrosion gures. It has therefore been
advised [6][7] not to use standard short-term weight loss
methods to predict long-term CO
2
corrosion rates for C-steel
in formate brines.
Compared with halide brines, formate brines have been
shown to be much less aggressive to C-steel, even in tests
where high CO
2
additions have decreased the pH to the
lower buffer level [8]. Figure 4 shows photos of 1.5 mm thick
C-steel coupons that have been exposed to 1.53 s.g. / 12.8
ppg calcium bromide and potassium formate brines acidied
with CO
2
at temperatures varying between 120C / 248F and
180C / 356F [7]. The coupon to the left shows severe
localized corrosion attacks on the coupon that was exposed
to the bromide brine, and the coupon to the right shows that
only general corrosion has taken place in the potassium
formate brine. A SEM photo of an iron carbonate layer
formed on C-steel in a formate brine is shown in Figure 5.
The lm is very dense, of thickness 5 to 20 m. By comparison,
the surface layer that was formed in the calcium bromide
brine was found to be of a duplex structure with a thickness
of 100 to 200 m. Table 6 shows weight loss data and actual
local corrosion rates for the same coupons. Adding a
commonly used corrosion inhibitor to the bromide brine did
not improve the performance or stop the localized corrosion.
No additional chloride was added to the brines used in these
tests.
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 1 4
Table 6 Average corrosion rate and rate of the deepest attack
for C-steel in 1.53 s.g. / 12.8 ppg bromide brine and buffered
KFo brine exposed to a large CO
2
inux. The experiments were
commenced at 120C / 248F, with an excursion to and from
180C / 356F [7].
Fluid
Corrosion rate
Average rate Deepest attack
mm/y MPY mm/y MPY
CaBr
2
0.39 15.4 >8.7
1)
>342
1)
CaBr
2
inhibited
0.34 13.4 >8.7
1)
>342
1)
KFo 0.30 11.8 --- ---
1) Perforated, i.e. attack > coupon thickness = 1.5 mm
Real-time corrosion rates for C-steel in various formate and
bromide brines exposed to a large amount of CO
2
are shown
in the plot in Figure 6. This plot is based on Linear Polarization
Resistance (LPR) measurements that have been calibrated
against weight loss. As can be seen, a protective layer was
formed on the metal surfaces exposed to the formate brines
within the rst 2030 hours of exposure to CO
2
. The scatter in
the bromide data during the initial period with high corrosion
rates indicates that localized corrosion was taking place.
7.1.2 CO
2
Corrosion of 13Cr Steel
13Cr steel has been shown to behave in a similar manner to
C-steel when exposed to formate brines that have received a
large inux of CO
2
. A protective layer is formed during a short
initial period of high general corrosion activity.
As with C-steel, formate brines in which the pH has been
substantially decreased to the lower buffer level by a large
inux of CO
2
appear to be much less aggressive towards
13Cr than acidied halide brines. Figure 7 (see left-hand
photo) shows severe localized corrosion of a 13Cr steel
coupon exposed to calcium bromide brine acidied with CO
2
at temperatures varying from 120C / 248F to 180C / 356F.
A 13Cr coupon exposed to formate brine under the same
test conditions shows only general corrosion (see right-hand
photo in same gure). Weight loss corrosion rates for the
same coupons are shown in Table 7 along with the maximum
depths of pits caused by localized corrosion.
A SEM photo of the lm formed in the formate brine is shown
in Figure 8. This lm is thicker (100 m) than the one seen on
C-steel, and the lm quality and ability to inhibit corrosion are
not quite as good.
Figure 4 C-steel test specimens after exposure to inhibited
calcium bromide and potassium formate (both 1.53 s.g. / 12.8
ppg) with a large CO
2
inux at 120C / 248F, with an excursion
to and from 180C / 356F [7]. Severe localized corrosion
attacks are seen in the calcium bromide brine. The potassium
formate brine only caused general corrosion. (The CO
2
inux
was large enough to overwhelm the upper buffer level and drop
the pH to the lower buffer level in the formate brines.)
Figure 5 SEM photo of iron carbonate protective layer formed
on C-steel in a potassium/cesium formate brine where pH was
pulled down to the lower buffer level by a large inux of CO
2
.
The thickness of the layer is about 5-20 m.
CaBr
2
K formate
Corrosion
lm
C-steel
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 1 5
0.0
1.0
2.0
3.0
4.0
5.0
6.0
0 100 200 300 400 500 600
Time [hours|
C
o
r
r
o
s
i
o
n
r
a
t
e
[
m
m
/
y
|
C
o
r
r
o
s
i
o
n
r
a
t
e
[
M
P
Y
|
0
50
100
150
200
In|t|a|
Corros|on |n Formates and Brom|des
KFo 1.53 s.g. 120 C
C KCsFo 1.70 s.g. 150
CaB| 1.53 s.g. lnhibited 120C
CaB|
2
2
1.53 s.g. Uninhibited 120C
KCsFo 1.70 s.g. 150C
Figure 6 LPR plot showing initial corrosion of C-steel in potassium formate potassium/cesium formate and calcium bromide brines at
various temperatures. All brines were exposed to a large CO
2
inux. The time scale starts from the time of acidication with CO
2
. An initial
short period of high corrosion rates can be seen in the formate brines before the protective iron carbonate layers are formed. No distinct
peak can be seen in the bromide brines. The corrosion inhibitor in the bromide brine appears to have no impact on the CO
2
corrosion.
Figure 7 13Cr test specimens after exposure to inhibited
bromide (1.53 s.g. / 12.8 ppg) and potassium formate (1.53 s.g. /
12.8 ppg) with a large inux of CO
2
where pH had been pulled
down to the lower buffer level. Severe localized corrosion
attacks are seen in the calcium bromide brine. The potassium
formate brine only caused general corrosion.
Figure 8 SEM photo of iron carbonate protective layer formed
on 13Cr in potassium/cesium formate brine where pH was
pulled down to the lower buffer level by a large inux of CO
2
.
The thickness is about 50100 m.
CaBr
2
K formate
Corrosion
lm
13Cr
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 1 6
7.1.3 CO
2
Corrosion of Higher Alloy Steels
A protective layer also forms on the surfaces of higher alloy
steels in the formate brines where the higher buffer level has
been overwhelmed by a massive inux of CO
2
(Figure 9 for
22Cr). The layers formed on these metals are of the thicker
variety (about 50100m). In spite of the slightly lower quality
of these lms, the corrosion rates are very low due to the
resistance of these metals to both carbonic acid and formic
acid. No signs of pitting corrosion have been observed in any
of these materials exposed to buffered formate brines even
with a large amount of CO
2
inux.
Figure 9 SEM photo of iron carbonate protective layer formed
on 22Cr in a potassium/cesium formate brine where pH was
pulled down to the lower buffer level by a large inux of CO
2
.
The thickness of the layer is about 50100 m.
7.1.4 CO
2
Corrosion Rates
General corrosion rates in formate brines as a function of
temperature and level of CO
2
inux are shown in Figure 10 to
Figure 14 for C-steel, 13Cr, modied13Cr (1Mo and 2Mo),
22Cr, and 25Cr respectively. The data are taken from various
sources [6][7][8][9][10][11]. The data points represent
measurements done with and without H
2
S in the headspace
and with and without chloride contamination in the formate
brine. Neither H
2
S nor chloride contamination appear to have
any signicant impact on the CO
2
corrosion rates. For C-steel
and 13Cr steel, only the corrosion rates that were determined
by LPR or long term (30 days) weight loss tests have been
included. These are the true corrosion rates at which the
system will stabilize over time, and are not heavily infuenced
by the short-duration high corrosion rates that are measured
before the protective layer is formed. Rates that are known to
have been measured with unrealistic volume-to-surface
ratios are also excluded.
For Alloy 718 (not plotted), the measured corrosion rates are
negligible, in the order of 0.035 mm/y / 1.4 MPY after
overwhelming the buffer with CO
2
.
When using measured CO
2
corrosion rates for formate
brines, which have been measured after the buffer has been
overwhelmed; one would need to consider the timing aspect
of these rates.
Buffered FORMATE BRINES do not allow corrosion of downhole components unless and until the carbonate buffering
effects are overcome. This will normally take an extended period, or it might never happen during the life of
the well. When, due to CO
2
inux, the pH does drop to a point where corrosion can occur the formation of a
protective iron carbonate layer is promoted, particularly on carbon steels, and pitting of CRAs is not seen.
Inux of CO
2
into HALIDE BRINES causes an immediate (further) drop in pH and increased corrosion occurs. The
formation of a protective iron carbonate layer on carbon steels is hindered or prevented and the pitting of CRAs
promoted by the presence of halide ions.
Table 7 Average corrosion rate (weight loss) and corrosion rate for the deepest attack for 13Cr-steel in the two 1.53 s.g. / 12.8 ppg
bromide brines, the 1.53 s.g. / 12.8 ppg potassium formate brine, and the 1.70 s.g. / 14.2 ppg potassium/cesium formate brine.
Fluid Temp [C] days
Corrosion rate
Average rate At deepest attack
mm/y MPY mm/y MPY
CaBr
2
120 180
1)
62 0.061 2.4 2.1 83
CaBr
2
-inhibited 120 180
1)
62 0.055 2.2 2.6 103
KFo 120 180
1)
50 0.72 28.3 --- ---
KCsFo 150 34 0.249 9.8 --- ---
KCsFo 175 34 0.119 4.7 --- ---
1) These tests were run at 120C / 248F, with a quick ramp-up to 180C / 356F and down again after 1,000 hours in the bromides and 700 hours in the
formates.
Corrosion
lm
22Cr
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 1 7
Temperature (Cj
C
o
r
r
o
s
i
o
n
r
a
t
e
(
m
m
/
y
j
C
o
r
r
o
s
i
o
n
r
a
t
e
(
M
P
Y
j
corros|on rate of C-Stee| |n Buffered Formate Br|nes
0.00
0.10
0.20
0.30
0.40
0.50
0.60
20 40 60 80 100 120 140 160 180 200 220
0
5
10
15
20
68 118 168 218 268 318 368 418
Temperature (Fj
Formate brines with intact buffer
After extended time period with
j influx
Figure 10 Measured general corrosion rates for C-steel in buffered formate brines with various levels of CO
2
inux and in some cases
H
2
S. Most rates are taken from long term LPR plots. Formate brines contaminated with chloride are also included. (See Figure 3; an
intact buffer is considered to correspond to a pH of about 9.5 and above.) No localized/pitting corrosion has been reported in any of
these tests.
Figure 11 Measured general corrosion rates for 13Cr in buffered formate brines with various levels of CO
2
inux and in some cases H
2
S.
Most rates are taken from long term LPR plots. Formate brines contaminated with chloride are also included. (See Figure 3; an intact
buffer is considered to correspond to a pH of about 9.5 and above.) No localized/pitting corrosion has been reported in any of these tests.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
20 40 60 80 100 120 140 160 180 200 220
0
5
10
15
20
68 118 168 218 268 318 368 418
Formate brines with intact buffer
Typical Operating Window
After extended time period with
j influx
Temperature (Cj
C
o
r
r
o
s
i
o
n
r
a
t
e
(
m
m
/
y
j
Temperature (Fj
corros|on rate standard 13Cr |n Buffered Formate Br|nes
C
o
r
r
o
s
i
o
n
r
a
t
e
(
M
P
Y
j
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 1 8
0. 0
0.1
0.2
0.3
0.4
0.5
0.6
0
5
10
15
20
Temperature (Cj
C
o
r
r
o
s
i
o
n
r
a
t
e
(
m
m
/
y
j
C
o
r
r
o
s
i
o
n
r
a
t
e
(
M
P
Y
j
Temperature (Fj
Formate brines with intact buffer
Typical Operating Window
After extended time period with
j influx
corros|on rate of mod|f|ed Cr13 |n Buffered Formate Br|nes
68 118 168 218 268 318 368 418
20 40 60 80 100 120 140 160 180 200 220
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0
5
10
15
20
corros|on rate of 22Cr |n Buffered Formate Br|nes
68 118 168 218 268 318 368 418
Temperature (Fj
Formate brines with intact buffer
Typical Operating Window
After extended time period with
j influx
20 40 60 80 100 120 140 160 180 200 220
Temperature (Cj
C
o
r
r
o
s
i
o
n
r
a
t
e
(
m
m
/
y
j
C
o
r
r
o
s
i
o
n
r
a
t
e
(
M
P
Y
j
CO
2
corros|on rate of 25Cr |n Buffered Formate Br|nes
Temperature (Fj
Temperature (Cj
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0
5
10
15
20
Formate brines with intact buffer
After extended time period with CO
2
(H
2
Sj influx
Formate brines with intact buffer
After extended time period with
j influx
C
o
r
r
o
s
i
o
n
r
a
t
e
(
m
m
/
y
j
C
o
r
r
o
s
i
o
n
r
a
t
e
(
M
P
Y
j
68 118 168 218 268 318 368 418
20 40 60 80 100 120 140 160 180 200 220
Figure 12 Measured general corrosion rates for modied 13Cr (1Mo and 2Mo) in buffered formate brines with various levels of CO
2
inux and
in some cases H
2
S. Most rates are taken from long term LPR plots. Formate brines contaminated with chloride are also included. (See Figure 3;
an intact buffer is considered to correspond to a pH of about 9.5 and above.) No localized/pitting corrosion has been reported in any of these
tests, apart from a couple of tests reported by Statoil and CSM [11] where the brine was contaminated with a very high level of chloride.
Figure 13 Measured general corrosion rates for 22Cr in buffered formate brines with various levels of CO
2
inux and in some cases H
2
S.
Most rates are taken from long term LPR plots. Formate brines contaminated with chloride are also included. (See Figure 3; an intact buffer
is considered to correspond to a pH of about 9.5 and above.) No localized/pitting corrosion has been reported in any of these tests.
Figure 14 Measured general corrosion rates for 25Cr in buffered formate brines with various levels of CO
2
inux and in some cases H
2
S.
Most rates are taken from long term LPR plots. Formate brines contaminated with chloride are also included. (See Figure 3; an intact buffer
is considered to correspond to a pH of about 9.5 and above.) No localized/pitting corrosion has been reported in any of these tests.
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 1 9
7.2 Impact of CO
2
on SCC
Until quite recently, it was widely believed that SCC of CRAs in
completion and packer uids was only likely to be a problem if
the uid was contaminated with oxygen and contained some
chloride. Recently, new laboratory data emerged, suggesting
that some CRAs were also susceptible to SCC in bromide
brines containing no added chlorides [5]. This discovery was
soon followed by the revelation that SCC of CRAs could take
place in oxygen-free bromide brines contaminated with CO
2
[12].
SCC has never been experienced with formate brines in the
eld. In the laboratory, SCC has never been experienced in
30-day tests in the presence of CO
2
. Only limited evidence of
SCC has been experienced in modied 13Cr steel at an
extended test period or with presence of H
2
S. Extensive SCC
testing has been carried out on formate brines by two research
groups: Hydro Corporate Research Centre in Norway [12] and
Centro Sviluppo Materiali SpA in Italy [10][11].
7.2.1 Testing by Hydro Corporate Research Centre
Hydro Research tested CRAs for SCC after exposure to
buffered 1.7 s.g. / 14.2 ppg potassium/cesium formate brine.
They used the U-bends and C-rings, pre-stressed to yield
method. A 1.7 s.g. / 14.2 ppg calcium bromide brine was
included in the testing for comparison. Both brine types were
contaminated with 1% Cl
-
. No oxygen scavengers or
corrosion inhibitors were added to either brine. The uids
were tested at 160C / 320F over a period of three months
with visual inspection after each month. Testing was done
with 1 MPa / 145 psi CO
2
in the headspace, which immediately
overwhelmed the upper buffer level (the carbonate portion) of
the carbonate/bicarbonate buffer in the formate brine and
allowed pH to drop to the second buffer level. The CRAs that
were tested included triplicate specimens of modied 13Cr-1Mo,
Duplex 22Cr, and Super Duplex 25Cr.
The metal coupons were galvanically coupled to the loading
bolts (C-276) and stressed to beyond yield. All oxygen was
thoroughly removed by ushing at least 6 times with 1 MPa /
145 psi of test gas before testing and after each inspection.
All of the test metal samples were inspected with an optical
micro scope after the rst and second months. At the end of the
exposure period the crack patterns in the specimens that had
failed were studied in cross-section under an optical
microscope.
Table 8 shows the test results. At the end of the 3-month test
period none of the metal samples exposed to the formate
brine showed any signs of stress corrosion cracking. In the
bromide brine, both modied 13Cr-1Mo and Duplex 22Cr
showed signs of cracking after only 1 month, and Super
Duplex 25Cr showed evidence of cracks at the initiation
stage in the third month. This clearly demonstrates that under
the conditions used in this test program, oxygen is not
required for SCC to take place in bromide brines; the
presence of CO
2
is enough.
To our knowledge, there are no additives that can prevent the
SCC failures in the halide brines containing CO
2
. No additives
are currently available to scavenge CO
2
from divalent halide
brines, and if such an additive did exist, it would deplete over
time if the CO
2
inux was persistent. Also, commonly used
corrosion inhibitors are known to be ineffective in preventing
the onset of SCC.
The formate brine was tested under the most aggressive
conditions, i.e. the upper buffer level was overwhelmed
(depleted), representing the very worst case where CO
2
had
leaked into the brine over a very long period of time. The results
show that no additives or treatments other than buffering are
required in formate brines to prevent SCC from a CO
2
inux.
Table 8 Hydro Corporate Research Centre Long term SCC testing on a 1.7 s.g. / 14.2 ppg potassium/cesium formate brine and a
1.7 s.g. / 14.2 ppg calcium bromide brine, with CO
2
headspace. Temperature = 160C / 320F, and P
CO
2
= 1 MPa / 145 psi. The upper
buffer level in the formate brine was immediately overwhelmed and the pH was allowed to drop to the lower pH level. The tests were
run for three months with visual inspection of the specimens after each month.
Test specimen
Results [SCC]
CaBr
2
+ 1% Cl
-
KCsFo +1% Cl
-
1 month
1)
Modied 13Cr-1Mo LC80-130M 3/3 No
Duplex 22Cr EN 1.4462 3/3 No
Duplex 25Cr EN 1.4410 No No
2 months
1) 2)
Modied 13Cr-1Mo LC80-130M 3/3 No
Duplex 22Cr EN 1.4462 3/3 No
Duplex 25Cr EN 1.4410 No No
3 months
2)
Modied 13Cr-1Mo LC80-130M 3/3 No
Duplex 22Cr EN 1.4462 3/3 No
Duplex 25Cr EN 1.4410 2/3 No
crack cracks at the initiation stage no cracking
1) For the rst and second month the cracking evaluation is only based on visual inspections and optical microscopy.
2) These tests are not true 2 and 3 months tests as the cell has been opened for inspection. They do however provide a valuable comparison of the
cracking susceptibility of the two brines.
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 2 0
7.2.2 Testing by Statoil at Centro Sviluppo Materiali
Centro Sviluppo Materiali used the four point bent beam
(fpbb) test to evaluate the SCC susceptibility of modied
13Cr-2Mo steel (5 different grades of 110 ksi) and alloy 718
in buffered cesium formate brine saturated with chloride at
165C / 329F [10]. The test was run for 1 month with a CO
2
headspace pressure of 4 MPa. The amount of acid gas
added to the autoclaves was sufcient to drop the brine pH
to 8.38.5, but did not totally overwhelm the buffer. This
study concluded that the susceptibility to SCC and localized
corrosion was negligible in both metals (Table 9). There was
no evidence of embrittlement in any of the test metals.
Table 9 Centro Sviluppo Materiali fpbb testing in a 1.94 s.g. /
16.2 ppg cesium/potassium formate brine contaminated with
65 g/L Cl
-
at 165C / 329F. P
CO
2
= 4 MPa / 580 psi.
The results are taken from [10].
Test specimen
Results
Pitting SCC
Modied
13Cr-2Mo
Submerged
Liquid/vapor interface
No No
No No
Alloy 718
Submerged
Liquid/vapor interface
No No
No No
Statoil and Centro Sviluppo Materiali have also reported
some more extensive testing of a cesium/potassium formate
brine saturated with chloride and exposed to CO
2
[11]. The
CO
2
partial pressure was also 4 MPa / 580 psi. The nal pH
of the brine was not reported, and it is therefore uncertain if
the buffer was overwhelmed or not. In addition to the four
point beam testing, this program also included slow strain
rate tensile (SSRT) testing performed in air at ambient
temperature to look for evidence of hydrogen embrittlement.
The testing gave the following results:
Modied 13Cr-2Mo
No SCC failures were observed with modied 13Cr-2Mo in
cesium formate and fresh water solutions. However, cracks
at the initiation stage were observed on modied 13Cr-2Mo
after 2 months at 140C / 284F. The results are shown in
Table 10.
The fact that Centro Sviluppo Materiali observed cracks at
the initiation stage on modied 13Cr-2Mo after 2 months at
140C / 284F, and Hydro Research did not on modied
13Cr-1Mo after 3 months at 160C / 320F could be related
to the difference in the chloride levels of the two brines (four
times higher in Statoils brine) or it could be related to the
difference in the test methods (Hydro Research opened the
test cell for visual inspection after each month).
Alloy 718
No failures were observed with alloy 718, but signicant loss
of ductility was experienced. This phenomenon is discussed
in Section 11.
Table 10 Centro Sviluppo Materiali SSRT testing and fpbb testing of modied 13Cr-2Mo in 1.95 s.g. cesium/potassium formate brine
saturated with Cl
-
and exposed to CO
2
. P
CO
2
= 4 MPa / 580 psi [11].
Temperature
Test duration (months) RA [%] EL [%] Cracks (fpbb) testing
C F
No exposure (reference) 52 21 --
100 212 1 74 20 No
140 284 1 nd nd No
140 284 2 nd nd Cracks at the initiation stage
165 329 1 nd nd No
170 338 1 nd nd No
crack cracks at the initiation stage no cracking
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 2 1
8 Corrosion in Formate Brines
Contaminated with H
2
S
Hydrogen sulde, H
2
S, is highly aggressive towards metallic
materials. Depending upon the material, H
2
S can cause
general corrosion, pitting corrosion, sulde stress cracking
(SSC), stress corrosion cracking (SCC), hydrogen induced
cracking (HIC), stress oriented HIC (SOHIC), and hydrogen
embrittlement, and can promote corrosion fatigue. H
2
S
concentrations of only 50 ppmw dissolved in drilling and
completion uids can cause highly stressed steel to fail in a
matter of minutes.
H
2
S can enter the completion or packer uid either with
reservoir gas inuxes (along with CO
2
) or from decomposition
of sulfur-containing additives used as corrosion inhibitors in
halide brines (for example thiocyanates). A number of recent
failures of subsurface well equipment in halide brines have
been attributed to the H
2
S formed from the thermal decom-
position of sulfur-based corrosion inhibitors [13][14].
H
2
S is a very weak acid with pK
a
1
of about 7, and when
introduced into an aqueous solution, the following equilibrium
will establish:
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
(15)
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
(16)
Therefore, in an alkaline aqueous solution, such as buffered
formate brines, the dissolved H
2
S gas will largely exist as
bisulde (HS
-
).
In non-oxygenated solutions, corrosivity is determined in part
by the pH. The lower the pH the greater the tendency for
corrosion. In addition, pH determines the stability/solubility of
corrosion scales.
Low general corrosion is expected in view of the high pH of
formate brines buffered with carbonate/bicarbonate, even in
the presence of high concentrations of hydrogen sulde
(which will chiey exist as HS
-
). At this pH, since little
corrosion that could lead to hydrogen uptake can occur,
SSC is unlikely.
By contrast, in high-density halide brines, the pH is low
(typically 26), and the H
2
S gas will be solubilized directly as
H
2
S. Soluble H
2
S in acidic brines can cause severe SSC.
As an additional benet, the formate brines do not require
corrosion inhibitors of any kind, thus removing a potential
man-made source of hydrogen sulde and atomic hydrogen.
There is a remote possibility that H
2
S could ow into a formate
completion or packer uid together with an inux of CO
2
large
enough to overwhelm the upper buffer level so that pH will drop
to 66.5. Hydro Corporate Research Centre, Porsgrunn and
Statoil (at Centro Sviluppo Materiali SpA) have investigated
the possible consequences of such a scenario (see 8.2.4).
8.1 Impact of H
2
S on General and Pitting Corrosion
Both Statoil (Centro Sviluppo Materiali) [10][11] and Hydro
Research [15] have included H
2
S in some of their corrosion
experiments with CO
2
in formate brines. Hydro Research
concluded that the presence of H
2
S had very little impact on
the quality of the protective iron carbonate lm that forms on
carbon and 13Cr steel surfaces in formate brines, even in the
case where pH is reduced to the lower buffer level by
exposure to a massive inux of CO
2
. Only when an extremely
high concentration of H
2
S was applied or at very low CO
2
/
H
2
S ratios, was localized corrosion experienced. Testing with
P
H
2
S
= 2 kPa / 0.29 psi and P
CO
2
/ P
H
2
S
= 500 on C-steel
(covering the acid gas content and composition of all
production wells in the Gulf of Mexico and the North Sea),
standard 13Cr, and modied 13Cr-1Mo showed no impact
from the presence of H
2
S. At P
H
2
S
= 100 kPa / 14.5 psi and
P
CO
2
/ P
H
2
S
= 4, some localized corrosion was experienced.
Corrosion rate results with H
2
S from both laboratories are
included in the plots in Figure 10 to Figure 14. The small
amount of pitting corrosion that was reported by Statoil [11]
in the presence of H
2
S could be promoted by the rather high
chloride contamination level in their test brine (saturated).
8.2 Impact of H
2
S on SCC and SSC
The following provides an outline of the cracking of metallic
materials in contact with H
2
S in the aqueous environments
found in oil and gas production systems. It is thought that the
behavior described also provides an indication of the likely
cracking behavior of such materials in completion brines
contaminated by H
2
S inux.
The service variables temperature, H
2
S partial pressure,
chloride concentration, and pH, and the presence of sulfur in
the environment can, depending upon the material, affect its
cracking behavior. Produced sulfur is relatively rare in oil and
gas production environments. It can, however, also occur as
a result of the reaction of oxygen contamination, introduced
via surface facilities, with any H
2
S that is present.
The metallurgical state of an alloy and the total stress in a
material (the sum of both applied and residual stresses) are
also important variables in both these forms of cracking.
8.2.1 Sulde Stress Cracking (SSC) of Carbon
and Low Alloy steels
SSC can affect susceptible carbon and low alloy steels at
very low H
2
S partial pressures.
Figure 15 (taken from NACE MR1075/ISO 15156-2 [16])
denes the boundaries within which various strengths of
steels (often expressed in terms of hardness) remain crack
resistant when exposed to various H
2
S partial pressures and
environmental pH values at room temperature. Materials
suitable for use in region 3 are also suitable for use in regions
0, 1 and 2 but not vice-versa.
As the temperature of the environment increases the
susceptibility of carbon and low alloy steels to SSC
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 2 2
decreases and above about 100C / 212F cracking is not
normally observed.
The other environmental variables listed above are much less
important with respect to SSC.
As can be seen, pH is an important factor in cracking
behavior of these steels and hence the pH of buffered
formate brines (normally > 6.5 even after signicant inux of
acid gases) is expected to make this form of attack much less
likely than in other completion brines (halide brines) whose
pH falls quickly when affected by the inux of CO
2
/ H
2
S.
8.2.2 Cracking of CRAs in H
2
S Containing Environments
More detail on the limits of applicability of CRAs in oil and
gas production environments containing H
2
S is given in the
industry standard NACE MR0175/ISO 15156-3 [2]. The
information below refers to a primary mechanism of cracking
for the alloys discussed. More details on possible cracking
mechanisms are given in Reference [2], Annex B, Table B.1.
Sulde Stress Cracking of Martensitic Stainless Steels
Martensitic stainless steels, such as the standard 13Cr and
modied 13Cr alloys are also subject to SSC as a mechanism
of cracking failure in H
2
S containing media. The H
2
S partial
pressure limit set by the industry for the more widely used
alloys is 10 kPa (1.5 psi) at a pH no lower than 3.5.
It is believed, given the involvement of hydrogen uptake in
SSC, that at a higher pH, and/or a higher temperature, a
higher level of H
2
S would be acceptable and that it may be
possible to construct a diagram similar to that in Figure 15 for
these alloys.
The other environmental variables listed above appear less
important with respect to the SSC of martensitic stainless
steels.
The likely importance of pH suggests that the cracking
behavior of these alloys in relation to brines of different types
will be similar to that of carbon and low allow steels.
Stress Corrosion Cracking of other CRAs
The stress corrosion cracking of austenitic and duplex
stainless steels is dependent in a complex way upon
temperature, H
2
S partial pressure, and chloride concentration.
For nickel based alloys the role of chloride concentration
appears less important than the other variables. The role of
pH in the cracking of all these alloys is less clear. Many alloys
are made more susceptible to cracking by the presence of sulfur.
The relatively low level of chloride in buffered formate brines
when compared to halide brines would be expected to make
some of these alloys less susceptible to SCC in the presence
of H
2
S.
In the laboratory data, reported in 8.2.3 to 8.2.5 below, little
or no evidence for SCC has been seen in formate brines.
8.2.3 High-Temperature Testing by CAPCIS
CAPCIS tested CRAs for SCC after exposure to buffered
1.7 s.g. / 14.2 ppg potassium/cesium formate brine at high
temperature (160C / 320F) [18]. U-bends and C-rings,
pre-stressed to yield method was used in accordance with
previous test programs performed by Hydro Research (Section
7.2.1 and 9.1.1). A 1.7 s.g. / 14.2 ppg calcium bromide brine
was included in the testing for comparison. No oxygen
scavengers or corrosion inhibitors were added to either brine.
The uids were tested at 160C / 320F over a period of
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
6.5
7.0
7.5
8.0
8.5
9.0
9.5
10.0
10.5
11.0
0.01 0.1 1 10 100 1000
pH
0.3 kPa
(0.05 psij
0
2
1
SSC Reg|ons of Env|ronmenta| Sever|ty
partial pressure [kPa|
0 = reg|on 0
Normally, no special precautions
are required for the selection of
steels for use under these
conditions. Nevertheless, highly
susceptible steels can crack.
SSC reg|ons 1, 2 and 3
Specific guidelines need to be
followed for selection of material.
pH range of buffered formates
with overwhelmed buffer
pH range of buffered formates
with intact buffer
3
pH range of halide brines
Figure 15 Regions of environmental severity with respect to SSC of carbon and low alloy steels at room temperature. The limits are
taken from NACE MR0175 / ISO 15156-2 [16].
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 2 3
1 month. Testing was done in Hastalloy vessels with
1 MPa / 145 psi CO
2
and 10kPa / 1.45 psi H
2
S in the
headspace. The CRAs that were tested included triplicate
specimens of modied 13Cr-2Mo, Duplex 22Cr, Super
Duplex 25Cr, and alloy 718. The metal coupons were
galvanically coupled to the loading bolts (C-276) and
stressed beyond yield. In addition to the U-bend test pieces,
pre-machined, unloaded, tensile test pieces of each material
were added to assess the effect of any hydrogen uptake on
tensile properties. Coupons of each material were also
included for measurement of dissolved hydrogen. After the
specimens were added to the test vessel the vessel was
sealed and pressurized 5 times with 1 MPa CO
2
. The test
solutions were de-aerated by purging with nitrogen for at
least 12 hours prior to transfer to the test vessel. The test
solutions were purged with CO
2
in the test vessel for 30
minutes before introducing the test gas mixtures. At the end
of the exposure period the crack patterns in the specimens
that had failed were studied in cross-section under an optical
microscope.
During the test, the pH dropped from 11.9 to 7.60 (undiluted)
in the buffered formate brine, which indicated that the upper
buffer level of the carbonate/bicarbonate buffer was
overwhelmed. The pH in the bromide brine dropped slightly
from 3.41 to 3.30 (undiluted).
Table 11 shows the test results. At the end of the 4-week
test period only the modied 13Cr-2Mo test specimens
showed cracks at the initiation stage in the formate brine
(0.11 mm cracks on cross sections). In the bromide brine, all
modied 13Cr-2Mo samples and one of the alloy 718
samples were fractured. The tensile test pieces were tested
for changes in ductility within 6 hours after removal from the
test vessel to minimize loss of any absorbed hydrogen.
Samples were stored in liquid nitrogen after cleaning and
warmed up shortly before tensile testing. Coupons for
hydrogen measurement were brushed clean and analyzed
by vacuum hot extraction (VHE). Results of tensile tests and
hydrogen measurements are listed in Table 12. Some of the
samples that were exposed to the two brines, CO
2
and H
2
S,
contained probably slightly elevated levels of hydrogen. They
were not affected signicantly by hydrogen embrittlement
apart from one anomalously high yield strength value from
Alloy 718 in CaBr
2
.
Table 12 CAPCIS room temperature tensile test data (EN10002-1) and hydrogen measurements after exposure to 1.7 s.g. / 14.2 ppg
calcium bromide and 1.7 s.g. / 14.2 ppg potassium/cesium formate brines at 160C / 320F for 30 days. P
CO
2
= 1 MPa / 145 psi and
P
H
2
S
=10 kPa / 1.45 psi. The tensile data are the average of measurements done on two test specimens. The hydrogen levels are based
on one single test.
Test specimen
Yield stress (Rp0.2)
% of initial value
Tensile strength %
of initial value
Elongation % of
initial value
Hydrogen uptake
[ppm]
CaBr
2
KCsFo CaBr
2
KCsFo CaBr
2
KCsFo CaBr
2
KCsFo
Modied 13Cr-2Mo 100 100 101 99 99 100 0.9 1.0
Duplex 22Cr 105 95 102 92 101 95 3.1 3.2
Duplex 25Cr 107 95 106 94 88 99 2.4 6.8
Alloy 718 112
1)
94 106 97 96 97 6.0 4.8
1) One sample showed 103% change; the other showed 121% change.
Table 11 CAPCIS testing of 1.7 s.g. / 14.2 ppg calcium bromide and 1.7 s.g. / 14.2 ppg potassium/cesium formate brines exposed to
CO
2
(1 MPa / 145 psi) and H
2
S (10 kPa / 1.45 psi) at 160C / 320F for 30 days.
Test specimen
Results [SCC]
Comment
CaBr
2
CsKFo
1 month
Modied 13Cr-2Mo
SM13CRS-110ksi /
UNS S41426
3/3 3/3
CsKFo: Cracks on cross-
sections 0.11 mm
Duplex 22Cr
EN 1.4462 /
UNS S31803
No No
Duplex 25Cr
EN 1.4410 /
UNS S32760
No No
Alloy 718 UNS N07718 1/3 No
crack cracks at the initiation stage no cracking
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 2 4
8.2.4 High-Temperature Testing by Statoil at
Centro Sviluppo Materiali
Statoil completed some four point bent beam (fpbb) testing
at Centro Sviluppo Materiali, in 1.95 s.g. buffered cesium
formate brine exposed to CO
2
and H
2
S [10]. In this testing,
the acid gas exposure was sufcient to overwhelm the upper
buffer level (the carbonate part) and drop the pH to the lower
buffer level. Table 13 shows the results from these tests and
a test with only CO
2
. The addition of H
2
S did not cause any
cracking of the modied 13Cr-2Mo over the 1 month
exposure period. There was some evidence of embrittlement
of the modied 13Cr-2Mo and alloy 718 used in the tests
with H
2
S.
Statoil and Centro Sviluppo Materiali also included the same
amount of H
2
S (P
H
2
S
= 3 kPa / 0.44 psi) in their four point bent
beam and SSRT testing [11] reported in Table 10 in the
previous chapter (modied 13Cr-2Mo, given 1 month of
exposure to cesium formate brine at 170C / 338F in the
presence of 4 MPa CO
2
). This showed cracks at the initiation
stage and some absorption of hydrogen into the steel. Under
the same test conditions, in the absence of H
2
S, there was
no cracking and no absorption of hydrogen into the steel
during the 1 month exposure. The paper does not state if the
cracks were caused by SCC or if it was SSC occurring during
cooling of the test sample. For alloy 718, there were no
failures but loss of ductility with and without H
2
S. This is
discussed further in Section 11.
There are no results listed for similar tests in halide brines
with H
2
S. The paper does, however, state that the presence
of CO
2
and H
2
S created severe SCC in modied 13Cr-2Mo
metal samples immersed in ZnBr
2
/CaBr
2
/CaCl
2
and CaBr
2
/
CaCl
2
brines, and that transgranular cracks were also found
in one of the tests.
H
2
S formed by the thermal decomposition of sulfur-
containing corrosion inhibitors is another well-known cause
of SSC and SCC in completion/packer uids. Corrosion
inhibitors are not required in formate brines, and so one
troublesome source of corrosion is eliminated.
8.2.5 Low-Temperature Testing by CAPCIS
CAPCIS tested CRAs for SSC after exposure to buffered
1.7 s.g. / 14.2 ppg potassium/cesium formate brine at low
temperature (40C / 104F) [18]. U-bends and C-rings, pre-
stressed to yield method, were used. A 1.7 s.g. / 14.2 ppg
calcium bromide brine was included in the testing for
comparison. No oxygen scavengers or corrosion inhibitors
were added to either brine. The uids were tested at 40C /
104F over a period of 1 month. Testing was done in
Hastalloy vessels with 1 MPa / 145 psi CO
2
and 10kPa / 1.45
psi H
2
S in the headspace. The CRAs that were tested
included triplicate specimens of modied 13Cr-2Mo, Duplex
22Cr, Super Duplex 25Cr, and alloy 718. The metal coupons
were galvanically coupled to the loading bolts (C-276) and
stressed beyond yield. In addition to the U-bend test pieces,
pre-machined, unloaded, tensile test pieces of each material
were added to assess the effect of any hydrogen uptake on
tensile properties. Coupons of each material were also
included for measurement of dissolved hydrogen. After the
specimens were added to the test vessel the vessel was
sealed and pressurized 5 times with 1 MPa CO
2
. The test
solutions were de-aerated by purging with nitrogen for at
least 12 hours prior to transfer to the test vessel. The test
solutions were purged with CO
2
in the test vessel for 30
minutes before introducing the test gas mixtures. At the end
of the exposure period the crack patterns in the specimens
that had failed were studied in cross-section under an optical
microscope.
During the test, the pH dropped from 11.9 to 7.63 (undiluted)
in the buffered formate brine, which indicated that the upper
buffer level of the carbonate/bicarbonate buffer was
overwhelmed. The pH in the bromide brine increased slightly
from 3.41 to 3.65 (undiluted).
Table 14 shows the test results. At the end of the 4-week
test period no sign of cracking was seen on any of the test
specimens in the formate brine. In the bromide brine, all
modied 13Cr-2Mo samples showed signs of cracks at the
initiation stage. The tensile test pieces were tested for
changes in ductility within 6 hours after removal from the test
vessel to minimize loss of any absorbed hydrogen. Samples
were stored in liquid nitrogen after cleaning and warmed up
shortly before tensile testing. Coupons for hydrogen
measurement were brushed clean and analyzed by vacuum
hot extraction (VHE). Results of tensile tests and hydrogen
measurements are listed in Table 15. Some of the samples
that were exposed to the two brines, CO
2
, and H
2
S contained
probably slightly elevated levels of hydrogen, but were not
affected signicantly by hydrogen embrittlement.
Table 13 Centro Sviluppo Materiali fpbb testing of modied 13Cr-2Mo and alloy 718 in a 1.94 s.g. / 16.2 ppg CsKFo brine at 165C / 329F.
P
CO
2
= 4 MPa / 580 psi. The results are taken from [10].
Fluid
H
2
S
Position in test cell
Modied 13Cr-2Mo Alloy 718
[kPa] [psi] Pitting SCC Pitting SCC
1 Month
CsKFo + 20 g/L Cl
-
3 0.44
Submersed
Liquid/vapor interface
No
No
No
No
No
No
No
No
CsKFo + 65 g/L Cl
- Submersed
Liquid/vapor interface
No
No
No
No
No
No
No
No
CsKFo + 75 g/L Cl
-
3 0.44
Submersed
Liquid/vapor interface
No
No
No
No
No
No
No
No
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 2 5
8.3 Use of H
2
S Scavengers in Formate Brines
The carbonate/bicarbonate buffer that is normally added to
formate brines when they are used as well construction uids
provides useful protection against corrosion by H
2
S. The
alkaline pH helps to push the chemical equilibrium (Equation
16) towards the formation of bisulde (HS
-
) from H
2
S (aq).
The capacity of the carbonate/bicarbonate buffer is enormous
(as demonstrated in Figure 3), and large amounts of acid gas
can be converted to HCO
3
-
and HS
-
before the pH starts
dropping. The likelihood that a buffered formate brine would
ever receive a CO
2
gas inux large enough to overwhelm the
buffer during eld use is low, but as can be seen from the
previous section (8.2.4), this could result in some loss of
ductility in CRAs and the addition of an H
2
S scavenger could
be benecial since the impact of H
2
S on lowering pH would
be reduced and less bisulde ion, that might stimulate
hydrogen uptake, would be dissolved in the formate brine.
The addition of H
2
S scavengers has additional benets over
the use of the buffer alone as the scavengers tie up the
sulde rather than changing the equilibrium. Additionally, the
use of an additional H
2
S scavenger will help to remove any
bisulde from the formate brine.
A zinc-free, iron based H
2
S scavenger, Ironite Sponge
, has
been tested in formate brines, and is shown to have some
positive effect in scavenging the H
2
S. But Ironite Sponge
is
a solid, which limits its application in clear completion uids.
Another iron based scavenger, compatible with high
concentration formate brines, is iron gluconate [19], a Fe(II)
complex, which is water-soluble at high pH. In addition to
being solids free, this scavenger has the added benet of
reacting very rapidly on a quantitative basis with sulde.
8.5 kg/m
3
/ 3 lb/bbl of iron gluconate has been tested in a
buffered 2.2 s.g. / 18.3 ppg cesium formate brine (pH=11).
The added scavenger was shown to be compatible with the
brine; it dissolved completely within 5 minutes without any
change in pH.
A third iron based scavenger that may be compatible with
formate brines is iron oxalate. Compatibility testing still needs
to be carried out with this scavenger.
Another group of zinc-free H
2
S scavengers that is expected
to be compatible with formates are the electrophilic organic
inhibitors that bind up sulfur in an organic form. These have
the advantage that they do not form any solids when reacting
with H
2
S. These will also require compatibility testing.
Table 14 CAPCIS testing of 1.7 s.g. / 14.2 ppg calcium bromide and 1.7 s.g. / 14.2 ppg potassium/cesium formate brines exposed to
CO
2
(1 MPa / 145 psi) and H
2
S (10 kPa / 1.45 psi) at 40C / 104F for 30 days.
Test specimen
Results [SCC] Comment
CaBr
2
CsKFo
1 month
Modied 13Cr-2Mo SM 13CRS-110ksi /UNS S41426 3/3 No CaBr
2
: cracks on cross sections 1.8 mm
Duplex 22Cr EN 1.4462 / UNS S31803 No No
Duplex 25Cr EN 1.4410 / UNS S32760 No No
Alloy 718 UNS N07718 No No
crack cracks at the initiation stage no cracking
Table 15 Room temperature tensile test data (EN10002-1) and hydrogen measurements after exposure to 1.7 s.g. / 14.2 ppg calcium
bromide and 1.7 s.g. / 14.2 ppg potassium/cesium formate brines at 40C / 104F for 30 days. P
CO
2
= 1 MPa / 145 psi and
P
H
2
S
=10 kPa / 1.45 psi. The tensile data are the average of measurements on two test specimens. The hydrogen levels are based
on one single test.
Test specimen
Yield stress (Rp0.2)
% of initial value
Tensile strength
% of initial value
Elongation
% of initial value
Hydrogen uptake
[ppm]
CaBr
2
KCsFo CaBr
2
KCsFo CaBr
2
KCsFo CaBr
2
KCsFo
Modied 13Cr-2Mo 100 102 101 99 93 98 1.3 1.0
Duplex 22Cr 104 109 101 104 93 92 1.2 1.7
Duplex 25Cr 102 104 103 105 96 92 1.3 1.4
Alloy 718 104 107 106 108 96 103 3.0 2.7
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 2 6
9 Corrosion in Formate Brines
Contaminated with O
2
Oxygen is generally accepted as a cause of general
corrosion, where the oxygen serves as an oxidant for
corrosion reactions. Concentrated formate brines have
benecial properties that should help protect metals against
corrosion damage caused by oxygen:
1. Low solubility of oxygen in formate brines.
The solubility of oxygen in low-salinity aqueous solutions at
surface temperature and pressure is about 9 ppm. The
solubility decreases in high salinity formate brines, as shown
in Figure 16, and at elevated temperatures [20].
2. Formate brines are antioxidants.
Formate is a strong reductant, anti-oxidant, and free radical
scavenger. As this is a property of the formate ion itself,
which is present in massive quantities in high-density formate
brines, it will never be depleted.
Halide brines have no anti-oxidant properties. Therefore, if
oxygen is not removed from halide based drilling and
completion uids, the soluble oxygen can cause several
forms of corrosion in sub-surface well equipment and
tubulars. For this reason, it is essential to add an oxygen
scavenger to halide brines. These scavengers are generally
quite effective until they become depleted (consumed) or
degraded, at which point further contamination with oxygen
could cause a problem. However, the standard bisulte-
based oxygen scavengers are not particularly soluble in
calcium brines because they form solid calcium bisulte. A
recent well tubular failure [21] was caused by oxygen (air)
ingress into a CaCl
2
packer uid during an annular pressure
bleed-off operation. In this instance, the oxygen scavenger
present in the brine was apparently not able to cope with the
new inux of oxygen.
Concentrated formate brines contaminated with oxygen and
without added oxygen scavenger have never caused pitting
or SCC in the eld. Laboratory testing with these brines
conrm their superior performance over halide brines.
9.1 Impact of O
2
on SCC
Extensive testing has been carried out by Hydro Corporate
Research Centre, Porsgrunn, CAPCIS, and Statoil (at Centro
Sviluppo Materiali) to see if formate brines contaminated with
oxygen can cause stress corrosion cracking in alloy steels.
9.1.1 Testing by Hydro Research
Hydro Corporate Research Centre, Porsgrunn has tested
CRAs for SCC after exposure to buffered 1.7 s.g. / 14.2 ppg
potassium/cesium formate brine. They used the U-bends and
C-rings, prestressed to yield method [12]. A 1.7 s.g. / 14.2 ppg
calcium bromide brine was included in the testing for
comparison. Both brines were deliberately contaminated with
1% Cl
-
. In addition, the formate brine was tested with 0.3%
chloride contamination and the bromide brine was tested
without any added chloride. No oxygen scavengers or
corrosion inhibitors were added to either brine. The brines
were tested at 160C / 320F over a period of three months.
Testing was done with 1 MPa N
2
and 20 kPa O
2
in the
headspace. The CRAs that were tested included triplicate
specimens of modied 13Cr-1Mo, Duplex 22Cr, and Super
Duplex 25Cr. The metal coupons were galvanically coupled to
the loading bolts (C-276) and stressed to beyond yield. All of the
test metal samples were inspected with an optical microscope
after the rst and second months. At the end of the exposure
0
1
2
3
4
5
6
7
8
9
10
0 10 20 30 40 50 60 70 80
Solubility [ppm|
So|ub|||ty of
|n Formate Br|nes
Formate concentration [%weight|
S
o
l
u
b
i
l
i
t
y
[
p
p
m
|
Figure 16 Solubility of oxygen in potassium formate at 21C / 70F.
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 2 7
period the crack patterns in the specimens that had failed were
studied in cross-section under an optical microscope. The
results of the testing are shown in Table 16. At the end of the
rst month none of the metal samples exposed to the
chloride-contaminated formate brines showed any signs of
stress corrosion cracking. In the bromide brines with and
without chloride contamination, samples of both modied
13Cr-1Mo and Duplex 22Cr had cracked after only one
month. After three months of testing, none of the 22Cr and
25Cr metal samples had cracked in the chloride-contaminated
formate brines, but some cracks at the initiation stage were
evident in the modied 13Cr-specimens. In the bromide brines,
all of the metals had cracked after two months even in the
bromide brines that were not contaminated with added
chloride.
9.1.2 Testing by CAPCIS
CAPCIS carried out some additional short-duration tests at
160C / 320F with CRAs in chloride contaminated calcium
bromide brines to nd out how quickly they cracked in the
presence of oxygen (1 MPa / 145 psi pressure; 20 kPa /
2.9 psi O
2
) [12]. The tests were carried out by exactly the same
method as the oxygen tests done by Hydro Research (9.1.1).
The results of this testing are shown in Table 17. It is clear
that the modied 13Cr-1Mo and Duplex 22Cr metal samples
exposed to chloride- and oxygen-contaminated bromide
brines were beginning to crack within 7 days. The 25Cr was
more resistant to cracking in the contaminated bromide
brine, but Hydro Research had previously shown that
cracking would eventually take place after 2 months.
Table 16 Hydro Research / CAPCIS Long term SCC testing over a 3-month period in 1.7 s.g. / 14.2 ppg formate and bromide brines
in the presence of oxygen. Temperature = 160C / 320F, P
N
2
= 1 MPa, / 145 psi and P
O
2
= 20 kPa / 2.9 psi.
Test Specimen
Results [SCC]
Calcium bromide Formate
No added Cl
-
1% added Cl
-
No added Cl
-
0.3% added Cl
-
1% added Cl
-
1 Month
1)
Modied 13Cr-1Mo LC80-130M 3/3 3/3 -- No No
22Cr EN 1.4462 ? 1/3 -- No No
25Cr EN 1.4410 No No -- No No
2 Months
1)
Modied 13Cr-1Mo LC80-130M 3/3 3/3 -- ? 2/3
22Cr EN 1.4462 3/3 3/3 -- No No
25Cr EN 1.4410 1/3 1/3 -- No No
3 Months
Modied 13Cr-1Mo LC80-130M 3/3 3/3 3/3 ? 2/2 2/3
Modied 13Cr-2Mo SM13CRS-110ksi -- -- 3/3 -- --
22Cr EN 1.4462 3/3 3/3 No No No
25Cr EN 1.4410 2/3 2/3 No No No
crack cracks at the initiation stage no cracking
1) For the rst and second month the cracking evaluation is only based on visual inspections and optical microscopy.
Table 17 CAPCIS Short term SCC in 1.7 s.g. formate and bromide brines contaminated with 1% Cl
-
in the presence of oxygen.
Temperature = 160C / 320F, P
N
2
= 1 MPa / 145 psi, and P
O
2
= 20 kPa / 2.9 psi. The bromide brine was tested by CAPCIS and the
formate brine by Hydro Formates (Chapter 9.1.1).
Test specimen
Results [SCC]
Calcium bromide Formate
1% added Cl
-
1% added Cl
-
1 Week
1)
Modied 13Cr-1Mo LC80-130M 1/3 No
22Cr EN 1.4462 1/3 No
25Cr EN 1.4410 No No
2 Weeks
Modied 13Cr-1Mo LC80-130M 3/3 No
22Cr EN 1.4462 3/3 No
25Cr EN 1.4410 No No
crack cracks at the initiation stage no cracking
1) For the rst week the cracking evaluation is only based on visual inspections and optical microscopy.
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 2 8
CAPCIS also repeated the long term (3-month test) in
formate with oxygen, but without chloride contamination [not
yet published]. The results from this test are shown in Table
16 together with the long term testing done by Hydro
Corporate Research Centre, Porsgrunn (9.1.1). The results of
this showed that the cracking seen by Hydro Research (9.1.1)
is unlikely to be related to the chloride contamination. As
similar crack initiation was not observed in the same
experiments carried out in a CO
2
contaminated formate brine
(7.2.1), the oxygen contamination seems likely to be the
cause of the cracking.
9.1.3 Testing by Statoil at Centro Sviluppo Materiali
Centro Sviluppo Materiali used four point bent beam (fpbb)
tests to evaluate the SCC susceptibility of modied
13Cr-2Mo steel and Alloy 718 in a buffered 1.95 s.g. cesium/
potassium formate brine with some oxygen present in the
headspace of the reaction vessel [10][11]. Their test
temperature was 165C / 329F, and the pressure in the
headspace was 0.7 MPa. The partial pressure of oxygen was
low (about 100 ppb). The tests were run for 1 month. One
brine sample was contaminated with 3g/L of Cl
-
and the
other was saturated with NaCl (85 g/L Cl
-
). Testing was
conducted on alloy 718 and 4 different grades of modied
13Cr-2Mo. None of the metal samples showed any signs of
pitting or stress corrosion cracking.
Table 18 Centro Sviluppo Materiali 1 month fpbb testing at
165C / 329F on modied 13Cr-2Mo and Alloy 718 in a
cesium/potassium formate brine contaminated with chloride.
P
N
2
= 0.7 Pa + 100 ppb O
2
.
Fluid
Modied 13Cr-2Mo + Alloy 718
Pitting SCC
CsFo + 3 g/L Cl
-
No No
CsFo + 87 g/L Cl
-
No No
9.2 Use of O
2
Scavengers in Formate Brines
The corrosive properties of oxygen are related to its strong
oxidizing properties.
Due to the strong antioxidant properties of concentrated
formate brine, it has never been thought necessary to
scavenge soluble oxygen from high density formate brines. It
has not been normal practice to add an oxygen scavenger to
formate brines prior to eld use. The big difference that has
been seen when cracking takes place in the formate brine
and the bromide brine (9.1), supports the fact that formate
brines do have antioxidant properties. Whether the slight
cracks at the initiation stage that were seen in modied 13Cr
after three months of exposure at high temperature could be
avoided by pre-treating the brine with an oxygen scavenger
is still unknown. Until experimental evidence is available it
would be advisable to pre-treat the brine with an oxygen
scavenger in case of long exposure of modied 13Cr to
formate brines at high temperature.
Low-density formate brines, containing more water than
formate, may not offer the same corrosion protection as their
higher density cousins. A 1.06 s.g. / 8.84 ppg potassium
formate brine was recently shown to cause severe under
deposit corrosion damage initiated from pits of 1%Cr and
3%Cr C-steel [22]. Such a diluted brine would probably have
beneted from the addition of an oxygen scavenger.
Sodium ascorbate has been proposed as an effective oxygen
scavenger in formate brines.
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 2 9
10 Catalytic Decomposition
of Formates a Laboratory
Phenomenon
The technical literature contains extensive experimental
evidence (e.g. [23]) for the decomposition of formate and
formic acid at high temperatures to molecular hydrogen and
other products. The two decomposition mechanisms most
commonly cited are:
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
(17)
+
+
3
2
3
HCO H CO
1 11,9o|t
2 12 o|t
3 12 o|t
4 9 o|t
5 9,3 o|t
6
7 9,5 o|t
8 9,5 o|t
9 10,4 o|t
10 9,9 o|t
12 10,5o|t
13 11,3o|t
14 9,6o|t
15 12 o|t
16 12 o|t
17 10,7 o|t
18 11,1 o|t
10
11 10,5o|t
3
HCO
3 2 3
CO H H HCO
+
+
3
HCO
3 2
CO H
I ( I (
2 2
aq CO g CO =
I ( I (
3 2 2 2
aq CO H O H aq CO = +
I ( I ( I (
3 3 2
aq H aq HCO aq CO H
+
+
I ( 2 I ( I (
3 3 2
2
3
aq HCO aq CO H aq CO
+
I ( I ( I (
3 2 2
aq H aq HCO O H g CO
K
+
+ +
CO
2
3
j j
P
HCO H
K
+
=
+
= H oH
10
-|og
+ =
3
|og |og |og HCO K oH
I ( I ( I ( I (
3 3 2
aq HCO aq HCOOH aq HCOO aq CO H
+ = +
75 . 3 I (
3 2
= CO H
35 . 6 I ( = HCOOH
2
CO
P
3
HCO
10,2 o|t
I ( I ( I ( I (
3 2
2
3 2
aq HCO g H aq Fe aq CO H Fe
+
+ + +
I ( I ( I ( I (
2
2
aq COOH g H aq Fe aq HCOOH Fe
+
+ + +
I (
3
2
3
2
s FeCO CO Fe +
+
I ( I (
2 2
aq S H g S H =
I (
2
aq S H
+
+
I ( I ( I (
2 3 2
g H aq HCO O H aq HCOO
+ +
I (
2 2
g H CO HCOOH
+
2
3
CO
CO
2
P
(18)
Note that both these reactions produce molecular hydrogen.
Equation 17, leading to the formation of bicarbonate and
hydrogen gas, is the one cited most frequently in alkaline
solutions of formates heated to high temperatures [23].
Equation 18 requires the presence of formic acid and might
be more likely to occur in acidic formate solutions. As a
buffered formate brine is almost always alkaline, and can only
assume a slightly acidic state of pH = 66.5 after a massive
acid gas inux, this reaction is unlikely to ever be dominating.
Both of these decomposition reactions can be catalyzed by
metal surfaces. Nickel, an alloying component in commonly
used Cr-steel oileld tubulars, is known to be a good catalyst
for formate decomposition.
Against this background of laboratory data showing
hydrogen evolution from formate decomposition, new users
sometimes express reservations about the suitability of
formate brines for HPHT application despite the fact that
formates have been in daily use in HPHT wells since 1996.
Cabot Specialty Fluids have provided formate brines to more
than 130 high pressure high temperature (HPHT) well
operations, and they are in routine use in HPHT wells every
day of the year. Cesium formate brines have a long history of
being exposed to high well temperatures for long periods.
During a well suspension job in Totals Elgin Franklin eld in
the North Sea a buffered cesium formate brine was left
downhole for 450 days at temperatures close to 200C /
405F. Despite close monitoring with specialist equipment, no
gaseous or soluble formate decomposition products were
detected either during or after the operation. Similarly, no
formate decomposition products were detected in a Mobile
Bay well in which a buffered cesium formate brine was
exposed to 216C / 420F for 20 days during a completion
operation. As a matter of fact, there are no reports of formate
decomposition from any of the approximately 130 HPHT
wells drilled and/or completed with buffered formate brines
since 1996 (Table 2). If formates substantially decomposed
on metal surfaces in wells at temperatures as low as 100C /
212F then reports of hydrogen evolution from HPHT wells
should be commonplace.
A possible explanation for why decomposition of formate
brines is not detected in eld applications is that in the well
bore, after modest formate decomposition, the hydrogen
partial pressure may rise to a level where the equilibrium for
the formate decomposition reaction shifted towards the
reactants, opposing further formate decomposition. By
contrast, most laboratory experiments have been carried out
at low pressure using autoclaves containing a gas-lled
headspace (the gases are typically nitrogen, air, or CO
2
).
Under these articial conditions more substantial formate
decomposition will occur before a sufcient hydrogen partial
pressure can exist. One way to create a high partial pressure
of hydrogen in a laboratory reactor is to make a highly
pressurized gas cap of pure hydrogen.
Such an experiment was carried out by Hydro Corporate
Research Centre, Porsgrunn, Norway. They used a
35 MPa / 5,076 psi gas cap of hydrogen to simulate a
realistic partial pressure of hydrogen that would immediately
exist if decomposition took place at the bottom of a well at a
moderate depth [24]. The experiments were run with buffered
formate brines with a high pH level, and buffered formate
brines in which the buffer had been overwhelmed with CO
2
and thereby dropped the pH to the lowest level possible
(66.5). In both cases, the presence of the high partial
pressure of hydrogen in the reactor signicantly increased the
temperature threshold at which decomposition of formate
brine was initiated. In fact, the temperature threshold for
initiation of catalytic decomposition of formate was reported
to be raised to the sort of level normally required to initiate
bulk decomposition of the brine.
Another factor that has to be considered when going from a
laboratory environment to a eld environment is the possible
formation of thin layers of corrosion products on service
steels or the presence of chemicals that poison the catalytic
sites on metal surfaces that might drive formate decomposition
reactions.
We conclude that whilst surface-catalyzed decomposition of
buffered formate brines is well described in laboratory
experiments, it is not likely to occur substantially in the eld,
and has certainly not been detected in the eld. At the
moment the highest temperature to which a formate brine
has been exposed in the eld is 216C / 420F (at 10,000 psi)
during the completion of a Mobile Bay well. Again, there was
no evolution of hydrogen gas from the brine over the 16 days
the brine was in the well.
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 3 0
11 Hydrogen Embrittlement
of Metallic Materials in
Formate Brines
11.1 Hydrogen Embrittlement
Hydrogen embrittlement of metallic materials is the result of
hydrogen uptake into the metal. Hydrogen solubility
increases with temperature, so that far more hydrogen
uptake is needed at high temperature to achieve the same
level of hydrogen embrittlement as may be caused at a lower
temperature with less hydrogen uptake.
Metallic materials exposed to brines at wellbore temperatures
will, under some conditions, absorb hydrogen. Typically for
some materials, e.g. carbon and low alloy steels, the level of
hydrogen uptake will be greater than that necessary to cause
embrittlement at low temperatures and the consequences of
the (rapid) cooling of the material, when it is recovered from a
well, or when temperature variations occur because of
production shut-in, must be considered.
Little evidence has been found that relates hydrogen uptake
at the in-service temperature to the degree of embrittlement
caused by this hydrogen at the same temperature.
For carbon and low alloy steels embrittlement may result
from intense hydrogen entry due to corrosion at low
temperatures in the presence of a hydrogen promoter. At
temperatures above about 150C / 300F it is known that
hydrogen embrittlement of carbon and low alloy steels does
not occur because the hydrogen mobility in the steel
becomes very high, allowing hydrogen to escape from the
material.
For martensitic stainless steels, such as 13Cr alloys, the
situation seems likely to be similar to that for carbon and low
alloy steels.
For other CRAs the situation is less clear. As an example, for
nickel alloys some hydrogen uptake can take place over the
whole temperature range with, for a given set of environmental
conditions, the level of uptake increasing with temperature.
The higher the hydrogen concentration in the alloy the higher
is the potential degree of loss of ductility and embrittlement.
The ability of nickel alloys to retain the hydrogen once
absorbed (lower hydrogen diffusivity) can make these effects
particularly marked when these alloys are cooled from
elevated temperatures. Some recent cases exist where well
components made of alloy 718 (a nickel-based alloy) have
been found to be embrittled after retrieval from the well.
Alloy 718 is frequently used in packers and tubing/liner
hangers in HPHT wells, and the susceptibility of this material
to hydrogen embrittlement has raised a concern in the
industry [26], though no fresh evidence of in-service failures
in brines was found during this review.
In summary: a specic materials susceptibility to hydrogen
embrittlement depends on hydrogen solubility, diffusivity, and
the concentration threshold at which the material might be
damaged. All these factors are temperature dependent.
In practice, hydrogen embrittlement failures are seldom
observed in the eld, for one or more of the following
reasons:
the hydrogen activity at the surface of the metallic material
is insufciently high to exceed the threshold of hydrogen
uptake for signicant embrittlement to occur at the service
temperature
the equipment is not exposed for a long enough time
corrosion-resistant alloys are passive, such that the
corrosion rate is very low. This results in low levels of
hydrogen (NB. galvanic couples are a special case, see
below).
11.2 Sources of Hydrogen
Corrosion processes generating atomic hydrogen provide the
most common source of hydrogen that can diffuse into
metallic alloys. Sulde ions poison the recombination of
atomic hydrogen to molecular hydrogen reaction. This further
increases the atomic hydrogen available for diffusion (see
Section 8). Another common source of hydrogen charging of
corrosion-resistant alloys (CRA) is the cathodic reaction that
occurs on the CRA surface as a result of galvanic coupling to
a less noble material. The catalytic decomposition of organic
acid has been suggested as another source of hydrogen in
organic brines.
11.2.1 Hydrogen Charging from Galvanic Coupling
Hydrogen charging of alloy 718 has been observed both in
the eld and in the laboratory for several brine systems
including formates. As alloy 718 is mainly used for packers
and liner/tubing hangers, this material is normally coupled
galvanically to other metals, often C-steel. In any given
solution, galvanic coupling will tend to contribute to an
enhanced propensity for hydrogen embrittlement.
11.2.2 Hydrogen Charging from Formate Decomposition
Catalytic decomposition of formate and formic acid has been
found to be a source of hydrogen charging of metallic alloys
(e.g. alloy 718) in the laboratory environment [11].
There is some evidence, however, that this might not occur in
the eld. In Totals Elgin well G3, the 25Cr tubing was
exposed to a formate brine at about 200C / 392F for 16
months. Laboratory testing [25] has shown that 25Cr will
serve as a catalyst for decomposition of formate at this
temperature, and the 25Cr tubing should, according to this
theory, be charged with hydrogen. When the tubing was
retrieved, no increased hydrogen levels were measured (see
Section 11.3 below). The measured hydrogen levels were
indeed lower than those measured in the section of the same
tubing that had been exposed to SBM (Synthetic Based Mud).
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 3 1
11.3 Field Evidence Totals Elgin Wells G1 and G3
Totals Elgin and Franklin elds in the central part of the UK
North Sea comprise the largest HPHT development ever
undertaken anywhere in the world. The reservoir gas from
these elds contains 4% CO
2
and 20-50 ppm H
2
S. The
bottom hole static temperature in the development wells was
initially about 204C / 400F, and the pressure 110 MPa /
16,000 psi.
In 1999, TotalFinaElf drilled the rst two production wells in
the Elgin eld, G1 and G3, which were completed with 25Cr
tubing in inhibited seawater. The wells were drilled with
SBM (Synthetic Based Mud). Both wells were produced for
about a day before they were suspended:
Well G1: The well was initially shut in with hydrocarbons
below the SCSSV. Due to a leak in the production packer, the
well was killed with cesium formate brine. After 21 days
exposure to cesium formate the tubing was cut and retrieved,
the packer was milled out, and the well cemented.
Well G3: This well was initially shut in with hydrocarbons
below the SCSSV. The well was later killed and suspended
with SBM from bottom hole to 3,900 meters and cesium
formate from 3,900 meters to surface. After 15 months of
exposure to these uids, the well was worked over and the
tubing retrieved.
Total had previously carried out laboratory testing at low
pressures with buffered cesium formate brine where the
buffer had been overwhelmed by exposure to high levels of
acid gas. Total found that at temperatures above 170C / 338F,
this brine could suffer signicant catalytic decomposition and
release hydrogen gas. As both of the Elgin wells would be
exposed to cesium formate brine at temperatures up to
204C / 400F, there was some concern that formate
decomposition might occur and possibly cause hydrogen
charging and embrittlement of the 25Cr tubing. Hydrogen
detectors were therefore installed on both wells during the
entire exposure period, but no hydrogen was ever detected.
After their retrieval from the G1 and G3 wells, both sets of
25Cr tubulars were analyzed for hydrogen content at several
points along their length. The measured hydrogen levels in
both tubulars that had been exposed to cesium formate brine
were found to be in the range 2.153.92 ppmw, which is only
slightly higher than the levels that are normally found in a
typical manufactured 25Cr tubing (1.53.5 ppmw). For
comparison, the hydrogen levels found in the lengths of
tubing that had been exposed to the SBM were much higher,
at up to 7.23 ppmw.
Independent mechanical testing by Bodycote on both sets of
tubulars concluded that the properties of the steel that had
been exposed to cesium formate were still within specication,
and suitable for further use in HPHT wells [27].
Cesium formate brines have since been used very success-
fully in another 8 wells over a period of 7 years in the Elgin/
Franklin elds as workover, completion, coil tubing, well kill,
and perforation uid. In a later well, G5, a full analysis was
made on the cesium formate brine that was recovered after
being left below the packer for 9 months at 204C / 400F.
The analysis showed no signs of decomposition products in
the brine, and the low levels of soluble chromium and iron
found in the brine indicated that corrosion had been minimal.
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 3 2
12 Avoid Pitfalls in the Laboratory!
Correctly formulated formate brines do not cause corrosion
problems in the eld, and when tested under realistic
downhole conditions, they also dont cause corrosion
problems in the laboratory. Formate brines are, however,
much more sensitive to the laboratory test environment than
other oileld brines. Some standard corrosion test procedures
provide such unrealistic conditions and their use creates
artifacts that for many years have lead researchers to draw
misleading conclusions about the corrosivity of formate
brines.
These are the major pitfalls that should be avoided when
carrying out laboratory corrosion experiments with formates:
Always include an appropriate dose of carbonate/
bicarbonate buffer in the formulation. Even though
corrosion tests may sometimes be carried out under
conditions in which the upper buffer level is completely
overwhelmed (i.e. large amounts of CO
2
in the head
space), the buffer should never be left out. This is because
the buffer not only serves as a pH stabilizer, but also
contributes to the quality of the iron carbonate protective
lm that is formed under these conditions.
Use a realistic fuid volume-to-metal surface area ratio.
Using a realistic ratio of around 24 mL/cm
2
, as typically
found in a cased hole, has shown to be critical when
testing C-steel and standard 13Cr steel with formate
brines exposed to acid gas in the laboratory. If the ratio is
made unrealistically large, a lot of corrosion will take place
before the protective iron carbonate lm can be formed. If
the corrosion rates are then measured by weight loss of
metal test coupons over a short time period the results will
be unrealistic and misleading. Testing with higher uid
volume-to-surface metal area should not be necessary
unless the material tested is destined for use in wirelines.
Avoid short term weight loss measurements. Even
when realistic uid volume-to-metal surface ratios are used
in the laboratory, there will usually be an initial peak in
corrosion rate in formate brines exposed to large amounts
of acid gases while a protective lm is formed. Short
duration weight loss measurements with C-steel and
standard 13Cr test coupons under these conditions yield
misleadingly high apparent corrosion rates if extrapolated
linearly over time. Continuous LPR (Linear Polarization
Resistance) measurements calibrated against weight loss
are recommended instead. The LPR measurements should
continue until the protective lm has formed and the
corrosion rates have stabilized to a steady state value.
The required time for the lm to form depends on
temperature and metal type. If weight loss measurements
are to be used, a minimum of at least 30 days of testing is
recommended. If unrealistically high rates are measured by
this method, one should re-measure over a longer time
period or by use of the LPR method (calibrated against
weight loss).
Never use borosilicate (e.g. Pyrex) glass containers for
corrosion experiments with formate brines. Corrosive
chemicals are released from borosilicate glass by formate
brines. These corrosive substances will cause unrealistically
high corrosion rates that do not simulate what will happen
in eld environments.
Never use corrosion inhibitors in concentrated formate
brines. Corrosion inhibitors interfere with the formation of
natural protective lms on metals in formate brines and
may cause localized pitting corrosion.
Be aware that the use of laboratory reactors with gas-
lled headspace volumes does not simulate downhole
well conditions. Due to the powerful pH buffering action
of formate brines, a very large amount of CO
2
must be
introduced into a laboratory reactor in order to overwhelm
the upper buffer level and initiate CO
2
corrosion. Most of
the corrosion rates reported here have been measured
after exposing metals to a very high partial pressure of CO
2
(e.g. 1 MPa) in the headspace above the formate brine,
which is large enough to decrease pH to the lower buffer
level. It is important to keep in mind that this laboratory
environment represents absolutely the worst case
scenario, simulating a massive and prolonged inux of CO
2
into a wellbore. More often than not in real life, the upper
buffer level will not be overwhelmed and actual corrosion
rates in the well will be more realistically projected from
corrosion experiments with formate brines that are not
exposed to CO
2
. This is not true for halide brines where
even a minor CO
2
inux will be enough to cause carbonic
acid to form and CO
2
corrosion to commence. The
presence of an unrealistic gas cap might also be the
cause of catalytic decomposition of formate brines,
which is frequently experienced in the laboratory, but not
in the eld.
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 3 3
13 Avoid Pitfalls in the Field!
The correct use of buffered formate brines will avoid corrosion
problems in HPHT wells. Here are four simple rules that must
be followed to ensure success:
13.1 Four Simple Rules for Avoiding Corrosion
in Formate Brines
Never use Corrosion Inhibitors in Formate Brines!
Buffered formate brines are naturally protective towards
C-steel and CRAs. Adding a corrosion inhibitor to a formate
brine is not only unnecessary and costly, but can actually
cause localized corrosion:
In the event that the upper buffer level in a buffered
formate brine is overwhelmed by a massive CO
2
inux,
no corrosion inhibitors can give better protection against
CO
2
corrosion than the protective iron carbonate layer that
is formed by the buffered formate brine itself. If the upper
buffer level is not overwhelmed, the corrosion rates will
remain low, and no further protection is needed anyway.
Sulfur-containing corrosion inhibitors are known to cause
cracking of susceptible metals at high temperatures in a
zinc-free environment [28]. In formates, the use of any form
of corrosion inhibitor is unnecessary and should be
avoided. The use of thiocyanate-based inhibitors was once
recommended to suppress the catalytic decomposition of
formates. It is now believed that catalytic decomposition
does not occur in formate brines under realistic wellbore
conditions (Section 10) and the addition of thiocyanate is
not recommended.
Be Cautious with C-steel or standard 13Cr Wireline!
In the event that a very large CO
2
inux (large enough to
overwhelm the upper buffer level and pull the pH down to the
lower buffer level) should occur during use of wireline,
signicant CO
2
corrosion can be expected. This is because
the metal surface area-to-uid volume presented by the
wireline is very low, and a signicant amount of corrosion can
take place before the uid becomes saturated with iron
carbonate and allows a protective lm to be formed on the
wireline surface. Use of C-steel and standard 13Cr wireline
material is therefore not recommended in formates if there is
any chance of receiving a very large CO
2
inux into the
wellbore. Be also aware that a positive laboratory test result
might be misleading if the metal surface-to-uid volume ratio
used in the test is unrealistic.
Never leave out the Buffer!
Unbuffered formate brines have been used in a few special
applications [29]. If formate brine is being used without a
buffer, one should be aware of the consequences this could
have in the event of a CO
2
inux. In this case, the formate
brine will behave in a similar fashion to a halide brine:
corrosion will commence after just a small inux of CO
2
, and
the protective layer will form more slowly and be of poorer
quality.
Keep Formate Brines away from Galvanized Steel!
Formate brines are corrosive to galvanized steel at high
temperatures. The corrosion is a result of interactions
between formate and zinc, which is present in the coating of
galvanized steels. It cannot be mitigated through the use of
carbonate/bicarbonate buffer. Fortunately, galvanized steel is
normally not used in any critical sub-surface equipment
required for well construction operations.
13.2 Examples of Incorrect Use
There are a couple of examples of corrosion incidents
reported from eld operations as a result of using formate
brines incorrectly. These are:
Wireline Failure I
The failure of a galvanized wireline has been reported
following use in a formate brine. Failure analysis concluded
that the galvanized coating around the wire body had been
removed by mechanical abrasion and the underlying C-steel
was subsequently exposed to hydrogen sulde and attacked
by localized pitting corrosion.
In this case, the galvanized coating was removed mechanically.
However, galvanized coating is not compatible with formates
and would probably have been breached by the formate
brine without the assistance of mechanical removal.
In contrast to halide brines, buffered formates are compatible
with C-steel exposed to large inuxes of sweet and sour gas.
However, this only applies to cases with a relatively low uid
volume-to-metal surface ratio, and does therefore not apply
to wireline applications.
Wireline Failure II
Corrosion damage occurred in a C-steel wireline during the
recompletion of a Hydro operated gas-condensate well in the
North Sea. The C-steel wireline was immersed in unbuffered
potassium formate brine inside a modied13Cr-2Mo
production tubing at about 131C / 268F. The uid was
exposed to an acid gas inux, and was acidied due to the
lack of a buffer. Failure analyses concluded that a signicant
amount of corrosion had taken place, and that the color of
the cable had changed to black. The black color is likely to
have been a protective iron carbonate layer. A large amount
of corrosion must have occurred before the iron carbonate
layer was formed. The absence of bicarbonate (no buffer)
and the very high uid volume-to-metal surface ratio are
factors that are known to slow down the formation of the
protective layer.
Two lessons were learnt from this incident:
1. Formate brines should always be buffered. In this case,
if this brine would have been buffered, the amount of acid
gas inux that was experienced would most likely not have
been high enough to lower the pH and the wireline would
not have corroded. In the situation that the acid gas inux
would have been large enough to overwhelm the upper
buffer level, the huge amount of bicarbonate would
contribute to limiting he corrosion by preventing further
acidication and also assisting in the faster formation of
the iron carbonate protective layer.
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 3 4
2. Be cautious with C-Steel and standard 13Cr wirelines
in formates. Due to the high uid volume-to-metal surface
ratio normally seen in wireline operations, extreme care
should be taken if a large acid gas inux is expected. Even
buffered formate brines might, in the case of a high
volume-to-surface ratio, allow excessive corrosion to take
place before the protective layer forms.
Thiocyanate
Thiocyanate was added to a formate-based packer uid in a
well in Brazil, causing failure in the Duplex 22Cr tubing [30].
Thermal degradation of this sulfur-containing corrosion
inhibitor in a sodium formate packer uid caused pitting
corrosion of the string, which was charged with hydrogen as
a result of galvanic contact with the steel casing. The pits
provided a sufcient stress intensity factor to cause brittle
fracture of the couplings. Just as in halide brines, the thermal
decomposition of thiocyanate at high temperature causes
environmental cracking of CRAs. Thiocyanates or other
corrosion inhibitors are not required in formate brines and
should never be used.
Use of Unbuffered Formate Brine
It is reported [31] that during the period 1996-2000, Mobil
Germany drilled a series of 15 wells in the HPHT gas elds of
North Germany with unbuffered sodium/potassium formate
based drill-in uids. The BHST of these wells was around
150C / 300F. For three years Mobil had no problems while
drilling these HPHT gas wells with formate brines but in 1999,
while tackling a gas kick in their Soehlingen Z 13 well, a
routine gas analysis showed the presence of measurable
levels of molecular hydrogen in the unbuffered formate brine
[31]. It was suggested at the time that the hydrogen gas
could have originated from the decomposition of formic acid
in equilibrium with formate ions at the low uid pH temporarily
created by the inux of a gas kick containing CO
2
. After the
addition of potassium carbonate, to raise the pH and create
some pH buffering in the uid, no further dissolved hydrogen
gas was detected.
With the benet of new understanding created by Hydro
Researchs decomposition testing on formate brines under
realistic hydrogen pressures (Section 10), we can now be
fairly sure that the cause of hydrogen evolution in the
Soehlingen well (maximum temperature of 150C / 300F)
was not the decomposition of formic acid. At the low pH
levels that can be temporarily created downhole in an
unbuffered formate brine under static conditions during a
CO
2
inux, it is more likely that other reactions (e.g. corrosion,
or polymer degradation) could have generated the hydrogen
gas seen in the Soehlingen well. Without the protection
against CO
2
corrosion provided by a carbonate/bicarbonate
buffer, corrosion rates in the formate brine following an acid
gas inux could have been signicant.
Regardless of the actual cause of the hydrogen evolution in
this well; it was shown to disappear with proper buffering.
Had the formate brine been properly buffered from the start,
it is unlikely that the pH would have dropped during the acid
gas inux. In any event, the buffer would have prevented the
brine pH from dropping any lower than 66.5. With proper pH
buffering the degradation of biopolymers by acid hydrolysis
is minimized and the amount of formic acid formed following
an acid gas inux would be signicantly lower than in an
unbuffered formate brine.
No Packer Failure
Back in 2000 it was reported that a SAB3 packer with a
manufacturing fault that had been pulled from Totals Elgin
G1 well in the North Sea showed signs of cracking in the
Alloy 718 component when examined at the surface.
The SAB3 packer failed to seal shortly thereafter and a
workover operation was initiated within a few weeks.
The manufacturer of the packer incorrectly blamed the
cracking on the cesium formate brine that had been used to
complete the well.
An investigation carried out by Total into the sequence of
events concluded that the cracking incident had not been
caused by cesium formate:
1. The FB3 packer was successfully set and pressure tested
in a clear cesium formate brine.
2. During circulating bottoms up, a hydrogen detector
showed only trace levels of hydrogen (0.0120.030%).
Based on this, it was concluded that there was no
evidence of any formate decomposition and that corrosion
was either nonexistent or minimal. pH was also monitored
throughout and was within the range of 9.5 to 10.0 at all
times.
3. The completion was then run in cesium formate with an
integral SAB3 packer. Once this had tagged the FB3
packer the string was spaced out for the hanger and the
well was displaced rstly to potassium formate, and then
to water inhibited with sodium thiocyanate. (Prior to this,
tests were successfully run in a ow loop using cesium
formate brine to check a) the feasibility of circulating the
brine under HPHT conditions without causing damage to
the SAB3 packer and b) the ability of the packer to seal
afterwards.)
4. The SAB3 packer failed to seal shortly thereafter and a
workover operation was initiated within a few weeks.
During the kill operation the well was again displaced to
cesium formate. In all, the SAB3 packer was exposed to
cesium formate for no more than a couple of days.
The operator believes that the cracking of the faulty packer
was caused by the presence of thiocyanate in the inhibited
water. Thiocyanates are known to decompose to H
2
S at high
temperatures and cause cracking of CRAs in HPHT wells
[28]. Over the past 6 years similar packers constructed of
alloy 718 have successfully been exposed to cesium formate
brines in a further 8 Elgin wells, under essentially the same
downhole conditions, but without sodium thiocyanate added
to the packer uid.
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
P A G E 3 5
References
[1] Sumitomo: Applications to Corrosive Wells. The new SM series and their applications to corrosive wells. Concept of Material
Selection according to Gas (CO
2
and H
2
S) Partial Pressure.
[2] NACE MR0175/ISO 15156-3: Petroleum and natural gas industries Materials for use in H
2
S containing environments in oil
and gas production Part 3: Cracking-resistant CRAs (corrosion-resistant alloys) and other alloys.
[3] Mahmoud, S.: Report # MTL 03-115-Corrosion of Steels and CRAs in Formate Based Fluids. Part I. Review and Interpretation
of Available Corrosion/Cracking Data.
[4] Unpublished data from Cabot Specialty Fluids.
[5] Craig, B., Webre, C.M.: Stress Corrosion Cracking of Corrosion Resistant Alloys in Brine Packer Fluids, SPE 93785, April 2005.
[6] Leth-Olsen, H.: CO
2
Corrosion of Steel in Formate Brines for well Applications, NACE 04357, 2004.
[7] Leth-Olsen, H.: CO
2
Corrosion in Bromide and Formate Well Completion Brines, SPE 95072, May 2005.
[8] Downs, J.D., et al.: Inhibition of CO
2
Corrosion by Formate Fluids in High Temperature Environments, Proceedings of the
RSC Chemistry in the Oil Industry IX Symposium, Manchester, UK, 31 Oct2 Nov 2005.
[9] EcoForm brochure: Win the Fight against Corrosion with EcoForm Formate Brines.
[10] Scoppio, L., Et al.: Corrosion and Environmental Cracking Testing of a High-Density Brine for HPHT Field Application, NACE
04113, New Orleans, USA, March 2004.
[11] Piccolo, E.L., Scoppio, L., Nice, P.I.: Corrosion and Environmental Cracking Evaluation of High Density Brines for Use in HPHT
Fields., SPE 97593, presented at the SPE 2005 Applied Technology Workshop, Woodlands, Texas, Houston, May 2005.
[12] Downs, J.D. and Leth-Olsen, H.: Effect of Environmental Contamination of the Susceptibility of Corrosion Resistant Alloys to
Stress Corrosion Cracking in High-Density Completion Brines, SPE 100438, May 2006.
[13] Stevens, R. et al.: Oileld Environment-Induced Stress Corrosion Cracking of CRAs in Completion Brines, SPE 90188,
September 2004.
[14] Mack, R. et al.: Stress Corrosion Cracking of a Cold Worked 22Cr Duplex Stainless Steel Production Tubing in a High
Density Clear Brine CaCl
2
Packer Fluid, NACE 02067, 2002.
[15] Leth-Olsen, H.: Corrosion Testing of Well Materials in Formate Brines with Inux of CO
2
and H
2
S, Report # D4S_B03,
Hydro Corporate Research Centre, December 2004.
[16] NACE Standard MR0175 /ISO 15156-2:2003: Petroleum and natural gas industries Materials for use in H
2
S containing
environments in oil and gas production Part 2 Cracking-resistant carbon and low alloy steels and the use of cast irons.
[17] Bush, D. et al.: An Overview of NACE Intl Standard MR103 and Comparison with MR0175, NACE Paper 04649, Corrosion
2004 Conference, NACE, 2004.
[18] Stress-corrosion Tests in Formate and Bromide Completion Brines with Hydrogen Sulphide, Report # MC 5558, CAPCIS 2006.
[19] Davidson, E. and Hall, J.: An Environmentally Friendly, Highly effective Hydrogen Sulphide Scavenger for Drilling Fluids,
SPE 84313, October 2003.
[20] HYCOOL information sheet
[21] Mowat, D.E.: Erskine Field HPHT Workover and Tubing Corrosion Failure Investigation, SPE/IDAC 67779, March 2001.
[22] Nice, P.I. et al: Corrosion Problem and its Countermeasure of 3% Production Tubing in NaCl Completion Brine on the
Statfjord Field, NACE 06134, March 2006.
[23] McCullom, T.M. and Seawald, J.: Testal Constraints on the Hydrothermal Reactivity of Organic Acids anions: I: Formic Acid
and Formate, Geochemica et Cosmochimica Acta, Vol. 67, No. 19, pp. 3625-3644, 2003.
[24] Leth-Olsen, H.: Decomposition of 75% potassium formate at high pressure, Hydro Corporate Research Centre, Report #
04S_BD6, 2004.
[25] Leth-Olsen, H.: Decomposition of Potassium formate. A parameter study, Hydro Corporate Research Centre, Report #05S_AF4,
October 2005.
[26] Glass, A.W.: High pressure, high temperature developments in the United Kingdom Continental Shelf, Research Report 409,
by Highoose Limited for the Health and Safety Executive 2005. (www.hse.gov.uk/research/rrpdf/rr409.pdf)
[27] TotalFinaElf Exploration UK PLC: G1, G3 Tubing Investigation Final Report, October 2002.
[28] Ke, M. and Qu, Q.: Thermal Decomposition of Thiocyanate Corrosion Inhibitors: A Potential Problem for Successful Well
Completions, SPE 98302.
[29] Messler D., et al: A Potassium Formate Milling Fluid Breaks the 400 Fahrenheit barrier in Deep Tuscaloosa Coiled Tubing
Clean-out, SPE86503, February 2004.
[30] Harris, D. et al.: Completion Optimization: Equipment & Material Qualifcation, SPE, 97598, May 2005.
[31] Bungert D., et al: The Evolution and Application of Formate Brines in High-Temperature/High-Pressure Operations.
F O R M A T E B R I N E S C O M P A T I B I L I T Y W I T H M E T A L S
Photo: Courtesy of Sandvik
Printed on recycled paper
Das könnte Ihnen auch gefallen
- Cameron CatologDokument52 SeitenCameron CatologNick Fraiche86% (7)
- Vocology For The Singing Voice PDFDokument120 SeitenVocology For The Singing Voice PDFNathalia Parra Garza100% (2)
- WEFIC WELLHEAD Rig Book KOM-103013-03 REV 0Dokument258 SeitenWEFIC WELLHEAD Rig Book KOM-103013-03 REV 0tongsabaiNoch keine Bewertungen
- Section 1 Truck & Skid Mounted WL PPs & Spool UnitsDokument33 SeitenSection 1 Truck & Skid Mounted WL PPs & Spool Unitstongsabai50% (2)
- AF LockDokument8 SeitenAF Locktongsabai100% (2)
- Well Head Running ProcedureDokument28 SeitenWell Head Running Proceduretongsabai100% (10)
- Monel® Alloy 400: C MN S Si Ni Cu FeDokument2 SeitenMonel® Alloy 400: C MN S Si Ni Cu FeD_D_76Noch keine Bewertungen
- Alloy Selection For Service in Caustic Soda: A Guide To The Use of Nickel-Containing AlloysDokument20 SeitenAlloy Selection For Service in Caustic Soda: A Guide To The Use of Nickel-Containing AlloysMohammad FouladiNoch keine Bewertungen
- Cameron SSMC WellheadDokument8 SeitenCameron SSMC Wellheadtongsabai80% (5)
- Valve Material Application PDFDokument16 SeitenValve Material Application PDFSudherson Jagannathan100% (1)
- A Re-Think of The Mercury Removal Problem For LNG PlantsDokument10 SeitenA Re-Think of The Mercury Removal Problem For LNG PlantshortalemosNoch keine Bewertungen
- SMDokument36 SeitenSMharan2000Noch keine Bewertungen
- Nelson Curve Model For Predicting Hydrogen Attack PDFDokument2 SeitenNelson Curve Model For Predicting Hydrogen Attack PDFrudi setiawanNoch keine Bewertungen
- API 5CT Material Specfication J55Dokument1 SeiteAPI 5CT Material Specfication J55Ivan DNoch keine Bewertungen
- Material SelectionDokument44 SeitenMaterial SelectionFebbyOktaviaNoch keine Bewertungen
- Welding & Material CS & SS From Go WeldingDokument30 SeitenWelding & Material CS & SS From Go WeldingExsan OthmanNoch keine Bewertungen
- Corrosion BrineDokument20 SeitenCorrosion Brinetongsabai100% (1)
- Full Length Drift Inspection SOPDokument3 SeitenFull Length Drift Inspection SOPtongsabaiNoch keine Bewertungen
- 13 CR Tubular Service Limits and Guidelines For Sweet and Sour EnviromentsDokument6 Seiten13 CR Tubular Service Limits and Guidelines For Sweet and Sour EnviromentsJuan Eduardo EnetNoch keine Bewertungen
- HVS Hotel Cost Estimating Guide 2021Dokument124 SeitenHVS Hotel Cost Estimating Guide 2021pascal rosasNoch keine Bewertungen
- April16 2013 CBL InterpretationDokument34 SeitenApril16 2013 CBL InterpretationLuis100% (2)
- Bor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelDokument12 SeitenBor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelAlejandroAcuñaMaureiraNoch keine Bewertungen
- 01.introduction To Earth ScienceDokument29 Seiten01.introduction To Earth ScienceIshan Chua100% (1)
- Corrosion Handbook - Morris Place March 2008Dokument96 SeitenCorrosion Handbook - Morris Place March 2008Bilal KhashanNoch keine Bewertungen
- Co2 Injection Wells.009Dokument11 SeitenCo2 Injection Wells.009Shio WenzanNoch keine Bewertungen
- Review of Data On Gas Migration Through Polymer EncapsulantsDokument50 SeitenReview of Data On Gas Migration Through Polymer Encapsulantsapbeese3178Noch keine Bewertungen
- PHR PP QC GG 006 Welding ProcedureDokument17 SeitenPHR PP QC GG 006 Welding Proceduremashari budiNoch keine Bewertungen
- Scale PresentationDokument59 SeitenScale PresentationMohamed SadekNoch keine Bewertungen
- ASTM G170-2006 (2012) Evaluating and Qualifying Oilfield and Refinery CorrosionDokument3 SeitenASTM G170-2006 (2012) Evaluating and Qualifying Oilfield and Refinery CorrosionTariqNoch keine Bewertungen
- API6A Trim Material RatingsDokument5 SeitenAPI6A Trim Material RatingsRicardo Paz SoldanNoch keine Bewertungen
- Beamforming For 4.9G/5G Networks: Exploiting Massive MIMO and Active Antenna TechnologiesDokument12 SeitenBeamforming For 4.9G/5G Networks: Exploiting Massive MIMO and Active Antenna TechnologiesAymen Ben zinebNoch keine Bewertungen
- N2 Purging PDFDokument5 SeitenN2 Purging PDFMohamed AdelNoch keine Bewertungen
- The Use of Corrosion Inhibitors in Oil and GasDokument7 SeitenThe Use of Corrosion Inhibitors in Oil and Gasdodofan2000Noch keine Bewertungen
- API StandardsDokument29 SeitenAPI StandardsKevin AndagoyaNoch keine Bewertungen
- Weld IncoDokument1 SeiteWeld IncomprabhurajalingamNoch keine Bewertungen
- Casing and Its TypesDokument14 SeitenCasing and Its TypesRehman AbbasiNoch keine Bewertungen
- Introducción Al Seminario Sobre Diseño y Selección de TubularesDokument10 SeitenIntroducción Al Seminario Sobre Diseño y Selección de TubularesJoseEduardoSantaCruzNoch keine Bewertungen
- Corrosion: Corrosion ControlVon EverandCorrosion: Corrosion ControlL L ShreirBewertung: 5 von 5 Sternen5/5 (1)
- Section 3 Wellhead Control Test and Injection UnitsDokument0 SeitenSection 3 Wellhead Control Test and Injection UnitstongsabaiNoch keine Bewertungen
- Wellhead Catalogue Xmas Tree Valves RDokument55 SeitenWellhead Catalogue Xmas Tree Valves Rtongsabai100% (1)
- Wellhead Catalogue Xmas Tree Valves RDokument55 SeitenWellhead Catalogue Xmas Tree Valves Rtongsabai100% (1)
- Boiler: - IBR Boiler 22.75 Liters in CapacityDokument23 SeitenBoiler: - IBR Boiler 22.75 Liters in CapacitySachin ParasharNoch keine Bewertungen
- Flexpipe PDS FlexCord EnglishDokument2 SeitenFlexpipe PDS FlexCord EnglishpsycopaulNoch keine Bewertungen
- PH - Acidity H2S Level Temperature Duration of Exposure Nature of The MaterialDokument9 SeitenPH - Acidity H2S Level Temperature Duration of Exposure Nature of The Materialhardik5818Noch keine Bewertungen
- Brine PropertiesDokument26 SeitenBrine PropertiesATUL SONAWANE100% (3)
- Yuba Feedwater HeatersDokument8 SeitenYuba Feedwater HeatersSunwinartiNoch keine Bewertungen
- Liquid Metal EmbrittlementDokument1 SeiteLiquid Metal EmbrittlementalphadingNoch keine Bewertungen
- K0047 Corrosion Cell KitDokument4 SeitenK0047 Corrosion Cell KitunghoangduyNoch keine Bewertungen
- tn-16 Rate Process Method Projecting Pe PipeDokument8 Seitentn-16 Rate Process Method Projecting Pe Pipeyrdna nawaiteos100% (1)
- Nickel Alloys Monel 400 N04400Dokument4 SeitenNickel Alloys Monel 400 N04400David Balboa VillenasNoch keine Bewertungen
- Ferrous Alloys Stainless SteelsDokument41 SeitenFerrous Alloys Stainless SteelsSumedh SinghNoch keine Bewertungen
- Permanent Monitoring - Complete Feb 6, 2013Dokument40 SeitenPermanent Monitoring - Complete Feb 6, 2013gonzalito777Noch keine Bewertungen
- Brosur Soft Iron AnodeDokument2 SeitenBrosur Soft Iron AnodekaryantoherlambangNoch keine Bewertungen
- 17-7 PH Stainless SteelDokument2 Seiten17-7 PH Stainless Steelzain malikNoch keine Bewertungen
- Rheology and Hydraulics: Rheology Is The Science of Deformation and Flow of MatterDokument36 SeitenRheology and Hydraulics: Rheology Is The Science of Deformation and Flow of Matterhassan haddadiNoch keine Bewertungen
- EN 12070 EN 12070 EN 12070 EN 12070: Exam Exam Exam Example Ple Ple Ple:::: TG 215 TG 215 TG 215 TG 215Dokument2 SeitenEN 12070 EN 12070 EN 12070 EN 12070: Exam Exam Exam Example Ple Ple Ple:::: TG 215 TG 215 TG 215 TG 215spaljeniNoch keine Bewertungen
- Specification Sheet: 2304: (UNS S32304)Dokument2 SeitenSpecification Sheet: 2304: (UNS S32304)Deepak TdNoch keine Bewertungen
- 1848167504Dokument1.035 Seiten1848167504Jayen BarochiaNoch keine Bewertungen
- Sulphuric AcidDokument52 SeitenSulphuric AcidVarun SharmaNoch keine Bewertungen
- Material Selection For Oil Field Production Tubing and Casing PDFDokument3 SeitenMaterial Selection For Oil Field Production Tubing and Casing PDFYousuf MemonNoch keine Bewertungen
- Austenitic High Temperature 153MA 253MA Stainless BrochureDokument16 SeitenAustenitic High Temperature 153MA 253MA Stainless BrochurezosternatNoch keine Bewertungen
- D 4180Dokument3 SeitenD 4180JGD123Noch keine Bewertungen
- New Materials For Sour Gas Drill Pipe: 26 March/April 2002Dokument2 SeitenNew Materials For Sour Gas Drill Pipe: 26 March/April 2002amigofirmNoch keine Bewertungen
- Nickel and HT Alloys For Petrochemical Applications PDFDokument39 SeitenNickel and HT Alloys For Petrochemical Applications PDFganeshNoch keine Bewertungen
- CO2 Corrosion NotesDokument9 SeitenCO2 Corrosion NotesRony MayrizalNoch keine Bewertungen
- Astm D513Dokument8 SeitenAstm D513CeciliagorraNoch keine Bewertungen
- Foam and Aerated Mud PDFDokument12 SeitenFoam and Aerated Mud PDFAdri SyawalNoch keine Bewertungen
- Corrosion Resistance of High Nitrogen Steels PDFDokument27 SeitenCorrosion Resistance of High Nitrogen Steels PDFAnil Kumar TNoch keine Bewertungen
- Ailures in Ammonia Plant Vertical Waste Heat BoilersDokument14 SeitenAilures in Ammonia Plant Vertical Waste Heat BoilersMir AsifNoch keine Bewertungen
- Charpy Impact Test - WikipediaDokument18 SeitenCharpy Impact Test - WikipediaAshik Speed YuvanNoch keine Bewertungen
- UNS Numbering SystemDokument3 SeitenUNS Numbering SystemorlomontNoch keine Bewertungen
- Astm 533Dokument4 SeitenAstm 533JOSEPH REFUERZONoch keine Bewertungen
- Evaluation of Coal Bed Methane Through Wire Line LogsDokument5 SeitenEvaluation of Coal Bed Methane Through Wire Line LogsRickyNoch keine Bewertungen
- TESI High Energy Battery XE18PBA04Dokument1 SeiteTESI High Energy Battery XE18PBA04Ali HadiNoch keine Bewertungen
- Galvanic CorrosionDokument13 SeitenGalvanic CorrosionMygroup 5544Noch keine Bewertungen
- 2 AADE 05 NTCE 05 - Howard FormatesDokument10 Seiten2 AADE 05 NTCE 05 - Howard FormatesPTNoch keine Bewertungen
- Full EN Clare Valve Lubricant 601Dokument3 SeitenFull EN Clare Valve Lubricant 601tongsabaiNoch keine Bewertungen
- E109 Control LinesDokument11 SeitenE109 Control LinestongsabaiNoch keine Bewertungen
- NEXO Sliding SleeveDokument3 SeitenNEXO Sliding SleevetongsabaiNoch keine Bewertungen
- Cost Awareness - TrainingDokument39 SeitenCost Awareness - TrainingtongsabaiNoch keine Bewertungen
- 17 Velocites To RatesDokument2 Seiten17 Velocites To RatestongsabaiNoch keine Bewertungen
- 08 Density & GradioDokument12 Seiten08 Density & GradiotongsabaiNoch keine Bewertungen
- H010402 eREDLVDokument2 SeitenH010402 eREDLVtongsabaiNoch keine Bewertungen
- Kappa: Ressure Olume EmperatureDokument14 SeitenKappa: Ressure Olume EmperaturetongsabaiNoch keine Bewertungen
- Viscoflux Lite eDokument4 SeitenViscoflux Lite etongsabaiNoch keine Bewertungen
- Journal of Petroleum Technology - Remotely Operated Valve Eliminates Intervention in Well Barrier PlacementDokument5 SeitenJournal of Petroleum Technology - Remotely Operated Valve Eliminates Intervention in Well Barrier PlacementtongsabaiNoch keine Bewertungen
- Line WiseDokument1 SeiteLine WisetongsabaiNoch keine Bewertungen
- G, H-Series, Hydraulic Pressure GaugesDokument2 SeitenG, H-Series, Hydraulic Pressure GaugestongsabaiNoch keine Bewertungen
- JB Petrotools Bomb HangersDokument2 SeitenJB Petrotools Bomb HangerstongsabaiNoch keine Bewertungen
- Logging BasicsDokument51 SeitenLogging BasicsBhawanisingh G DesaiNoch keine Bewertungen
- FitinziDokument62 SeitenFitinzidjordjekosutic1Noch keine Bewertungen
- Norsok D-010 Rev 4 CH 9 Abandonment ActivitiesDokument15 SeitenNorsok D-010 Rev 4 CH 9 Abandonment ActivitiestongsabaiNoch keine Bewertungen
- VAMDokument2 SeitenVAMtongsabaiNoch keine Bewertungen
- Researchpaper Should Removable Media Be Encrypted - PDF - ReportDokument15 SeitenResearchpaper Should Removable Media Be Encrypted - PDF - ReportSakshi Dhananjay KambleNoch keine Bewertungen
- Formal Report Expt 5Dokument6 SeitenFormal Report Expt 5AnonymouscatNoch keine Bewertungen
- Chess AI: Competing Paradigms For Machine Intelligence: Shiva Maharaj Nick Polson Alex TurkDokument15 SeitenChess AI: Competing Paradigms For Machine Intelligence: Shiva Maharaj Nick Polson Alex TurkDomingo IslasNoch keine Bewertungen
- ENGLISH TOEFL Structure (3rd Exercise)Dokument5 SeitenENGLISH TOEFL Structure (3rd Exercise)susannnnnnNoch keine Bewertungen
- Module 3: Literature Review and CitationDokument3 SeitenModule 3: Literature Review and CitationLysss EpssssNoch keine Bewertungen
- Analisa AgriculturalDokument6 SeitenAnalisa AgriculturalFEBRINA SARLINDA, STNoch keine Bewertungen
- Review. Applications of Ecogeography and Geographic Information Systems in Conservation and Utilization of Plant Genetic ResourcesDokument11 SeitenReview. Applications of Ecogeography and Geographic Information Systems in Conservation and Utilization of Plant Genetic ResourcesEmilio Patané SpataroNoch keine Bewertungen
- Lithospheric Evolution of The Pre-And Early Andean Convergent Margin, ChileDokument29 SeitenLithospheric Evolution of The Pre-And Early Andean Convergent Margin, ChileAbdiel MuñozNoch keine Bewertungen
- Can Snails Become Habituated To A StimulusDokument2 SeitenCan Snails Become Habituated To A StimulusSachitra Wijethunga100% (1)
- Rule Based ClassificationsDokument14 SeitenRule Based ClassificationsAmrusha NaallaNoch keine Bewertungen
- John Hopkins Evidence Table - Systematic ReviewDokument2 SeitenJohn Hopkins Evidence Table - Systematic Reviewsandy ThylsNoch keine Bewertungen
- Functional Materials For Sustainable Energy TechnologiesDokument15 SeitenFunctional Materials For Sustainable Energy TechnologiesChristhy Vanessa Ruiz MadroñeroNoch keine Bewertungen
- Compressor-Less: Historical ApplicationsDokument70 SeitenCompressor-Less: Historical Applicationssuryakantshrotriya100% (1)
- Mecanica MD - AZG-UDokument29 SeitenMecanica MD - AZG-UStefanoViganóNoch keine Bewertungen
- Sem06 Gca InsoDokument2 SeitenSem06 Gca InsoBogdan PistolNoch keine Bewertungen
- Relations Between Lean Management and Organizational StructuresDokument12 SeitenRelations Between Lean Management and Organizational StructuresRENE JAVIER PACHECO SALASNoch keine Bewertungen
- Systematic Literature Review SvenskaDokument6 SeitenSystematic Literature Review Svenskafihum1hadej2100% (1)
- Anger Management: Gaurav Sharma 138Dokument21 SeitenAnger Management: Gaurav Sharma 138gaurav_sharma_19900Noch keine Bewertungen
- How The Audiences Feel Closer and Connected To Their Culture With StorytellingDokument7 SeitenHow The Audiences Feel Closer and Connected To Their Culture With Storytellingmarcelo quezadaNoch keine Bewertungen
- Conquering College The Most Fun You Can Have Learning The Things You Need To Know NodrmDokument144 SeitenConquering College The Most Fun You Can Have Learning The Things You Need To Know NodrmVithorNoch keine Bewertungen
- Burnay, Bushman & Laroi - 2019Dokument10 SeitenBurnay, Bushman & Laroi - 2019TinyjurshNoch keine Bewertungen
- Animal Defenses TestDokument3 SeitenAnimal Defenses TestNermine MouallemNoch keine Bewertungen
- NeedScope On TechnologyDokument22 SeitenNeedScope On TechnologyNguyen Ngo Dinh PhuongNoch keine Bewertungen
- MiningDokument3 SeitenMiningDherick RaleighNoch keine Bewertungen
- FINAL ReportDokument48 SeitenFINAL ReportMythri RangaswamyNoch keine Bewertungen
- Critique of Violence - Walter BenjaminDokument14 SeitenCritique of Violence - Walter BenjaminKazım AteşNoch keine Bewertungen