Das könnte Ihnen auch gefallen
- Sheet Metal SpringbackDokument6 SeitenSheet Metal SpringbackVipul AgrawalNoch keine Bewertungen
- The Characteristics of Cutting Forces in The Micro-Milling of AISI D2 SteelDokument7 SeitenThe Characteristics of Cutting Forces in The Micro-Milling of AISI D2 SteelAnushree VinuNoch keine Bewertungen
- NASA ERAST Program Develops High-Altitude UAVsDokument17 SeitenNASA ERAST Program Develops High-Altitude UAVsEgz AguilarNoch keine Bewertungen
- G.25-GEMSS-G-02 Rev 01plant Design CriteriaDokument13 SeitenG.25-GEMSS-G-02 Rev 01plant Design Criteriamohammad kassarNoch keine Bewertungen
- RPVP Puerto PrincesaDokument8 SeitenRPVP Puerto PrincesaRanny LomibaoNoch keine Bewertungen
- Lightning Protection System Testing & Commissioning Method StatementDokument3 SeitenLightning Protection System Testing & Commissioning Method Statementvin ssNoch keine Bewertungen
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationVon EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNoch keine Bewertungen
- Software Test ReportDokument4 SeitenSoftware Test ReportSabahat HussainNoch keine Bewertungen
- Assessment of Friction Stir Welding On Aluminium 3D Printing MaterialsDokument6 SeitenAssessment of Friction Stir Welding On Aluminium 3D Printing MaterialsShaik SyahmanNoch keine Bewertungen
- Modern Machining Processes PDFDokument11 SeitenModern Machining Processes PDFRajesh Choudhary100% (1)
- Hot Bolting FPSO BrazilDokument1 SeiteHot Bolting FPSO BrazilKhan Arshi100% (1)
- Process of Press Tool Design and Its Manufacturing For Blanking OperationDokument8 SeitenProcess of Press Tool Design and Its Manufacturing For Blanking OperationamdevaNoch keine Bewertungen
- Usmi 2Dokument9 SeitenUsmi 2Ismail Ibn BehailuNoch keine Bewertungen
- Improvement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingDokument5 SeitenImprovement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingIzzah HzmhNoch keine Bewertungen
- Influence of Machining Parameters On Microdrill Performance: G. Hemanth and G.L. SamuelDokument21 SeitenInfluence of Machining Parameters On Microdrill Performance: G. Hemanth and G.L. SamuellastjohnNoch keine Bewertungen
- A Brief Review On Micromachining of MaterialsDokument5 SeitenA Brief Review On Micromachining of MaterialsGeoffrey ArmstrongNoch keine Bewertungen
- Recent Advances CopentvmKeynote KPRDokument10 SeitenRecent Advances CopentvmKeynote KPRSuvin PsNoch keine Bewertungen
- A Brief Review On Micromachining of MaterialsDokument6 SeitenA Brief Review On Micromachining of Materialsprasanth kNoch keine Bewertungen
- Flank Wear + Surface RoughnessDokument16 SeitenFlank Wear + Surface Roughnessfirdauz 97Noch keine Bewertungen
- Microturning Versus MicrocuttingDokument1 SeiteMicroturning Versus Microcuttingpkjhan1353Noch keine Bewertungen
- Experimental Investigation of Tool Life and Surface Roughness During CNC Turning Using Single Point Cutting ToolDokument7 SeitenExperimental Investigation of Tool Life and Surface Roughness During CNC Turning Using Single Point Cutting ToolIJRASETPublicationsNoch keine Bewertungen
- Micromachining of MetalsDokument12 SeitenMicromachining of Metalsram jrpsNoch keine Bewertungen
- Manufacturing Process Lab Report 4Dokument5 SeitenManufacturing Process Lab Report 4Jack DanielsNoch keine Bewertungen
- A Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisDokument10 SeitenA Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisRavi TiwariNoch keine Bewertungen
- Micro Milling Review PaperDokument4 SeitenMicro Milling Review PaperAnushree VinuNoch keine Bewertungen
- Rugozitatea SuprafetelorDokument7 SeitenRugozitatea SuprafetelorcristinaNoch keine Bewertungen
- State of the Art on Micromilling: A ReviewDokument13 SeitenState of the Art on Micromilling: A ReviewFachryal HiltansyahNoch keine Bewertungen
- 60 - Tool Wear PDFDokument6 Seiten60 - Tool Wear PDFfshtaNoch keine Bewertungen
- Turning Aerospace IndustryDokument12 SeitenTurning Aerospace Industryawaism471Noch keine Bewertungen
- Cutting Tools and Machining Research Progress ReportDokument3 SeitenCutting Tools and Machining Research Progress ReportShweta YadavNoch keine Bewertungen
- Experimental Investigations On Magnetic Abrasive Finishing Process Parameters For Precision ApplicationsDokument10 SeitenExperimental Investigations On Magnetic Abrasive Finishing Process Parameters For Precision ApplicationsIJRASETPublicationsNoch keine Bewertungen
- Optimization of Milling Parameters On Aluminium Hybrid Metal Matrix Composite Using Taguchi MethodDokument6 SeitenOptimization of Milling Parameters On Aluminium Hybrid Metal Matrix Composite Using Taguchi MethodInternational Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- 11 Chapter 1Dokument32 Seiten11 Chapter 1G00GLRNoch keine Bewertungen
- Micro Mold Surface Treatments for Improved Part QualityDokument21 SeitenMicro Mold Surface Treatments for Improved Part QualityvenkithankamNoch keine Bewertungen
- MicroMachiningTechAssessment 0209 TECHDokument239 SeitenMicroMachiningTechAssessment 0209 TECHds_srinivasNoch keine Bewertungen
- Optimization of Process Parameters in Turning and Threading Operation-A ReviewDokument5 SeitenOptimization of Process Parameters in Turning and Threading Operation-A ReviewIJRASETPublicationsNoch keine Bewertungen
- Design and Finite Element Analysis of Micro Punch CNC Machine Modeling For Medical DevicesDokument8 SeitenDesign and Finite Element Analysis of Micro Punch CNC Machine Modeling For Medical DevicesniteshNoch keine Bewertungen
- Surface Roughness Analysis in Milling Machining Using Design of ExperimentDokument9 SeitenSurface Roughness Analysis in Milling Machining Using Design of Experiment21P410 - VARUN MNoch keine Bewertungen
- Micro Milling of Metallic Materials - A Brief: Pedro Cardoso João Paulo DavimDokument7 SeitenMicro Milling of Metallic Materials - A Brief: Pedro Cardoso João Paulo DavimpurgeNoch keine Bewertungen
- Cutting Temperature and Laser Beam Temperature Effects On Cutting Tool Deformation in Laser-Assisted MachiningDokument6 SeitenCutting Temperature and Laser Beam Temperature Effects On Cutting Tool Deformation in Laser-Assisted MachiningrrameshsmitNoch keine Bewertungen
- Finite Element Analysis of Machining Thin-Wall Parts: Key Engineering Materials December 2010Dokument9 SeitenFinite Element Analysis of Machining Thin-Wall Parts: Key Engineering Materials December 2010Sachin PawarNoch keine Bewertungen
- Advances in Micro Cutting Tool Design and Fabrication: International Journal of Extreme ManufacturingDokument30 SeitenAdvances in Micro Cutting Tool Design and Fabrication: International Journal of Extreme Manufacturingarvind kumarNoch keine Bewertungen
- Ijaiem 2014 03 15 042Dokument12 SeitenIjaiem 2014 03 15 042International Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- Applied SciencesDokument14 SeitenApplied Sciencessaurav kumar singhNoch keine Bewertungen
- Wear Analysis of Multi Point Milling Cutter using FEADokument8 SeitenWear Analysis of Multi Point Milling Cutter using FEAAravindkumarNoch keine Bewertungen
- Abrassive Glass Cutting SynopsyDokument39 SeitenAbrassive Glass Cutting SynopsyTejas GaikwadNoch keine Bewertungen
- Optimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachDokument14 SeitenOptimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachVidyanand Kumar YadavNoch keine Bewertungen
- Mech-IJME-Influence of The - NECIB DjilaniDokument10 SeitenMech-IJME-Influence of The - NECIB Djilaniiaset123Noch keine Bewertungen
- An Overview of Optimization Techniques For CNC Milling MachineDokument4 SeitenAn Overview of Optimization Techniques For CNC Milling MachineArif NurrohmanNoch keine Bewertungen
- En 9paper1Dokument6 SeitenEn 9paper1Stuart BroadNoch keine Bewertungen
- Comparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingDokument10 SeitenComparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingIJRASETPublicationsNoch keine Bewertungen
- An Overview of Optimization Techniques For CNC Milling MachineDokument4 SeitenAn Overview of Optimization Techniques For CNC Milling MachineAllaboyinamahidharNoch keine Bewertungen
- Majid ReportDokument32 SeitenMajid ReportSyed ShahidNoch keine Bewertungen
- Effect of Work Material Hardness and Machining Parameters On Burr-Formation and Surface Finish in Micro-Milling of AISI D2 SteelDokument6 SeitenEffect of Work Material Hardness and Machining Parameters On Burr-Formation and Surface Finish in Micro-Milling of AISI D2 SteelVinay PaulNoch keine Bewertungen
- Literature Review On Tool Wear in Turning Operation of AluminiumDokument3 SeitenLiterature Review On Tool Wear in Turning Operation of AluminiumIsmail Ibn BehailuNoch keine Bewertungen
- Mohammad Hafizuddin MokhtarDokument24 SeitenMohammad Hafizuddin MokhtarGabryel BogdanNoch keine Bewertungen
- Optimization of Machining Parameters For Turning Different Alloy Steel Using CNC - ReviewDokument8 SeitenOptimization of Machining Parameters For Turning Different Alloy Steel Using CNC - Reviewsreejith2786Noch keine Bewertungen
- Aziz Ur Rahman 2005Dokument9 SeitenAziz Ur Rahman 2005Farhan TanvirNoch keine Bewertungen
- Liu 2021 IOP Conf. Ser. Mater. Sci. Eng. 1043 032037Dokument11 SeitenLiu 2021 IOP Conf. Ser. Mater. Sci. Eng. 1043 032037ntik 23Noch keine Bewertungen
- Minimizing Energy Consumption and Surface Roughness in Wet TurningDokument10 SeitenMinimizing Energy Consumption and Surface Roughness in Wet TurningAtul ChauhanNoch keine Bewertungen
- Che Do Cat1Dokument7 SeitenChe Do Cat1Giang Hoai VuNoch keine Bewertungen
- 4-284 MatejicDokument8 Seiten4-284 MatejicTechky ManiacsNoch keine Bewertungen
- 1 s2.0 S0890695520307021 MainDokument51 Seiten1 s2.0 S0890695520307021 MaindileepsrinuNoch keine Bewertungen
- Study on Tool Life and Failure MechanismsDokument7 SeitenStudy on Tool Life and Failure MechanismsMohammed EndrisNoch keine Bewertungen
- Experimental Investigation and Process Parameter Optimization On En353 With PCBN InsertsDokument7 SeitenExperimental Investigation and Process Parameter Optimization On En353 With PCBN Insertssenthil kumarNoch keine Bewertungen
- Physical and Rheological Properties of Modified Sulfur Asphalt BinderDokument8 SeitenPhysical and Rheological Properties of Modified Sulfur Asphalt Binderramesh naikNoch keine Bewertungen
- The NT Insider: Writing Filters Is Hard WorkDokument32 SeitenThe NT Insider: Writing Filters Is Hard WorkOveja NegraNoch keine Bewertungen
- EPMA Introduction To Powder MetallurgyDokument36 SeitenEPMA Introduction To Powder MetallurgyPranjal SinghNoch keine Bewertungen
- Electrostatic and Electromagnetic Forces: Electronic Address: Tim - Henley@mail - Utoronto.caDokument9 SeitenElectrostatic and Electromagnetic Forces: Electronic Address: Tim - Henley@mail - Utoronto.caTimothy Murray HenleyNoch keine Bewertungen
- KALEKİMDokument18 SeitenKALEKİMqaisalkurdyNoch keine Bewertungen
- 3M Cold Shrink Cable Joints MV HV 11kV 33kV 66kV BrochureDokument4 Seiten3M Cold Shrink Cable Joints MV HV 11kV 33kV 66kV BrochureMohammed MustafaNoch keine Bewertungen
- Ansul Wheeled RedLine 150lb F-2002046Dokument4 SeitenAnsul Wheeled RedLine 150lb F-2002046German Duvan HernandezNoch keine Bewertungen
- Multi-disciplinary profile of IS/IT outsourcing researchDokument47 SeitenMulti-disciplinary profile of IS/IT outsourcing researchIsabel MirandaNoch keine Bewertungen
- M-III (II ECE-B, 1st SEM)Dokument63 SeitenM-III (II ECE-B, 1st SEM)venkatesh sripadNoch keine Bewertungen
- Multiple-Choice QuestionsDokument8 SeitenMultiple-Choice Questionsvijayganesh pinisettiNoch keine Bewertungen
- BDOs SheetsDokument25 SeitenBDOs Sheets3J Solutions BDNoch keine Bewertungen
- Hdfs Default XML ParametersDokument14 SeitenHdfs Default XML ParametersVinod BihalNoch keine Bewertungen
- BRAY SERIES 4X HIGH PERFORMANCE BRAY-McCANNLOCK VALVES - Technical ManualDokument28 SeitenBRAY SERIES 4X HIGH PERFORMANCE BRAY-McCANNLOCK VALVES - Technical ManualLuis Daniel ContrerasNoch keine Bewertungen
- Dokumen - Tips Carte Ford C Max 2007Dokument278 SeitenDokumen - Tips Carte Ford C Max 2007Rostás MiklósNoch keine Bewertungen
- Subnetting PracticeDokument5 SeitenSubnetting PracticeUncleSamNoch keine Bewertungen
- Messerschmitt Me 262 - Wikipedia, The Free Encyclopedia3Dokument5 SeitenMesserschmitt Me 262 - Wikipedia, The Free Encyclopedia3beta2009Noch keine Bewertungen
- Zimbabwe Engineer ITDG Small Scale Production of Fired Clay BricksDokument8 SeitenZimbabwe Engineer ITDG Small Scale Production of Fired Clay BricksdkataleNoch keine Bewertungen
- Revit Domoty 1Dokument1 SeiteRevit Domoty 1SAN RAKSANoch keine Bewertungen
- How To Sputter Thin Films of Metal Onto GlassDokument5 SeitenHow To Sputter Thin Films of Metal Onto Glassfred_m_48601Noch keine Bewertungen
- Solidworks SyllabusDokument7 SeitenSolidworks SyllabusArun SubramanianNoch keine Bewertungen
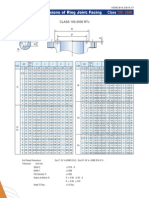
- RTJ Dimension ASME B16.5/B16.47Dokument1 SeiteRTJ Dimension ASME B16.5/B16.47parayilomer0% (1)
- Pressure Regulators (DRV Valve) Suitable ForDokument4 SeitenPressure Regulators (DRV Valve) Suitable ForNOUREDDINE BERCHAOUANoch keine Bewertungen
- The Magnaflux Advantage (Whole Catalog)Dokument51 SeitenThe Magnaflux Advantage (Whole Catalog)Andy StkNoch keine Bewertungen
- NM Group Plumbing WorkDokument33 SeitenNM Group Plumbing WorkNM GROUPNoch keine Bewertungen