Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Battery Power Management For Portable Devices PDFDokument259 SeitenBattery Power Management For Portable Devices PDFsarikaNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- To Dmaic or Not To DmaicDokument1 SeiteTo Dmaic or Not To Dmaicritch99Noch keine Bewertungen
- Deepwater Horizon Accident Investigation Report Appendices ABFGHDokument37 SeitenDeepwater Horizon Accident Investigation Report Appendices ABFGHBren-RNoch keine Bewertungen
- Build A 10 Ton Hydraulic PressDokument10 SeitenBuild A 10 Ton Hydraulic PressManuel SterlingNoch keine Bewertungen
- Math Operation: SiemensDokument3 SeitenMath Operation: SiemensjhuskanovicNoch keine Bewertungen
- Counter: SiemensDokument6 SeitenCounter: SiemensjhuskanovicNoch keine Bewertungen
- Bad804q012a2 - MESInterface IT Omron DriverDokument36 SeitenBad804q012a2 - MESInterface IT Omron DriverjhuskanovicNoch keine Bewertungen
- Timer: SiemensDokument13 SeitenTimer: SiemensjhuskanovicNoch keine Bewertungen
- Numbering System: SiemensDokument5 SeitenNumbering System: SiemensjhuskanovicNoch keine Bewertungen
- Binary & Logic Operation: SiemensDokument16 SeitenBinary & Logic Operation: SiemensjhuskanovicNoch keine Bewertungen
- Binary & Logic Operation: SiemensDokument16 SeitenBinary & Logic Operation: SiemensjhuskanovicNoch keine Bewertungen
- 3BSE054892 A en Advant Master Course A331 AC400 and MP200 - Configuration and OperationDokument2 Seiten3BSE054892 A en Advant Master Course A331 AC400 and MP200 - Configuration and OperationjhuskanovicNoch keine Bewertungen
- 07Dokument11 Seiten07jhuskanovicNoch keine Bewertungen
- 01 GenopDokument16 Seiten01 Genopjhuskanovic100% (1)
- Beckhoff TwinCAT3 042012 eDokument40 SeitenBeckhoff TwinCAT3 042012 ejhuskanovicNoch keine Bewertungen
- Beckhoff IEC61131 3Dokument176 SeitenBeckhoff IEC61131 3jhuskanovicNoch keine Bewertungen
- Ac 450Dokument564 SeitenAc 450jhuskanovicNoch keine Bewertungen
- 3BSE020926-510 - en S800 I O Fieldbus Communication Interface For PROFIBUS DP DPV1Dokument130 Seiten3BSE020926-510 - en S800 I O Fieldbus Communication Interface For PROFIBUS DP DPV1jhuskanovicNoch keine Bewertungen
- 3bse004512r501 - en Advant Controller 450 Version 2.3 1 Brochure PDFDokument4 Seiten3bse004512r501 - en Advant Controller 450 Version 2.3 1 Brochure PDFabdussamad_electricNoch keine Bewertungen
- DK9222 0212 0053 PDFDokument7 SeitenDK9222 0212 0053 PDFjhuskanovicNoch keine Bewertungen
- Brochure sp761lfDokument10 SeitenBrochure sp761lfkathy fernandezNoch keine Bewertungen
- CT2000 Manual EN 20151202 PDFDokument634 SeitenCT2000 Manual EN 20151202 PDFKhang NguyenNoch keine Bewertungen
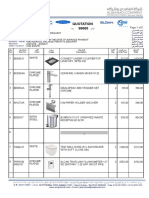
- Quotation 98665Dokument5 SeitenQuotation 98665Reda IsmailNoch keine Bewertungen
- Detailed Lesson Plan in Science 5Dokument5 SeitenDetailed Lesson Plan in Science 5hs4fptm82gNoch keine Bewertungen
- Seamless Fiux Fored Wire - Megafil250Dokument1 SeiteSeamless Fiux Fored Wire - Megafil250SungJun ParkNoch keine Bewertungen
- 4 MPM Scope - OutputDokument45 Seiten4 MPM Scope - OutputSajid Ali MaariNoch keine Bewertungen
- QBDC - Season 5-RulebookDokument50 SeitenQBDC - Season 5-RulebookHggvgNoch keine Bewertungen
- Raft TheoryDokument37 SeitenRaft Theorymuktha mukuNoch keine Bewertungen
- Host Interface Manual - U411 PDFDokument52 SeitenHost Interface Manual - U411 PDFValentin Ghencea50% (2)
- En Privacy The Best Reseller SMM Panel, Cheap SEO and PR - MRPOPULARDokument4 SeitenEn Privacy The Best Reseller SMM Panel, Cheap SEO and PR - MRPOPULARZhenyuan LiNoch keine Bewertungen
- Wastewater Treatment Options For Paper Mills Using Waste Paper/imported Pulps As Raw Materials: Bangladesh PerspectiveDokument4 SeitenWastewater Treatment Options For Paper Mills Using Waste Paper/imported Pulps As Raw Materials: Bangladesh PerspectiveKool LokeshNoch keine Bewertungen
- ICON Catalog LocationsDokument16 SeitenICON Catalog LocationsTools StuffsNoch keine Bewertungen
- Chip DielDokument45 SeitenChip DielJUANCANEXTNoch keine Bewertungen
- 9C606C.64 To 65Dokument24 Seiten9C606C.64 To 65SHIRISHA YADAVNoch keine Bewertungen
- Ijet V3i6p54Dokument6 SeitenIjet V3i6p54International Journal of Engineering and TechniquesNoch keine Bewertungen
- 1.1 Control Philosophy CAS-1 NMDCDokument36 Seiten1.1 Control Philosophy CAS-1 NMDCkoushik42000Noch keine Bewertungen
- Abstract of ASTM F1470 1998Dokument7 SeitenAbstract of ASTM F1470 1998Jesse ChenNoch keine Bewertungen
- TT2223 Week 12a Z-TransformDokument39 SeitenTT2223 Week 12a Z-TransformAjiMaulanaNoch keine Bewertungen
- VAPORISERDokument62 SeitenVAPORISERAshish ChavanNoch keine Bewertungen
- Cane - Sugar - Manufacture - in - India Datos Sobre Producción de AzucarDokument525 SeitenCane - Sugar - Manufacture - in - India Datos Sobre Producción de AzucarEnrique Lucero100% (1)
- APP157 CoP For Site Supervision 2009 202109Dokument92 SeitenAPP157 CoP For Site Supervision 2009 202109Alex LeungNoch keine Bewertungen
- Wireless - How Can I Tell If An RF Transmitter Is Transmitting - Electrical Engineering Stack ExchangeDokument2 SeitenWireless - How Can I Tell If An RF Transmitter Is Transmitting - Electrical Engineering Stack ExchangeAkhil Paul VNoch keine Bewertungen
- Elvax 460Dokument3 SeitenElvax 460ingindjorimaNoch keine Bewertungen
- PSP Error CodesDokument5 SeitenPSP Error CodesAd AzNoch keine Bewertungen
- On-Farm Composting Methods 2003 BOOKDokument51 SeitenOn-Farm Composting Methods 2003 BOOKlalibNoch keine Bewertungen
- Metric DIN 434 Square Taper Washers: Visit Our For Product AvailabilityDokument4 SeitenMetric DIN 434 Square Taper Washers: Visit Our For Product AvailabilityRodrigoNoch keine Bewertungen