Das könnte Ihnen auch gefallen
- Esdep Lecture Note (Wg11.3.2)Dokument13 SeitenEsdep Lecture Note (Wg11.3.2)mabuhamdNoch keine Bewertungen
- Design Procedure For Statically Loaded BoltDokument14 SeitenDesign Procedure For Statically Loaded BoltAnonymous DJrec2100% (1)
- Bolted Connection FatigueDokument12 SeitenBolted Connection FatigueMahfuzur Rahman100% (1)
- Lecture 12.6: Fatigue Behaviour of Bolted ConnectionsDokument73 SeitenLecture 12.6: Fatigue Behaviour of Bolted Connectionsmahaprabhu78Noch keine Bewertungen
- Design of BoltsDokument18 SeitenDesign of BoltsFunny & InformativeNoch keine Bewertungen
- Con 1302Dokument12 SeitenCon 1302Sanket Arun More100% (1)
- Three-Dimensional Finite Element Analysis of ThreaDokument20 SeitenThree-Dimensional Finite Element Analysis of ThreaDelmouly CélineNoch keine Bewertungen
- Flange Leakage (Working Copy)Dokument7 SeitenFlange Leakage (Working Copy)abrarakbarNoch keine Bewertungen
- 4.3-Slip Critical ConnectionsDokument7 Seiten4.3-Slip Critical ConnectionsMani KumarNoch keine Bewertungen
- Bolts and ConnectionsDokument11 SeitenBolts and ConnectionsSafrul EfendiNoch keine Bewertungen
- Steel Connection Failure ModesDokument22 SeitenSteel Connection Failure ModesJoshua CalaNoch keine Bewertungen
- Experimental Study of Loosening of Threaded Fasteners Due To Dynamic Shear LoadsDokument18 SeitenExperimental Study of Loosening of Threaded Fasteners Due To Dynamic Shear LoadsKailas GophaneNoch keine Bewertungen
- Thrust Ring - PaperDokument10 SeitenThrust Ring - Paperbhathiya01Noch keine Bewertungen
- Design of BoltsDokument19 SeitenDesign of Boltsmoganna73Noch keine Bewertungen
- Lecture 9.3 Design Procedures For Beams: Objective/ScopeDokument18 SeitenLecture 9.3 Design Procedures For Beams: Objective/ScopeS.s. LeeNoch keine Bewertungen
- Simple Shear ConnectionsDokument44 SeitenSimple Shear ConnectionsAdam JonesNoch keine Bewertungen
- Stress Analysis and Fatigue of Welded StructuresDokument7 SeitenStress Analysis and Fatigue of Welded StructuresMANHAL KHRIAMANoch keine Bewertungen
- TorquingDokument7 SeitenTorquingVicky KumarNoch keine Bewertungen
- Lecture 8.4.2 Plate Girder Behaviour and Design IIDokument9 SeitenLecture 8.4.2 Plate Girder Behaviour and Design IIing_fernandogalvez2015Noch keine Bewertungen
- Lecture 7-Unrestrained BeamDokument42 SeitenLecture 7-Unrestrained BeamRaimi Suhaimi100% (1)
- Fatigue 1Dokument31 SeitenFatigue 1rameshNoch keine Bewertungen
- Analysis of Additional Load and Fatigue Life of Preloaded BoltsDokument20 SeitenAnalysis of Additional Load and Fatigue Life of Preloaded BoltsSang NguyenNoch keine Bewertungen
- Anchor Bolt For ShearDokument22 SeitenAnchor Bolt For ShearAnonymous P73cUg73LNoch keine Bewertungen
- 2lec3&4 With Assignment 2 Reinf Conc 412Dokument42 Seiten2lec3&4 With Assignment 2 Reinf Conc 412Emmanuel MwabaNoch keine Bewertungen
- Unit 1 - Advance Structural Design IIDokument8 SeitenUnit 1 - Advance Structural Design IINew Gaming AddaNoch keine Bewertungen
- StiffenerDokument11 SeitenStiffenerAdigwe George ChimaNoch keine Bewertungen
- Factor Bolted JointsDokument42 SeitenFactor Bolted JointsOliver Kraus100% (1)
- Lecture 11.4.4 Analysis of Connections Resistance To Moment by Combined Tension and CompresionDokument24 SeitenLecture 11.4.4 Analysis of Connections Resistance To Moment by Combined Tension and CompresionCarlos BustamanteNoch keine Bewertungen
- Structural Connections - Scia5203: Unit - IDokument77 SeitenStructural Connections - Scia5203: Unit - IVignesh DhuruvanNoch keine Bewertungen
- Review of The Application of Design Guideline Vdi 2230: Using Sr1 For PcsDokument16 SeitenReview of The Application of Design Guideline Vdi 2230: Using Sr1 For PcsCunha Projetos de Cilindros HidráulicosNoch keine Bewertungen
- 744 2903 1 PBDokument7 Seiten744 2903 1 PBdfgNoch keine Bewertungen
- 001 10页,Engineering Failure Analysis论文,Loosening-resistance Evaluation of Double-nut Tightening Method and Spring Washer by Three-dimensional Finite Element AnalysisDokument10 Seiten001 10页,Engineering Failure Analysis论文,Loosening-resistance Evaluation of Double-nut Tightening Method and Spring Washer by Three-dimensional Finite Element Analysiscary01Noch keine Bewertungen
- On The Influence of Additional Axial and Bending Loads On Fatigue Life of Preloaded BoltsDokument36 SeitenOn The Influence of Additional Axial and Bending Loads On Fatigue Life of Preloaded BoltsWojciechNoch keine Bewertungen
- Lecture 8.1: Introduction To Plate Behaviour and DesignDokument25 SeitenLecture 8.1: Introduction To Plate Behaviour and DesignKarthick MurugesanNoch keine Bewertungen
- 8/1/13 Beam Part 2Dokument50 Seiten8/1/13 Beam Part 2Macqui MaciasNoch keine Bewertungen
- Motallebi Et Al Eng Struc 2019 With STMTDokument41 SeitenMotallebi Et Al Eng Struc 2019 With STMTDavid BourcetNoch keine Bewertungen
- Competitive Failure of Bolt Loosening and Fatigue Under Different PreloadsDokument11 SeitenCompetitive Failure of Bolt Loosening and Fatigue Under Different PreloadsLucas InacioNoch keine Bewertungen
- Failure Analysis of Bolted Steel Flanges PDFDokument6 SeitenFailure Analysis of Bolted Steel Flanges PDFmoha100% (1)
- Bolted Connections (Prying Force)Dokument16 SeitenBolted Connections (Prying Force)Ivan Hadzi BoskovicNoch keine Bewertungen
- More Work Is RequiredDokument8 SeitenMore Work Is RequiredCarlos ShuntaNoch keine Bewertungen
- Structural Properties of Bolted JointsDokument5 SeitenStructural Properties of Bolted JointsL095244Noch keine Bewertungen
- Design Method For The Bolts in Bearing-Type Connections With FillersDokument7 SeitenDesign Method For The Bolts in Bearing-Type Connections With FillersAnonymous 7MdZQn1Noch keine Bewertungen
- Failure_analysis_of_bolted_steel_flangesDokument7 SeitenFailure_analysis_of_bolted_steel_flangesjcrosaNoch keine Bewertungen
- Shear Tab Connection Design ProceduresDokument5 SeitenShear Tab Connection Design Proceduresmn4webNoch keine Bewertungen
- A Review of Bolt Tightening Force Measurement andDokument19 SeitenA Review of Bolt Tightening Force Measurement andVincent ChuNoch keine Bewertungen
- Introduction To PlateDokument185 SeitenIntroduction To PlatemahmoodserajiNoch keine Bewertungen
- Analysis of Portal Frames & Plastic AnalysisDokument17 SeitenAnalysis of Portal Frames & Plastic Analysisvishal varshneyNoch keine Bewertungen
- Technical NoteFunction of A WasherDokument8 SeitenTechnical NoteFunction of A Washerkirabalicemil4949Noch keine Bewertungen
- Design of Fully Restrained Moment Connections AISC LRFD 3rd EditionDokument28 SeitenDesign of Fully Restrained Moment Connections AISC LRFD 3rd EditionMIRCEA1305Noch keine Bewertungen
- EWEC Copenhagen 2001-FlangeBoltFatigueDokument4 SeitenEWEC Copenhagen 2001-FlangeBoltFatigueMarcWorldNoch keine Bewertungen
- Bolts LecturedDokument14 SeitenBolts LecturedLuisGonzalez100% (2)
- Moment Redistribution Effects in BeamsDokument13 SeitenMoment Redistribution Effects in BeamstavialimNoch keine Bewertungen
- SAFE manual details factors affecting slab deflectionsDokument9 SeitenSAFE manual details factors affecting slab deflectionsMahmood MuftiNoch keine Bewertungen
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryVon EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryNoch keine Bewertungen
- Lecture Notes on Reinforced Concrete DesignVon EverandLecture Notes on Reinforced Concrete DesignNoch keine Bewertungen
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsVon EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNoch keine Bewertungen
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsVon EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNoch keine Bewertungen
- LSC08-Stitching Beam DrawingDokument2 SeitenLSC08-Stitching Beam Drawingmcwong_98Noch keine Bewertungen
- LSC08-Stitching Beam DrawingDokument2 SeitenLSC08-Stitching Beam Drawingmcwong_98Noch keine Bewertungen
- LSC08-Stitching Beam DrawingDokument2 SeitenLSC08-Stitching Beam Drawingmcwong_98Noch keine Bewertungen
- MS-ST-002 (Rev0) - ULTRASONIC PULSE VELOCITY TEST (UPV)Dokument8 SeitenMS-ST-002 (Rev0) - ULTRASONIC PULSE VELOCITY TEST (UPV)mcwong_98Noch keine Bewertungen
- KS18Dokument2 SeitenKS18mcwong_98Noch keine Bewertungen
- Centrifugal Force During Delivery - Comment12042013 PDFDokument2 SeitenCentrifugal Force During Delivery - Comment12042013 PDFmcwong_98Noch keine Bewertungen
- RCPT Test TableDokument1 SeiteRCPT Test Tablemcwong_98Noch keine Bewertungen
- KS18 U01Dokument2 SeitenKS18 U01mcwong_98Noch keine Bewertungen
- KS18 U01Dokument2 SeitenKS18 U01mcwong_98Noch keine Bewertungen
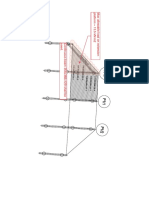
- Extension PlatformDokument1 SeiteExtension Platformmcwong_98Noch keine Bewertungen
- Middle Bridge - RCPT SummaryDokument1 SeiteMiddle Bridge - RCPT Summarymcwong_98Noch keine Bewertungen
- Extension PlatformDokument1 SeiteExtension Platformmcwong_98Noch keine Bewertungen
- V210A ProposedTopTempOpening 11012018Dokument1 SeiteV210A ProposedTopTempOpening 11012018mcwong_98Noch keine Bewertungen
- Extension Platform PDFDokument1 SeiteExtension Platform PDFmcwong_98Noch keine Bewertungen
- ShopDrawings Sample 12062018Dokument13 SeitenShopDrawings Sample 12062018mcwong_98Noch keine Bewertungen
- Method Statement For Form Traveller Installation P1 & P2Dokument17 SeitenMethod Statement For Form Traveller Installation P1 & P2mcwong_98Noch keine Bewertungen
- ProposedOpening DetailsDokument1 SeiteProposedOpening Detailsmcwong_98Noch keine Bewertungen
- KTUP-JPS Annex CDokument14 SeitenKTUP-JPS Annex Cmcwong_98Noch keine Bewertungen
- Pier Cap ScheduleDokument2 SeitenPier Cap Schedulemcwong_98Noch keine Bewertungen
- GeneralDokument1 SeiteGeneralmcwong_98Noch keine Bewertungen
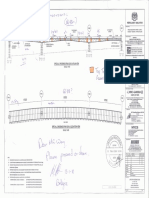
- ELEV - Title Block - A1 - (R7) - ModelDokument1 SeiteELEV - Title Block - A1 - (R7) - Modelmcwong_98Noch keine Bewertungen
- STP2 KP Ijsb MLB App 0700 B PDFDokument1 SeiteSTP2 KP Ijsb MLB App 0700 B PDFmcwong_98Noch keine Bewertungen
- TQ 073343Dokument1 SeiteTQ 073343mcwong_98Noch keine Bewertungen
- Introducing SOCSO's new job portalDokument5 SeitenIntroducing SOCSO's new job portalmcwong_98Noch keine Bewertungen
- MMC GAMUDA KVMRT (PDP SSP) SDN. BHD. SUBMISSION REVIEW RESPONSEDokument4 SeitenMMC GAMUDA KVMRT (PDP SSP) SDN. BHD. SUBMISSION REVIEW RESPONSEmcwong_98Noch keine Bewertungen
- Prayer2017 PDFDokument11 SeitenPrayer2017 PDFmcwong_98Noch keine Bewertungen
- ELEV - Title Block - A1 - (R7) - ModelDokument1 SeiteELEV - Title Block - A1 - (R7) - Modelmcwong_98Noch keine Bewertungen
- TQ 073343Dokument1 SeiteTQ 073343mcwong_98Noch keine Bewertungen
- Digital IBS Seminar on DesignDokument6 SeitenDigital IBS Seminar on Designmcwong_98Noch keine Bewertungen
- Bill of QuantitiesDokument3 SeitenBill of Quantitiesmcwong_98Noch keine Bewertungen
- Understanding and Managing Cell Culture Contamination PDFDokument24 SeitenUnderstanding and Managing Cell Culture Contamination PDFPabloski AndreNoch keine Bewertungen
- Diverter Valve Wam BrochureDokument4 SeitenDiverter Valve Wam BrochureEzequiel Guillermo Trejo NavasNoch keine Bewertungen
- Chapter 8 RevaDokument20 SeitenChapter 8 RevaanildhakeNoch keine Bewertungen
- Pharmacological and Toxicological Screening Methods I (MPL 103T)Dokument50 SeitenPharmacological and Toxicological Screening Methods I (MPL 103T)Sandeep MewadaNoch keine Bewertungen
- Operating Manual: Eagleburgmann Mechanical Seal (M.S.)Dokument22 SeitenOperating Manual: Eagleburgmann Mechanical Seal (M.S.)kiranNoch keine Bewertungen
- Peto MSDSDokument4 SeitenPeto MSDSMenoddin shaikhNoch keine Bewertungen
- FoodDrug Interactions Careful Drug Selection Patient CounselingDokument6 SeitenFoodDrug Interactions Careful Drug Selection Patient CounselingmelodythNoch keine Bewertungen
- Turbine Desk OperatorDokument3 SeitenTurbine Desk Operatortajshah283Noch keine Bewertungen
- API Standard 614 - Lubrication, Shaft-Sealing, and Control-Oil Systems For Special-Purpose ApplicationDokument4 SeitenAPI Standard 614 - Lubrication, Shaft-Sealing, and Control-Oil Systems For Special-Purpose ApplicationFabioSalaNoch keine Bewertungen
- Pipes, Tubes, Fittings, FlangesDokument121 SeitenPipes, Tubes, Fittings, FlangesCarl Jones100% (2)
- Evacuated Tube SystemDokument2 SeitenEvacuated Tube SystemAaron James RuedasNoch keine Bewertungen
- Ecotoxicology and Environmental Safety: ArticleinfoDokument7 SeitenEcotoxicology and Environmental Safety: ArticleinfoEswin Hernandez ObregonNoch keine Bewertungen
- 2012 - Cosmetic Ingredient Review - Amended Safety Assessment of Alkyl Esters As Used in CosmeticsDokument83 Seiten2012 - Cosmetic Ingredient Review - Amended Safety Assessment of Alkyl Esters As Used in CosmeticsymiyazyNoch keine Bewertungen
- Laboratory Experiment #5 - Chemical EquilibriumDokument3 SeitenLaboratory Experiment #5 - Chemical EquilibriumShayne Angelique CongsonNoch keine Bewertungen
- INTRODUCTION To FINOLEX Finolex Group Was EstablishedDokument24 SeitenINTRODUCTION To FINOLEX Finolex Group Was EstablishedpraveennakkinaNoch keine Bewertungen
- Class 8 Science Chapter 1 Revision NotesDokument2 SeitenClass 8 Science Chapter 1 Revision NotesShwetabh Aman SinhaNoch keine Bewertungen
- Lecture - 3 - Heat and The First Law Example ProblemsDokument22 SeitenLecture - 3 - Heat and The First Law Example ProblemsifiokNoch keine Bewertungen
- Gastroprotective Effects of Peperomia pellucida and Pachyrhizus erosus Extract CombinationDokument12 SeitenGastroprotective Effects of Peperomia pellucida and Pachyrhizus erosus Extract CombinationCameliaNoch keine Bewertungen
- Basic Mechanical Engineering MCQ PDF Part 3Dokument10 SeitenBasic Mechanical Engineering MCQ PDF Part 3kibrom atsbhaNoch keine Bewertungen
- Q1 Science 9 Module 5Dokument28 SeitenQ1 Science 9 Module 5Shiena Lou Tucasan CudadaNoch keine Bewertungen
- Stress HomographsDokument3 SeitenStress HomographsMagali MadariagaNoch keine Bewertungen
- Smooth Finish FlangesDokument4 SeitenSmooth Finish FlangessanoopvkNoch keine Bewertungen
- Everything You Need to Know About Pig Iron ProductionDokument52 SeitenEverything You Need to Know About Pig Iron ProductionberhaneNoch keine Bewertungen
- Komatsu Powertrain Oil TO10Dokument7 SeitenKomatsu Powertrain Oil TO10yoguijojoNoch keine Bewertungen
- STEM Capstone Research Format GuideDokument26 SeitenSTEM Capstone Research Format GuideGlenn DiligNoch keine Bewertungen
- Ecological Effects Test Guidelines: OPPTS 850.3020 Honey Bee Acute Contact ToxicityDokument8 SeitenEcological Effects Test Guidelines: OPPTS 850.3020 Honey Bee Acute Contact ToxicityNatalie Torres AnguloNoch keine Bewertungen
- Astm b680-1980Dokument2 SeitenAstm b680-1980Yavuz Solmaz100% (1)
- Class 9 Matter in Our Surroundings McqsDokument3 SeitenClass 9 Matter in Our Surroundings McqsHariharan VIIA1Noch keine Bewertungen
- 3656-3756 ML Brochure GouldsDokument44 Seiten3656-3756 ML Brochure Gouldsjulio.esc7Noch keine Bewertungen
- DrillersManual Chapters 1 12Dokument192 SeitenDrillersManual Chapters 1 12Hugo MoralesNoch keine Bewertungen