Das könnte Ihnen auch gefallen
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementVon EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNoch keine Bewertungen
- 1 Artigo Heat and Mass Transfer in Industrial Biscuit Baking Oven and Effect ofDokument12 Seiten1 Artigo Heat and Mass Transfer in Industrial Biscuit Baking Oven and Effect ofMarianne Soares100% (1)
- Structural Health MonitoringVon EverandStructural Health MonitoringDaniel BalageasNoch keine Bewertungen
- Aludipbrochure PDFDokument16 SeitenAludipbrochure PDFflavio82pnNoch keine Bewertungen
- Export CatalogueDokument140 SeitenExport CatalogueTaha BamohamedNoch keine Bewertungen
- Walbro Float Carburetors DS ENDokument2 SeitenWalbro Float Carburetors DS ENgrabry xxxNoch keine Bewertungen
- Rockwool Rockwool 850Dokument2 SeitenRockwool Rockwool 850APINoch keine Bewertungen
- Sedimentation PDFDokument1 SeiteSedimentation PDFsara25dec689288Noch keine Bewertungen
- Vibration MonitoringDokument8 SeitenVibration MonitoringKrzysiek PodsiadłoNoch keine Bewertungen
- Is 4894 1987Dokument18 SeitenIs 4894 1987sajay2010Noch keine Bewertungen
- Biscuits Line Cookie Machine Tunnel Oven Bakery Line Consol Carbon Steel Belt OvenDokument15 SeitenBiscuits Line Cookie Machine Tunnel Oven Bakery Line Consol Carbon Steel Belt OvenLavender ShenNoch keine Bewertungen
- Eirez Vibratory Feeders and Conveyors BrochureDokument20 SeitenEirez Vibratory Feeders and Conveyors BrochureJay Ryan SantosNoch keine Bewertungen
- Vibrating Feeder: Henan Liming Road & Bridge Heavy Industry Co., LTDDokument8 SeitenVibrating Feeder: Henan Liming Road & Bridge Heavy Industry Co., LTDMiguel Pereyra OyarceNoch keine Bewertungen
- Rockwool 740Dokument1 SeiteRockwool 740Alexandre GomesNoch keine Bewertungen
- Rockwool Rti-Prorox-Sl-980 - ExpDokument1 SeiteRockwool Rti-Prorox-Sl-980 - Expdedy setiawanNoch keine Bewertungen
- Rockwool SeriesDokument12 SeitenRockwool SeriesUsamah AhmadNoch keine Bewertungen
- Archimedys Technical Data - Metric - GB 11264 PDFDokument43 SeitenArchimedys Technical Data - Metric - GB 11264 PDFAnonymous Cxriyx9HIXNoch keine Bewertungen
- Du Dub PDFDokument55 SeitenDu Dub PDFSURESH100% (1)
- Asme CodesDokument11 SeitenAsme Codesaecsuresh35Noch keine Bewertungen
- R New Recycling Equipment Range enDokument39 SeitenR New Recycling Equipment Range enAndy LarkinNoch keine Bewertungen
- Biomass Storage Capacity - Rev.01Dokument5 SeitenBiomass Storage Capacity - Rev.01vidyaNoch keine Bewertungen
- Fenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesDokument22 SeitenFenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesSubramanian ChidambaramNoch keine Bewertungen
- SeaRox - SL - 740 - Thermal OnlyDokument1 SeiteSeaRox - SL - 740 - Thermal OnlyPaul MathewNoch keine Bewertungen
- Machine DesignDokument14 SeitenMachine DesignSirajuddin A100% (1)
- Vegetable Line BrochureDokument21 SeitenVegetable Line BrochureAndrea HernandezNoch keine Bewertungen
- WWW Mechanicalengineeringblog Com 2Dokument6 SeitenWWW Mechanicalengineeringblog Com 2Mashudi FikriNoch keine Bewertungen
- ME307-11 Tutorial 9Dokument9 SeitenME307-11 Tutorial 9Mohammed A IsaNoch keine Bewertungen
- Thermal Expansion Settings in GleebleDokument4 SeitenThermal Expansion Settings in GleeblePranav TripathiNoch keine Bewertungen
- Thickness of Rockwool InsulationDokument21 SeitenThickness of Rockwool InsulationjrfmlNoch keine Bewertungen
- PCMO - Module-II Size Reduction Equipment PDFDokument66 SeitenPCMO - Module-II Size Reduction Equipment PDFrefarmita24Noch keine Bewertungen
- Belt Take Up Arrangement PDFDokument8 SeitenBelt Take Up Arrangement PDFBlend TrendNoch keine Bewertungen
- Mathcad - 2 - 5 - Conveying - 3nDokument4 SeitenMathcad - 2 - 5 - Conveying - 3nsujith kumarNoch keine Bewertungen
- Conveyorchains HitachiDokument173 SeitenConveyorchains HitachiLLNoch keine Bewertungen
- Screw Conveyor DesignDokument3 SeitenScrew Conveyor DesignNihalRajapakshaNoch keine Bewertungen
- Helix Chute Design Brochure 2Dokument4 SeitenHelix Chute Design Brochure 2NITINNoch keine Bewertungen
- PDS Rockwool Marine Firebatts 100Dokument1 SeitePDS Rockwool Marine Firebatts 100Alexandre GomesNoch keine Bewertungen
- Belt ConveyorsDokument10 SeitenBelt ConveyorsRaja PalasaNoch keine Bewertungen
- Automatic Samplers: Proven & DependableDokument6 SeitenAutomatic Samplers: Proven & DependableHarish KumarNoch keine Bewertungen
- 36 Design of Band and Disc BrakesDokument10 Seiten36 Design of Band and Disc BrakesPRASAD326100% (2)
- LT LoadCellHandbook LowResDokument16 SeitenLT LoadCellHandbook LowResArun Chand C VNoch keine Bewertungen
- Elecon-Tgw Crowned & Barrelled Gear T Ype Coupling BALLIMONTDokument8 SeitenElecon-Tgw Crowned & Barrelled Gear T Ype Coupling BALLIMONTSatNoch keine Bewertungen
- Alwasy Step Ahead in TechnologyDokument6 SeitenAlwasy Step Ahead in TechnologyDxFxNoch keine Bewertungen
- Gravity ConveyorsDokument49 SeitenGravity ConveyorsAdriel Aron DiazNoch keine Bewertungen
- 08mme004design and Analysis of ScrewDokument78 Seiten08mme004design and Analysis of ScrewJitendra PatelNoch keine Bewertungen
- BSH 004 2007 - 001 PDFDokument8 SeitenBSH 004 2007 - 001 PDFJakesNoch keine Bewertungen
- Vessel Enquiry Form: Company: Date: Contact: Dotmar Quote No: Address Date: Project: Fax: Phone: EmailDokument1 SeiteVessel Enquiry Form: Company: Date: Contact: Dotmar Quote No: Address Date: Project: Fax: Phone: EmailTan Chee MingNoch keine Bewertungen
- Rockwool Thermalrock S (Slab) : General Product InformationDokument2 SeitenRockwool Thermalrock S (Slab) : General Product InformationMohsin RazaNoch keine Bewertungen
- ABB CatalogueDokument6 SeitenABB CatalogueNavneet SinghNoch keine Bewertungen
- Print Close: Machine DesignDokument5 SeitenPrint Close: Machine DesignAnonymous CYdagINoch keine Bewertungen
- Horizontal Vacuum Belt Filter Studies On Heavy MineralsDokument11 SeitenHorizontal Vacuum Belt Filter Studies On Heavy MineralsGyan PrameswaraNoch keine Bewertungen
- Ypt Paletli Brosur 3 PDFDokument4 SeitenYpt Paletli Brosur 3 PDFarsanioseNoch keine Bewertungen
- Machine Design Project ReportDokument11 SeitenMachine Design Project ReportMuhammad Abdullah100% (1)
- Dura FlexDokument16 SeitenDura FlexJohn ChivNoch keine Bewertungen
- Catálogo RULMECADokument308 SeitenCatálogo RULMECArdgmaxiNoch keine Bewertungen
- 2 Combination Dry-off/Cure Ovens: Oven BalancingDokument3 Seiten2 Combination Dry-off/Cure Ovens: Oven BalancingDaniela MateiNoch keine Bewertungen
- Abma 9 00Dokument11 SeitenAbma 9 00Matias MancillaNoch keine Bewertungen
- Mathematical Modelling of The Cement Clinker Burning ProcessDokument5 SeitenMathematical Modelling of The Cement Clinker Burning ProcessTahseen AlHattabNoch keine Bewertungen
- Furnaces in Power BoilerDokument34 SeitenFurnaces in Power BoilerMohammed AzharuddinNoch keine Bewertungen
- Lect-5 FurnaceDokument60 SeitenLect-5 FurnaceIffat0% (1)
- M. Asfar SyafarbrosurDokument4 SeitenM. Asfar SyafarbrosurAsfar SyafarNoch keine Bewertungen
- Chen19111005 M JaishDokument20 SeitenChen19111005 M JaishUsama Jahangir KhanNoch keine Bewertungen
- Rev - Chemistry - AreasDokument7 SeitenRev - Chemistry - AreasUppu EshwarNoch keine Bewertungen
- Tire Gas DiffusionDokument3 SeitenTire Gas DiffusionfhdeutschmannNoch keine Bewertungen
- NMAT - Must Know-ChemistryDokument45 SeitenNMAT - Must Know-ChemistryElise TraugottNoch keine Bewertungen
- Scheme of Work Science Stage 8.v1Dokument50 SeitenScheme of Work Science Stage 8.v1Sue Adames de Velasco100% (2)
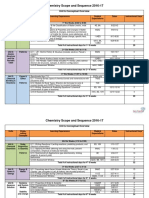
- Secondary Science Scope and Sequence ChemistryDokument4 SeitenSecondary Science Scope and Sequence ChemistryIryanto YossaNoch keine Bewertungen
- Year 8 Science Exam 2014Dokument51 SeitenYear 8 Science Exam 2014sureshthevanNoch keine Bewertungen
- The Structure of Atom 2Dokument11 SeitenThe Structure of Atom 2Dania NatashaNoch keine Bewertungen
- ThermodynamicsDokument64 SeitenThermodynamicsazsaNoch keine Bewertungen
- Boyle's LawDokument19 SeitenBoyle's LawLørd Ken M. DilaoNoch keine Bewertungen
- Ethylene Decomposition Relief Sizing High Pressure Polyethylene IndustryDokument11 SeitenEthylene Decomposition Relief Sizing High Pressure Polyethylene Industryoscarxsmith01Noch keine Bewertungen
- Chemical Reactors and Reactions Test MethodDokument63 SeitenChemical Reactors and Reactions Test Methodsushant_jhawer100% (1)
- Electrical, Hydraulic and Pneumatic Ground Supplies: Summarized byDokument20 SeitenElectrical, Hydraulic and Pneumatic Ground Supplies: Summarized byMarlina SihombingNoch keine Bewertungen
- DGA Whitepaper2Dokument6 SeitenDGA Whitepaper2nooralhudNoch keine Bewertungen
- Chem ProblemsDokument82 SeitenChem ProblemsBeverly RamosNoch keine Bewertungen
- Gas Engineering FirstDokument20 SeitenGas Engineering Firstm sohailNoch keine Bewertungen
- Effects of Marangoni Convection On The Mass Transfer Performance in A Packed-Bed AbsorberDokument7 SeitenEffects of Marangoni Convection On The Mass Transfer Performance in A Packed-Bed Absorbergtorrentes1Noch keine Bewertungen
- Sase ReviewerDokument92 SeitenSase ReviewerVince Breis100% (1)
- Production Logging Services: Solutions To Support Safe, Cost-Effective and Efficient ProductionDokument12 SeitenProduction Logging Services: Solutions To Support Safe, Cost-Effective and Efficient ProductionJoseAngelVillarViñolesNoch keine Bewertungen
- Most Essential Learning Competencies in Science (Matter)Dokument11 SeitenMost Essential Learning Competencies in Science (Matter)EngineerEducator100% (2)
- Lesson 1C - PhysDokument10 SeitenLesson 1C - PhysEvamae Lincuna Moral ApacNoch keine Bewertungen
- Mat Gas Mixture LsdynaDokument10 SeitenMat Gas Mixture LsdynaAmir IskandarNoch keine Bewertungen
- Chemistry For EngineersDokument10 SeitenChemistry For EngineersPhil Irish DumalayangNoch keine Bewertungen
- Chapter 5 GasesDokument74 SeitenChapter 5 GasesReem HamadNoch keine Bewertungen
- Storage, Operation & Maintenance of Heat Exchangers PDFDokument8 SeitenStorage, Operation & Maintenance of Heat Exchangers PDFjtai1983Noch keine Bewertungen
- Aakash ADV Full Tests MERGEDDokument486 SeitenAakash ADV Full Tests MERGEDAnirudh100% (1)
- Hidraulica de Tuberias J P TelliusDokument271 SeitenHidraulica de Tuberias J P TelliusDanny Garcia100% (1)
- Gas Well Testing - 16 - 20 - Sep - 2019 PDFDokument63 SeitenGas Well Testing - 16 - 20 - Sep - 2019 PDFVasy StancuNoch keine Bewertungen
- Gas Fuelled Engine Installations: ShipsDokument22 SeitenGas Fuelled Engine Installations: ShipsAndreNoch keine Bewertungen
- Manometers: Case 1Dokument4 SeitenManometers: Case 1Yeap JensenNoch keine Bewertungen
- Well Integrity for Workovers and RecompletionsVon EverandWell Integrity for Workovers and RecompletionsBewertung: 5 von 5 Sternen5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Oil: An Overview of the Petroleum IndustryVon EverandOil: An Overview of the Petroleum IndustryBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingVon EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingNoch keine Bewertungen
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesVon EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNoch keine Bewertungen
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideVon EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideBewertung: 2 von 5 Sternen2/5 (1)
- The Certified Oil and Gas Project ManagerVon EverandThe Certified Oil and Gas Project ManagerBewertung: 4 von 5 Sternen4/5 (2)
- Deepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeVon EverandDeepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeNoch keine Bewertungen
- Advanced Production Decline Analysis and ApplicationVon EverandAdvanced Production Decline Analysis and ApplicationBewertung: 3.5 von 5 Sternen3.5/5 (4)
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsVon EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsNoch keine Bewertungen
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsVon EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsNoch keine Bewertungen
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsVon EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNoch keine Bewertungen
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationVon EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationBewertung: 4.5 von 5 Sternen4.5/5 (2)
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbVon EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbBewertung: 4.5 von 5 Sternen4.5/5 (11)
- Oil and Gas Artificial Fluid Lifting TechniquesVon EverandOil and Gas Artificial Fluid Lifting TechniquesBewertung: 5 von 5 Sternen5/5 (1)
- 100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonVon Everand100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonNoch keine Bewertungen
- Ship and Mobile Offshore Unit Automation: A Practical GuideVon EverandShip and Mobile Offshore Unit Automation: A Practical GuideNoch keine Bewertungen
- Industrial Piping and Equipment Estimating ManualVon EverandIndustrial Piping and Equipment Estimating ManualBewertung: 5 von 5 Sternen5/5 (7)