Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Fixed Cutter Bits - IADC Dull Grading: Security Dbs Drill BitsDokument2 SeitenFixed Cutter Bits - IADC Dull Grading: Security Dbs Drill BitsEd CalheNoch keine Bewertungen
- Use of Incandescent Bulb As A Heating Element For Indoor Cabinet Clothes DryerDokument3 SeitenUse of Incandescent Bulb As A Heating Element For Indoor Cabinet Clothes Dryeralexandermagnus210Noch keine Bewertungen
- Case QuestionsDokument2 SeitenCase Questionsalexandermagnus210Noch keine Bewertungen
- TitleDokument1 SeiteTitlealexandermagnus210Noch keine Bewertungen
- Keywords: Projectile Launcher Design Cart Laboratory EquipmentDokument1 SeiteKeywords: Projectile Launcher Design Cart Laboratory Equipmentalexandermagnus210Noch keine Bewertungen
- Yearly Load CurvseDokument3 SeitenYearly Load Curvsealexandermagnus210Noch keine Bewertungen
- Makong FermentationDokument1 SeiteMakong Fermentationalexandermagnus210Noch keine Bewertungen
- Iphone Release NotesDokument1 SeiteIphone Release Notesalexandermagnus210Noch keine Bewertungen
- EsumeDokument2 SeitenEsumealexandermagnus210Noch keine Bewertungen
- Bill of MaterialsDokument3 SeitenBill of Materialsalexandermagnus210Noch keine Bewertungen
- Statement of The ProblemDokument1 SeiteStatement of The Problemalexandermagnus210Noch keine Bewertungen
- Work and Activity PlanDokument2 SeitenWork and Activity Planalexandermagnus210Noch keine Bewertungen
- Work and Activity PlanDokument2 SeitenWork and Activity Planalexandermagnus210Noch keine Bewertungen
- Application LetterDokument1 SeiteApplication Letteralexandermagnus210Noch keine Bewertungen
- Significance of The Study by BretDokument1 SeiteSignificance of The Study by Bretalexandermagnus210Noch keine Bewertungen
- 1 On 1 Tutorial Session Will Start Next WeekDokument1 Seite1 On 1 Tutorial Session Will Start Next Weekalexandermagnus210Noch keine Bewertungen
- Chapter 1Dokument4 SeitenChapter 1alexandermagnus210Noch keine Bewertungen
- Aerocon C Board Technical ManualDokument44 SeitenAerocon C Board Technical Manualsri projectssNoch keine Bewertungen
- LESSON EXEMPLAR AUTOMOTIVE EditedDokument5 SeitenLESSON EXEMPLAR AUTOMOTIVE EditedJHOMER CABANTOGNoch keine Bewertungen
- Easy Glider: Build A Comfortable Outdoor Seat in Time For SpringDokument5 SeitenEasy Glider: Build A Comfortable Outdoor Seat in Time For SpringDerek Frost100% (1)
- Part E-LatheDokument76 SeitenPart E-LatheSayed qasimNoch keine Bewertungen
- Stable deep slot milling and improved surface finish with Tungaloy's economical SlotMill seriesDokument28 SeitenStable deep slot milling and improved surface finish with Tungaloy's economical SlotMill seriespapa bianNoch keine Bewertungen
- Akshay Ferrocement WardrobeDokument1 SeiteAkshay Ferrocement Wardrobe1DC20AT025 Ganesh AkshayNoch keine Bewertungen
- MzeDokument9 SeitenMzeTungstenCarbideNoch keine Bewertungen
- Company ProfileDokument24 SeitenCompany ProfileDereje GutaNoch keine Bewertungen
- DIN - ISO - EN Crossover Chart - Fuller Fasteners - Fuller FastenersDokument6 SeitenDIN - ISO - EN Crossover Chart - Fuller Fasteners - Fuller FastenersRicardoNoch keine Bewertungen
- Stories That Inspire - Trees That WoodDokument6 SeitenStories That Inspire - Trees That Woodin1989Noch keine Bewertungen
- JSA FOR Using The Hand and Power Tools - 2Dokument2 SeitenJSA FOR Using The Hand and Power Tools - 2soubhagya100% (2)
- Faktor Konversi Limbah Pemanenan Kayu Hutan T Kayu Anaman Dan Rendemen Pengolahan SerpihDokument12 SeitenFaktor Konversi Limbah Pemanenan Kayu Hutan T Kayu Anaman Dan Rendemen Pengolahan SerpihDwi Rama NugrahaNoch keine Bewertungen
- AUGUST 2021 Surplus Record Machinery & Equipment DirectoryDokument719 SeitenAUGUST 2021 Surplus Record Machinery & Equipment DirectorySurplus RecordNoch keine Bewertungen
- Boring Machine: M. Murali Mohan, Asst. Professor, Dept. of Mechanical Engineering, GPREC, KurnoolDokument48 SeitenBoring Machine: M. Murali Mohan, Asst. Professor, Dept. of Mechanical Engineering, GPREC, KurnoolMuraliMohan50% (2)
- Specifications: Project: Proposed Two (2) Storey Residential Location: OwnerDokument4 SeitenSpecifications: Project: Proposed Two (2) Storey Residential Location: OwnerJ.P.Almera ArDesignNoch keine Bewertungen
- Make A Wheel Marking GaugeDokument6 SeitenMake A Wheel Marking Gaugeserkan ünlü100% (1)
- MWL315 C, CE, CEP, CL, CEL, CA, CEA Etc. CNC Wood Lathe Price List From Jinan MastecDokument11 SeitenMWL315 C, CE, CEP, CL, CEL, CA, CEA Etc. CNC Wood Lathe Price List From Jinan MastecJuan Martín Montes NeriNoch keine Bewertungen
- D FSRTC BLDG and C and S Works19Dokument304 SeitenD FSRTC BLDG and C and S Works19Jeffchun WFNoch keine Bewertungen
- 6004 Joker Self-Setting, Adjustable SpannerDokument2 Seiten6004 Joker Self-Setting, Adjustable SpannerJokerNoch keine Bewertungen
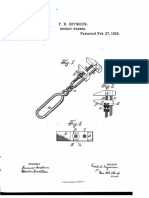
- Patented Feb. 27, 1883.: Monkey WrenchDokument2 SeitenPatented Feb. 27, 1883.: Monkey WrenchWallz CarvalhoNoch keine Bewertungen
- FixinCatalog PDFDokument44 SeitenFixinCatalog PDFWedoeditor Fast100% (1)
- E&I Tool Box ContentsDokument1 SeiteE&I Tool Box ContentsChandan RayNoch keine Bewertungen
- Precision Dowel Pins: Catalog Number L Length Catalog Number Diameter Diameter L LengthDokument13 SeitenPrecision Dowel Pins: Catalog Number L Length Catalog Number Diameter Diameter L LengthSaad SultanNoch keine Bewertungen
- The Basics of Wood Identification: by Terry ConnersDokument3 SeitenThe Basics of Wood Identification: by Terry Connersnozzon7Noch keine Bewertungen
- PT. WIJAYA TRIUTAMA Plywood Industri: Nama Barang Awal MasukDokument4 SeitenPT. WIJAYA TRIUTAMA Plywood Industri: Nama Barang Awal MasukAris SusantoNoch keine Bewertungen
- Wolman AGDokument2 SeitenWolman AGNduong NguyenNoch keine Bewertungen
- Ikinci Dünya Savaşı UçağıDokument9 SeitenIkinci Dünya Savaşı UçağıÖzkan EğridereNoch keine Bewertungen
- Parts List & Instructions: BHJ Products, IncDokument1 SeiteParts List & Instructions: BHJ Products, Incجمال دحدوحNoch keine Bewertungen
- Cutting Time/Speed: Milling V D NDokument1 SeiteCutting Time/Speed: Milling V D Nsherwin buenavistaNoch keine Bewertungen