Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- KSA Business DirectoryDokument17 SeitenKSA Business DirectoryShishir Kumar Singh0% (2)
- Arctander Perfumery BookDokument531 SeitenArctander Perfumery BookShishir Kumar Singh100% (11)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Glycemic Index and Glycemic Load For 100+ Foods - Harvard HealthDokument4 SeitenGlycemic Index and Glycemic Load For 100+ Foods - Harvard HealthRafael Rocha Ladeia ColenNoch keine Bewertungen
- Panasonic BreadMaker SD-P104Dokument106 SeitenPanasonic BreadMaker SD-P104Luna YongNoch keine Bewertungen
- Invitation Letter SampleDokument1 SeiteInvitation Letter SampleShishir Kumar Singh100% (1)
- Dark Side of Fragrance'sDokument317 SeitenDark Side of Fragrance'sShishir Kumar Singh100% (3)
- GR01 - L01 - Healthful and Less Healthful Food Session 2 PowerPointDokument11 SeitenGR01 - L01 - Healthful and Less Healthful Food Session 2 PowerPointMARK DREXTER ENRIQUEZNoch keine Bewertungen
- HomeopathyDokument424 SeitenHomeopathydotmiss89% (19)
- Agar WoodDokument5 SeitenAgar Woodshishirchem100% (2)
- Depliant MYSOL381Dokument6 SeitenDepliant MYSOL381Shishir Kumar SinghNoch keine Bewertungen
- CS Perfumery Training ProgramDokument6 SeitenCS Perfumery Training ProgramShishir Kumar Singh100% (1)
- An Essential Oil GuideDokument229 SeitenAn Essential Oil GuideShishir Kumar Singh75% (4)
- Asia's Fragrance IndustryDokument217 SeitenAsia's Fragrance IndustryShishir Kumar Singh100% (1)
- Alex FoodDokument34 SeitenAlex FoodTesfaye Degefa100% (3)
- Bread and Pastry TerminologyDokument5 SeitenBread and Pastry TerminologyErnie RodriguezNoch keine Bewertungen
- Eating Well With SCLERODERMADokument6 SeitenEating Well With SCLERODERMAVic ChanNoch keine Bewertungen
- Co-Scholastic SubjectsDokument14 SeitenCo-Scholastic SubjectsShishir Kumar SinghNoch keine Bewertungen
- Banana Juice Guidline FormualationsDokument1 SeiteBanana Juice Guidline FormualationsShishir Kumar SinghNoch keine Bewertungen
- Basic Flavour Systems 2014Dokument3 SeitenBasic Flavour Systems 2014Shishir Kumar SinghNoch keine Bewertungen
- Oman Foreign Capital Investment LawDokument8 SeitenOman Foreign Capital Investment LawShishir Kumar SinghNoch keine Bewertungen
- Esters: Compound Name Fragrance Natural Occurrence Chemical StructureDokument6 SeitenEsters: Compound Name Fragrance Natural Occurrence Chemical StructureShishir Kumar SinghNoch keine Bewertungen
- Flavour TechnologyDokument30 SeitenFlavour TechnologyShishir Kumar Singh100% (2)
- Import Data of BUCHU OILDokument2 SeitenImport Data of BUCHU OILShishir Kumar SinghNoch keine Bewertungen
- Complete Formulary 3bDokument272 SeitenComplete Formulary 3bcdslic100% (2)
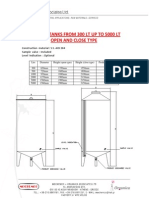
- Storage Tanks From 300 LT Up To 5000 LT Open and Close TypeDokument1 SeiteStorage Tanks From 300 LT Up To 5000 LT Open and Close TypeShishir Kumar SinghNoch keine Bewertungen
- Post Graduate Diploma in Perfumery and Cosmetics ManagementDokument6 SeitenPost Graduate Diploma in Perfumery and Cosmetics ManagementShishir Kumar SinghNoch keine Bewertungen
- 1071-2011 Aspira Nig LTDDokument11 Seiten1071-2011 Aspira Nig LTDShishir Kumar SinghNoch keine Bewertungen
- He Adulteration of Essential OilsDokument24 SeitenHe Adulteration of Essential OilsShishir Kumar SinghNoch keine Bewertungen
- Composition of The Essential Oil of Clary SageDokument3 SeitenComposition of The Essential Oil of Clary SageShishir Kumar SinghNoch keine Bewertungen
- Perfume Final PresentationDokument64 SeitenPerfume Final PresentationShishir Kumar Singh100% (1)
- DiplomDiplomaCourseProspectus PDFDokument17 SeitenDiplomDiplomaCourseProspectus PDFShishir Kumar Singh0% (1)
- Gluten Free Shopping ListDokument9 SeitenGluten Free Shopping Listdufus102Noch keine Bewertungen
- The Fleischmanns Treasury of Yeast BakingDokument52 SeitenThe Fleischmanns Treasury of Yeast BakingSissy1124Noch keine Bewertungen
- Resistant Starch in FoodsDokument8 SeitenResistant Starch in FoodsluistbfNoch keine Bewertungen
- Baking and Pastry Recipes PDFDokument112 SeitenBaking and Pastry Recipes PDFraiseur88998889% (9)
- Jackie Cameron Recipes Paired With Colmant MCC v2Dokument8 SeitenJackie Cameron Recipes Paired With Colmant MCC v2JackieCameronNoch keine Bewertungen
- Mixers VS Kneading MachineDokument3 SeitenMixers VS Kneading Machinejimboy faderagaoNoch keine Bewertungen
- Baking Recipe Chocolate Moist Cake Ingredients: Step 1Dokument10 SeitenBaking Recipe Chocolate Moist Cake Ingredients: Step 1Ma. Isabel AzañaNoch keine Bewertungen
- BiscuitsDokument43 SeitenBiscuitsabdulh19900% (1)
- IGCSE Biology 0610 Winter 2014 Question Paper 51Dokument12 SeitenIGCSE Biology 0610 Winter 2014 Question Paper 51CorinSaputraNoch keine Bewertungen
- Sandwich Maker RecipesDokument3 SeitenSandwich Maker RecipesMBehrNoch keine Bewertungen
- Yeast in AquacultureDokument8 SeitenYeast in AquacultureMilling and Grain magazine100% (2)
- Concept PaperDokument4 SeitenConcept PaperRosero MabelleNoch keine Bewertungen
- Cook's Illustrated 084Dokument36 SeitenCook's Illustrated 084vicky610Noch keine Bewertungen
- Science Quarter 4 Module 1.2Dokument4 SeitenScience Quarter 4 Module 1.2Christian AlbosNoch keine Bewertungen
- Caraway Rye Bread KADokument2 SeitenCaraway Rye Bread KADylanNoch keine Bewertungen
- MRS Umoh Bread Business PlanDokument26 SeitenMRS Umoh Bread Business PlanMAVERICK MONROENoch keine Bewertungen
- Haute CuisineDokument332 SeitenHaute CuisinehamartinezNoch keine Bewertungen
- Flour and Flour MixturesDokument42 SeitenFlour and Flour MixturesAsmat NiaziNoch keine Bewertungen
- Leavening AgentDokument22 SeitenLeavening AgentdebryNoch keine Bewertungen
- (2021) Fernandes Et Al. (Mistura para Bolos)Dokument6 Seiten(2021) Fernandes Et Al. (Mistura para Bolos)Sibele FernandesNoch keine Bewertungen
- Activity 1 MA Classification 1 25092020 051325pmDokument2 SeitenActivity 1 MA Classification 1 25092020 051325pmyusrNoch keine Bewertungen
- Recipe - Veg ParcelDokument1 SeiteRecipe - Veg ParcelSAROJNoch keine Bewertungen
- Garlic Fingers and Donair SauceDokument2 SeitenGarlic Fingers and Donair Saucehana cadNoch keine Bewertungen
- Prueba - A2 UNIDAD 7 - Food and Drinks - QuizletDokument5 SeitenPrueba - A2 UNIDAD 7 - Food and Drinks - QuizletBrillith Zamora CedeñoNoch keine Bewertungen