Das könnte Ihnen auch gefallen
- PasteThickener TechnologyDokument5 SeitenPasteThickener TechnologyRodri GermánNoch keine Bewertungen
- 4 NewThickener PDFDokument3 Seiten4 NewThickener PDFRogerio CannoniNoch keine Bewertungen
- Structural Design Review of Tailing Thickener by Finite Element Analysis (FEA) - Summary PresentationDokument5 SeitenStructural Design Review of Tailing Thickener by Finite Element Analysis (FEA) - Summary PresentationEnrique Aguilar100% (1)
- Sales Training: Mobile Crushing and ScreeningDokument22 SeitenSales Training: Mobile Crushing and ScreeningMf LuiNoch keine Bewertungen
- Delkor EspesadorDokument21 SeitenDelkor Espesadorrichard gutierrezNoch keine Bewertungen
- Chute Calculation ExampleDokument1 SeiteChute Calculation ExampleBimal DeyNoch keine Bewertungen
- Flowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBDokument1 SeiteFlowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBMukesh BharatNoch keine Bewertungen
- Pebble Crusher Specific EnergyDokument10 SeitenPebble Crusher Specific Energy12milehillNoch keine Bewertungen
- Calculating Power Draw When Sizing Ball Mills: Arabinda Bandyopadhyay (Bandyo)Dokument11 SeitenCalculating Power Draw When Sizing Ball Mills: Arabinda Bandyopadhyay (Bandyo)RAVI1972Noch keine Bewertungen
- Beginners Guide To Thickeners - OutotecDokument7 SeitenBeginners Guide To Thickeners - OutotecMauricio ToledoNoch keine Bewertungen
- Equipment Selection For HPGR-Based Comminution Circuits Part 1 - Chris - MorleyDokument14 SeitenEquipment Selection For HPGR-Based Comminution Circuits Part 1 - Chris - MorleyWilson VicencioNoch keine Bewertungen
- Prob (Comminution) PDFDokument3 SeitenProb (Comminution) PDFanasabdullahNoch keine Bewertungen
- PallaDokument16 SeitenPallaJuan Alberto Giglio FernándezNoch keine Bewertungen
- Chute Performance and Design For Rapid Flow Conditions PDFDokument8 SeitenChute Performance and Design For Rapid Flow Conditions PDFEdgar SanchezNoch keine Bewertungen
- Ams 201301 enDokument200 SeitenAms 201301 enLucas LobãoNoch keine Bewertungen
- Automation and Optimization of Primary Gyratory CrusherDokument55 SeitenAutomation and Optimization of Primary Gyratory Crusherthe requiem LastNoch keine Bewertungen
- Secondary and Tertiary Cone CrushersDokument4 SeitenSecondary and Tertiary Cone CrushersDanielSantosNoch keine Bewertungen
- PEF500X750 Jaw CrusherDokument21 SeitenPEF500X750 Jaw CrushersanjeevarorahsrNoch keine Bewertungen
- Apron Feeder Application Datasheet enDokument1 SeiteApron Feeder Application Datasheet enVaijayanti JoshiNoch keine Bewertungen
- Outotec - Seismic Design of Elevated Slurry Storage Tanks For As NZS 1170 (Rosart)Dokument8 SeitenOutotec - Seismic Design of Elevated Slurry Storage Tanks For As NZS 1170 (Rosart)Serguei DobrinNoch keine Bewertungen
- Outotec Mineral Processing Solutions: BenefitsDokument12 SeitenOutotec Mineral Processing Solutions: BenefitsAndi FaesalNoch keine Bewertungen
- Grinding Fundamentals and Theory: Size Reduction, Principles, Methods, and Circuit DesignDokument32 SeitenGrinding Fundamentals and Theory: Size Reduction, Principles, Methods, and Circuit DesignVarun InamdarNoch keine Bewertungen
- Jaw Crusher Sizing GuideDokument5 SeitenJaw Crusher Sizing GuideTerence Jhon TabonNoch keine Bewertungen
- Three Stage Crushing Replaces SAG MillingDokument11 SeitenThree Stage Crushing Replaces SAG MillingLevent ErgunNoch keine Bewertungen
- Belt Conveyor GB PDFDokument8 SeitenBelt Conveyor GB PDFkaniappan sakthivelNoch keine Bewertungen
- The Role of Ore Properties in Thickening ProcessDokument12 SeitenThe Role of Ore Properties in Thickening ProcessJeromeNoch keine Bewertungen
- Beltscale Handbook 03 12 TLDokument8 SeitenBeltscale Handbook 03 12 TLsigitNoch keine Bewertungen
- How To Size A ThickenerDokument7 SeitenHow To Size A ThickenerJesus Sing RoblesNoch keine Bewertungen
- 2015 - SAG Conference - VTM Minas-Rio PDFDokument15 Seiten2015 - SAG Conference - VTM Minas-Rio PDFMauricio Narváez100% (1)
- R0 ModelDokument1 SeiteR0 ModeltylerdurdaneNoch keine Bewertungen
- Dynamic Modeling and Simulation of Cone Crushing Circuits PDFDokument7 SeitenDynamic Modeling and Simulation of Cone Crushing Circuits PDFmarceladeveraNoch keine Bewertungen
- OTE Outotec Mineral Processing Solutions Eng WebDokument12 SeitenOTE Outotec Mineral Processing Solutions Eng WebManuel NyokaNoch keine Bewertungen
- AUMUND Apron FeedersDokument12 SeitenAUMUND Apron Feederschannakeshava pandurangaNoch keine Bewertungen
- Test Report: Flowsheet Development For Recovery and Concentration of Iron Sands: Phase IIDokument11 SeitenTest Report: Flowsheet Development For Recovery and Concentration of Iron Sands: Phase IIRavikumarAraliNoch keine Bewertungen
- Cross Head Nuevo - InstaladoDokument1 SeiteCross Head Nuevo - InstaladoCarlos Alberto Bardales GarciaNoch keine Bewertungen
- Toromocho Project Slurry Sampling Systems SpecificationDokument93 SeitenToromocho Project Slurry Sampling Systems SpecificationLuis Valdez espinozaNoch keine Bewertungen
- Spiral Brochure 3-2007Dokument8 SeitenSpiral Brochure 3-2007MikeWalsheNoch keine Bewertungen
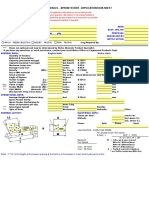
- Metso Apron Feeder Application Data SheetDokument2 SeitenMetso Apron Feeder Application Data SheetAnonymous 8t0V9SNoch keine Bewertungen
- FLS GyratoryCrusher Brochure 2015emailDokument8 SeitenFLS GyratoryCrusher Brochure 2015emailJhon Atencio VegaNoch keine Bewertungen
- SamplingDokument8 SeitenSamplingSreedhar BellaryNoch keine Bewertungen
- CMP2015 - Assessing Vertimill Ultrafine Grinding PerformanceDokument7 SeitenCMP2015 - Assessing Vertimill Ultrafine Grinding PerformancerodrigoNoch keine Bewertungen
- Constancia Project Process Plant Design and Start-UpDokument59 SeitenConstancia Project Process Plant Design and Start-UpErnesto El LokoNoch keine Bewertungen
- Secondary Station Op 5Dokument1 SeiteSecondary Station Op 5patelchiragisNoch keine Bewertungen
- Interfacing in Crushing and Screening PlantsDokument27 SeitenInterfacing in Crushing and Screening PlantsAnku PandeyNoch keine Bewertungen
- Design of Belt and Apron Feeders An Over PDFDokument13 SeitenDesign of Belt and Apron Feeders An Over PDFarsanioseNoch keine Bewertungen
- Workmanship Standards SummaryDokument17 SeitenWorkmanship Standards SummaryEl_memito100% (1)
- The Influence of Liner Wear On Milling EfficiencyDokument21 SeitenThe Influence of Liner Wear On Milling EfficiencyW ZuoNoch keine Bewertungen
- Paste Thickener Design and Operation Selected To Achieve Downstream RequirementsDokument23 SeitenPaste Thickener Design and Operation Selected To Achieve Downstream RequirementsAlfredo CollantesNoch keine Bewertungen
- Effective Crushing and Screening Methods For The Conservation - 2012Dokument27 SeitenEffective Crushing and Screening Methods For The Conservation - 2012quinteroudinaNoch keine Bewertungen
- Jaw Crusher 2013Dokument8 SeitenJaw Crusher 2013dexsaNoch keine Bewertungen
- Raw Material Conveyor Tunnel DrawingDokument1 SeiteRaw Material Conveyor Tunnel DrawingHritika PatelNoch keine Bewertungen
- Pulse-Jet Parts ListDokument5 SeitenPulse-Jet Parts ListIngeniero mecanico F.N.I.Noch keine Bewertungen
- Diemme 2500x2500Dokument8 SeitenDiemme 2500x2500Cristian Mena HidalgoNoch keine Bewertungen
- Probebrochure Rev8Dokument7 SeitenProbebrochure Rev8Matheus TorresNoch keine Bewertungen
- OUTOKUMPUDokument12 SeitenOUTOKUMPURommel Heredia Tejada100% (1)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsVon EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNoch keine Bewertungen
- IADC/SPE 128734 Large-Volume Cement Squeezes As Cost-Effective Solutions For Severe-Loss ZonesDokument9 SeitenIADC/SPE 128734 Large-Volume Cement Squeezes As Cost-Effective Solutions For Severe-Loss ZonesDanciulescu Mircea GabrielNoch keine Bewertungen
- The Solids Concentration Distribution in The Deep Cone Thickener - A Pilot Scale TestDokument7 SeitenThe Solids Concentration Distribution in The Deep Cone Thickener - A Pilot Scale TestInfernuzNoch keine Bewertungen
- Operational Strategies To Improve Paste Plant Performance: J Palmer Outotec Pty LTD, AustraliaDokument12 SeitenOperational Strategies To Improve Paste Plant Performance: J Palmer Outotec Pty LTD, AustraliaBakang MolefeNoch keine Bewertungen
- Basics of Paste Backfill SystemsDokument5 SeitenBasics of Paste Backfill Systemsalvaroaac4100% (1)
- P&IDDokument18 SeitenP&IDhectornicolauNoch keine Bewertungen
- Inst 6Dokument1 SeiteInst 6Alejandra Vega AvilezNoch keine Bewertungen
- Inst 9Dokument1 SeiteInst 9Alejandra Vega AvilezNoch keine Bewertungen
- Inst 3Dokument1 SeiteInst 3Alejandra Vega AvilezNoch keine Bewertungen
- Inst 4Dokument1 SeiteInst 4Alejandra Vega AvilezNoch keine Bewertungen
- Inst 8Dokument1 SeiteInst 8Alejandra Vega AvilezNoch keine Bewertungen
- Inst 5Dokument1 SeiteInst 5Alejandra Vega AvilezNoch keine Bewertungen
- Inst 1Dokument1 SeiteInst 1Alejandra Vega AvilezNoch keine Bewertungen
- 801Dokument2 Seiten801Alejandra Vega AvilezNoch keine Bewertungen
- Capt Mar PDFDokument1 SeiteCapt Mar PDFAlejandra Vega AvilezNoch keine Bewertungen
- Inst 2Dokument1 SeiteInst 2Alejandra Vega AvilezNoch keine Bewertungen
- Membrana 1Dokument2 SeitenMembrana 1Alejandra Vega Avilez100% (1)
- Pulp Ations 4Dokument1 SeitePulp Ations 4Alejandra Vega AvilezNoch keine Bewertungen
- Capt Marit PDFDokument1 SeiteCapt Marit PDFAlejandra Vega AvilezNoch keine Bewertungen
- Kanana MakathimoDokument38 SeitenKanana MakathimoAlejandra Vega AvilezNoch keine Bewertungen
- Cornell Vertical Close Coupled Solids Handling Pumps: (Choose)Dokument2 SeitenCornell Vertical Close Coupled Solids Handling Pumps: (Choose)Alejandra Vega AvilezNoch keine Bewertungen
- Analytical Model For Brine Discharges From A Sea Outfall With Multiport DiffusersDokument5 SeitenAnalytical Model For Brine Discharges From A Sea Outfall With Multiport DiffusersAlejandra Vega AvilezNoch keine Bewertungen
- Kanana MakathimoDokument38 SeitenKanana MakathimoAlejandra Vega AvilezNoch keine Bewertungen
- Gravity ThickeningDokument10 SeitenGravity ThickeningKwang Je LeeNoch keine Bewertungen
- Appendix ADokument16 SeitenAppendix AAlejandra Vega AvilezNoch keine Bewertungen
- 12 NH PP AnnouncementDokument2 Seiten12 NH PP AnnouncementAlejandra Vega AvilezNoch keine Bewertungen
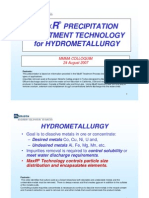
- MaxR Technology For Impurity RemovalDokument24 SeitenMaxR Technology For Impurity RemovalAlejandra Vega Avilez100% (1)
- Eh-pH Diagram Database ComparisonDokument287 SeitenEh-pH Diagram Database ComparisonLeandro Meneses BecerraNoch keine Bewertungen
- Flooded Systems: Cornell Pump Company 16261 SE 130 Avenue Clackamas, OR 97015 Tel: (503) 653-0330 Fax (503-) 653-0338Dokument1 SeiteFlooded Systems: Cornell Pump Company 16261 SE 130 Avenue Clackamas, OR 97015 Tel: (503) 653-0330 Fax (503-) 653-0338Alejandra Vega AvilezNoch keine Bewertungen
- Manual For The Design of Pipe Systems and Pumps - GEADokument56 SeitenManual For The Design of Pipe Systems and Pumps - GEABeomHee LeeNoch keine Bewertungen
- 12 NH PP AnnouncementDokument2 Seiten12 NH PP AnnouncementAlejandra Vega AvilezNoch keine Bewertungen
- Advanced Alkaline Stabilization of Sewage SludgeDokument4 SeitenAdvanced Alkaline Stabilization of Sewage SludgeAlejandra Vega AvilezNoch keine Bewertungen
- Paste Thickening Iron Ore TailingsDokument8 SeitenPaste Thickening Iron Ore TailingsAlejandra Vega Avilez100% (1)
- Appendix 3BDokument8 SeitenAppendix 3BAlejandra Vega AvilezNoch keine Bewertungen
- Rankine and Carnot NumericalsDokument59 SeitenRankine and Carnot NumericalsBhargav PrajwalNoch keine Bewertungen
- Tablas SI - Moran & Shapiro - Fundamentals of Engineering Thermodynamics 5th Edition (Con R12)Dokument53 SeitenTablas SI - Moran & Shapiro - Fundamentals of Engineering Thermodynamics 5th Edition (Con R12)Yasir MumtazNoch keine Bewertungen
- CH5 8wGODokument1 SeiteCH5 8wGOkpmaityNoch keine Bewertungen
- Turbulent Flows and Modelling: S.Vengadesan Department of Applied Mechanics, IIT MadrasDokument35 SeitenTurbulent Flows and Modelling: S.Vengadesan Department of Applied Mechanics, IIT MadrasVXNoch keine Bewertungen
- RPC Ultra High Strength ConcreteDokument19 SeitenRPC Ultra High Strength ConcreteSivaramakrishnaNalluriNoch keine Bewertungen
- Catalog 2023 FinalDokument55 SeitenCatalog 2023 FinalHana VũNoch keine Bewertungen
- Class 9 Icse - Physics-Heat and Energy-Part A - Lesson A.2Dokument3 SeitenClass 9 Icse - Physics-Heat and Energy-Part A - Lesson A.2reenaagarwal795Noch keine Bewertungen
- LR Soot Blow PDFDokument35 SeitenLR Soot Blow PDFvtbk100% (1)
- Sample Admission Test For MS Civil Engineering Degree ProgramDokument2 SeitenSample Admission Test For MS Civil Engineering Degree ProgramDhiraj ShakyaNoch keine Bewertungen
- Factors Affecting Steam Turbine Performance-MergedDokument26 SeitenFactors Affecting Steam Turbine Performance-MergedrahulNoch keine Bewertungen
- Water CycleDokument3 SeitenWater CycleChong Xue ErNoch keine Bewertungen
- Hong Kong - Guide To Soil Nail Design and ConstructionDokument100 SeitenHong Kong - Guide To Soil Nail Design and Constructionvramirezm100% (1)
- Wall Thickness CalculationDokument13 SeitenWall Thickness CalculationTech Monk TamilNoch keine Bewertungen
- Ce2202 - Mechanics of FluidsDokument3 SeitenCe2202 - Mechanics of FluidsPrashant GaradNoch keine Bewertungen
- Supercritical Fluid Chromatography and ExtractionDokument20 SeitenSupercritical Fluid Chromatography and ExtractionHenny Casanova100% (2)
- Determining The Penetration of Chloride Ion Into Concrete by PondingDokument4 SeitenDetermining The Penetration of Chloride Ion Into Concrete by PondingMarco RiveraNoch keine Bewertungen
- Elements of Earthquake SeismologyDokument8 SeitenElements of Earthquake SeismologylevyaiiNoch keine Bewertungen
- Measure Flow Rates With Nozzles and RotametersDokument9 SeitenMeasure Flow Rates With Nozzles and RotametersMuhammad ZulhilmiNoch keine Bewertungen
- Gate Aerospace 2016 SolutionDokument27 SeitenGate Aerospace 2016 SolutionJackobNoch keine Bewertungen
- Me2302 Dynamics of Machinery L T P CDokument3 SeitenMe2302 Dynamics of Machinery L T P Ckumar kmNoch keine Bewertungen
- Equilibrium WorksheetDokument7 SeitenEquilibrium WorksheetCJ RhodesNoch keine Bewertungen
- TE2601E FM 03p FluidKinematicsDokument5 SeitenTE2601E FM 03p FluidKinematicsthamtri03Noch keine Bewertungen
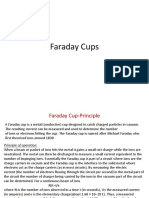
- Faraday CupsDokument10 SeitenFaraday CupsAshish SharmaNoch keine Bewertungen
- Non-linear solubility-temperature plots and their pharmaceutical interpretationDokument14 SeitenNon-linear solubility-temperature plots and their pharmaceutical interpretationZaira CardenasNoch keine Bewertungen
- DME Objective QuestionsDokument103 SeitenDME Objective QuestionsaruchellamNoch keine Bewertungen
- Low Power-Consumption CO2 Sensor: (Model NO:MG-812)Dokument6 SeitenLow Power-Consumption CO2 Sensor: (Model NO:MG-812)Nguyen Vu Hoang ThachNoch keine Bewertungen
- ĐỀ THI THỬ SỐ 23Dokument10 SeitenĐỀ THI THỬ SỐ 23Hải Anh Lê ThịNoch keine Bewertungen
- API 510 Practice Exam Questions 1-35Dokument120 SeitenAPI 510 Practice Exam Questions 1-35Hamza AlamNoch keine Bewertungen
- Small Crack Under Cyclic and Static LoadingDokument8 SeitenSmall Crack Under Cyclic and Static LoadingNebiyu Samuel NebaNoch keine Bewertungen
- Integriwise Assessment Report: Project InformationDokument3 SeitenIntegriwise Assessment Report: Project Informationsanu patilNoch keine Bewertungen