Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Industrial Products BrochureDokument16 SeitenIndustrial Products BrochureJames EllisNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- PD 6705-2-2010+A1-2013 - Recommendations For The Execution of Steel Bridges To BS EN 1090-2Dokument58 SeitenPD 6705-2-2010+A1-2013 - Recommendations For The Execution of Steel Bridges To BS EN 1090-2James EllisNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
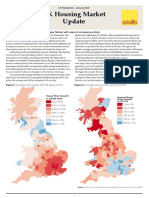
- Uk Housing Market Update Jan 2020Dokument3 SeitenUk Housing Market Update Jan 2020James EllisNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Bailey Bridges - Guide To Inspection, Bridge Capacity Assessment & MaintenanceDokument19 SeitenBailey Bridges - Guide To Inspection, Bridge Capacity Assessment & MaintenanceJames Ellis100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- TRL447 (Updated)Dokument80 SeitenTRL447 (Updated)kranthi13Noch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Specification For Pedestrian Restraint Systems in Metal: British Standard BS 7818:1995Dokument44 SeitenSpecification For Pedestrian Restraint Systems in Metal: British Standard BS 7818:1995James Ellis60% (5)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Braja M Das - Principles of Foundation Engineering - p771 - 20072 PDFDokument771 SeitenBraja M Das - Principles of Foundation Engineering - p771 - 20072 PDFJames EllisNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Eurocode 7 Geotechnical Design Worked ExamplesDokument172 SeitenEurocode 7 Geotechnical Design Worked ExamplesJevgenijs Kolupajevs100% (1)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Gross and Cracked Moment of Inertia of Rectangular and Flanged SectionDokument1 SeiteGross and Cracked Moment of Inertia of Rectangular and Flanged Sectionrammiris100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- CHE Memo 279-12 Precast CopingDokument3 SeitenCHE Memo 279-12 Precast CopingJames EllisNoch keine Bewertungen
- COMBRI Design Manual Part I EnglishDokument296 SeitenCOMBRI Design Manual Part I EnglishJames EllisNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Cable Stayed Design PDFDokument74 SeitenCable Stayed Design PDFJames EllisNoch keine Bewertungen
- Early Age Striking of Formwork To GGBS Concretes A Decision Making ToolDokument8 SeitenEarly Age Striking of Formwork To GGBS Concretes A Decision Making ToolJagdish Chhugani100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- GB 2626 - 2006 Respiratory Protective Equipment Non-Powered Air-Purifying Particle RespiratorDokument22 SeitenGB 2626 - 2006 Respiratory Protective Equipment Non-Powered Air-Purifying Particle RespiratorCastañeda Valeria100% (1)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- CATIA V5 - Administration Des Standards Du Module Drafting PDFDokument23 SeitenCATIA V5 - Administration Des Standards Du Module Drafting PDFmilasko86Noch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- 2015 Lanzar Web Optimized PDFDokument58 Seiten2015 Lanzar Web Optimized PDFrecursowebNoch keine Bewertungen
- Digital Market Space in BeautyDokument48 SeitenDigital Market Space in BeautyInaNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- B31.3 Process Piping Course - 08 FlexibilityDokument23 SeitenB31.3 Process Piping Course - 08 FlexibilityRyan Goh Chuang HongNoch keine Bewertungen
- Windows Romote ControlDokument6 SeitenWindows Romote ControllianheicungNoch keine Bewertungen
- PCD 2 MarksDokument23 SeitenPCD 2 MarksVignesh VickyNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Container Parts in Detail PDFDokument32 SeitenContainer Parts in Detail PDFSathishSrs60% (5)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Abuyog 2018 PDFDokument503 SeitenAbuyog 2018 PDFJackelyn Fortaliza RosquettesNoch keine Bewertungen
- Chapter 6 Tutorial PDFDokument4 SeitenChapter 6 Tutorial PDFAhmad NAz RaInNoch keine Bewertungen
- Building Materials Reuse and RecycleDokument10 SeitenBuilding Materials Reuse and RecyclemymalvernNoch keine Bewertungen
- 165 NebulizerDokument2 Seiten165 NebulizerLotfi BahriNoch keine Bewertungen
- McGraw-Hill (Level 1) PDFDokument41 SeitenMcGraw-Hill (Level 1) PDFDarpan GajjarNoch keine Bewertungen
- Resume Example 102017Dokument2 SeitenResume Example 102017CharlyNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Technical Data - Fan Model ECE152SM: Location: Designation: Performance - Required ActualDokument2 SeitenTechnical Data - Fan Model ECE152SM: Location: Designation: Performance - Required ActualJNoch keine Bewertungen
- Crash Course in Office 365:: How It Can Help You Grow Your BusinessDokument32 SeitenCrash Course in Office 365:: How It Can Help You Grow Your BusinessEsrael Waworuntu0% (1)
- Fundamentals and History of Cybernetics 2Dokument46 SeitenFundamentals and History of Cybernetics 2izzul_125z1419Noch keine Bewertungen
- Concrete Tech AssignmentDokument7 SeitenConcrete Tech AssignmentShehan FernandoNoch keine Bewertungen
- Amerisolar Ficha TecnicaDokument2 SeitenAmerisolar Ficha Tecnicapepo222Noch keine Bewertungen
- 243 RegulatorDokument24 Seiten243 RegulatorDavid Somogyi DovalNoch keine Bewertungen
- Valve Operation and System DesignDokument208 SeitenValve Operation and System DesignWalter José de Miranda100% (8)
- Shannons ModelDokument2 SeitenShannons ModelransNoch keine Bewertungen
- Understanding and Applying Innovation Strategies in The Public SectorDokument21 SeitenUnderstanding and Applying Innovation Strategies in The Public SectorEda Paje AdornadoNoch keine Bewertungen
- Hydraulic BrakeDokument29 SeitenHydraulic Brakerup_ranjan532250% (8)
- SYS600 System ConfigurationDokument256 SeitenSYS600 System ConfigurationDang JinlongNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- ValvesDokument1 SeiteValvesnikhilNoch keine Bewertungen
- En Mirage Classic Installation GuideDokument4 SeitenEn Mirage Classic Installation GuideMykel VelasquezNoch keine Bewertungen
- PDFDokument2 SeitenPDFSalim AshorNoch keine Bewertungen
- Dell's Marketing Strategy - 2006Dokument58 SeitenDell's Marketing Strategy - 2006Preeti IyerNoch keine Bewertungen