Das könnte Ihnen auch gefallen
- DM 140905 CNI CommentoDokument157 SeitenDM 140905 CNI CommentodemerosNoch keine Bewertungen
- Come Calcolare Solai in C.A. Su Lamiera Grecata CollaboranteDokument20 SeitenCome Calcolare Solai in C.A. Su Lamiera Grecata CollaborantedemerosNoch keine Bewertungen
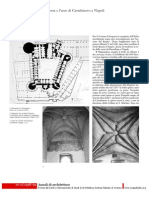
- La Porta e L'arco Di Castelnuovo A Napoli.Dokument15 SeitenLa Porta e L'arco Di Castelnuovo A Napoli.demerosNoch keine Bewertungen
- Aluk SL 50Dokument244 SeitenAluk SL 50akib kaziNoch keine Bewertungen
- BAOFENG UV-5R Normative e Direttiva REDDokument16 SeitenBAOFENG UV-5R Normative e Direttiva REDKirikù ANoch keine Bewertungen
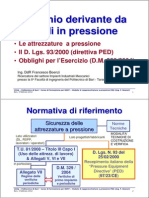
- Attrezzature A Pressione PEDDokument34 SeitenAttrezzature A Pressione PEDAnonymous zxFhXenNoch keine Bewertungen
- Verso Brunelleschi o Della "Scomparsa" Dei Maestri. Progetti Per La Facciata Di San Lorenzo A Firenze (1900-1905)Dokument8 SeitenVerso Brunelleschi o Della "Scomparsa" Dei Maestri. Progetti Per La Facciata Di San Lorenzo A Firenze (1900-1905)demerosNoch keine Bewertungen
- La Tomba Di Lavinia Thiene - Un'opera Mantovana A Vicenza PDFDokument5 SeitenLa Tomba Di Lavinia Thiene - Un'opera Mantovana A Vicenza PDFdemerosNoch keine Bewertungen
- La Residenza Milanese Di Pio IV - Il Palazzo Medici in Via Brera PDFDokument16 SeitenLa Residenza Milanese Di Pio IV - Il Palazzo Medici in Via Brera PDFdemerosNoch keine Bewertungen
- San Sebastiano - Un'Architettura Di Pellegrino Tibaldi Nella Milano BorromaicaDokument17 SeitenSan Sebastiano - Un'Architettura Di Pellegrino Tibaldi Nella Milano BorromaicademerosNoch keine Bewertungen
- Ca' Loredan-Vendramin-Calergi A Venezia - Mauro Codussi e Il Palazzo Di Andrea Loredan PDFDokument19 SeitenCa' Loredan-Vendramin-Calergi A Venezia - Mauro Codussi e Il Palazzo Di Andrea Loredan PDFdemerosNoch keine Bewertungen
- Su Alcuni Esempi Di Scultura e Architettura Antiche Nel Parallèle (1650) Di Roland Fréart de Chambray e Charles ErrardDokument10 SeitenSu Alcuni Esempi Di Scultura e Architettura Antiche Nel Parallèle (1650) Di Roland Fréart de Chambray e Charles ErrarddemerosNoch keine Bewertungen
- Vitruvio, Piero Della Francesca, Raffaello, Note Sulla Teoria Del Disegno Di Architettura Nel RinascimentoDokument20 SeitenVitruvio, Piero Della Francesca, Raffaello, Note Sulla Teoria Del Disegno Di Architettura Nel Rinascimentodemeros100% (1)
- Palladio Costruttore 7 Il Convento Della Carità - Materiali, Tecniche, StruttureDokument12 SeitenPalladio Costruttore 7 Il Convento Della Carità - Materiali, Tecniche, StrutturedemerosNoch keine Bewertungen
- Tutte Le Barriere Alla Risalita Dell'umidità.Dokument5 SeitenTutte Le Barriere Alla Risalita Dell'umidità.demerosNoch keine Bewertungen
- Sotto Il Tiburio. Ricerche Sulle Origini Della Tribuna Di Santa Maria Della Passione A MilanoDokument28 SeitenSotto Il Tiburio. Ricerche Sulle Origini Della Tribuna Di Santa Maria Della Passione A MilanodemerosNoch keine Bewertungen
- Sebastiano Serlio e Il Palazzo Zen A VeneziaDokument18 SeitenSebastiano Serlio e Il Palazzo Zen A VeneziademerosNoch keine Bewertungen
- La Tomba Di Lavinia Thiene - Un'Opera Mantovana A VicenzaDokument5 SeitenLa Tomba Di Lavinia Thiene - Un'Opera Mantovana A VicenzademerosNoch keine Bewertungen
- La Storia Della Costruzione Del Convento e Della Chiesa Di Santa Maria Delle Grazie A Senigallia, Da Baccio Pontelli A Gerolamo GengaDokument16 SeitenLa Storia Della Costruzione Del Convento e Della Chiesa Di Santa Maria Delle Grazie A Senigallia, Da Baccio Pontelli A Gerolamo GengademerosNoch keine Bewertungen
- Progetti Di Francesco Di Giorgio Per Il Monastero Di Santa Chiara in UrbinoDokument21 SeitenProgetti Di Francesco Di Giorgio Per Il Monastero Di Santa Chiara in UrbinodemerosNoch keine Bewertungen
- Porta San Martino A Legnago e Porta Nuova A Verona. Nuovi Documenti Sul Sanmicheli Architecto Nella Fabbrica MilitareDokument10 SeitenPorta San Martino A Legnago e Porta Nuova A Verona. Nuovi Documenti Sul Sanmicheli Architecto Nella Fabbrica MilitaredemerosNoch keine Bewertungen
- Giovan Battista Bertani. L'Inventario Dei Beni Di Un Architetto e Imprenditore MantovanoDokument6 SeitenGiovan Battista Bertani. L'Inventario Dei Beni Di Un Architetto e Imprenditore MantovanodemerosNoch keine Bewertungen
- Francesco Algarotti, Andrea Palladio e Un Frammento Di Marmo Di PolaDokument8 SeitenFrancesco Algarotti, Andrea Palladio e Un Frammento Di Marmo Di PolademerosNoch keine Bewertungen
- Palladio Costruttore 4 All'Ombra Della Cupola - Tradizione e Innovazione Nei Cantieri Fiorentini Quattro e CinquecenteschiDokument12 SeitenPalladio Costruttore 4 All'Ombra Della Cupola - Tradizione e Innovazione Nei Cantieri Fiorentini Quattro e CinquecenteschidemerosNoch keine Bewertungen
- Palladio Costruttore 7 Il Convento Della Carità - Materiali, Tecniche, StruttureDokument12 SeitenPalladio Costruttore 7 Il Convento Della Carità - Materiali, Tecniche, StrutturedemerosNoch keine Bewertungen
- La Fabbrica Di Santa Maria Dell'Anima e La Sua FacciataDokument20 SeitenLa Fabbrica Di Santa Maria Dell'Anima e La Sua FacciatademerosNoch keine Bewertungen
- Ospitalita' Conventuale - Abbazie, Conventi, Monasteri in ItaliaDokument26 SeitenOspitalita' Conventuale - Abbazie, Conventi, Monasteri in ItaliademerosNoch keine Bewertungen
- Corso Acciaio UnioniDokument68 SeitenCorso Acciaio UnionicastiglionaNoch keine Bewertungen
- Palladio Costruttore 5 Architetture Del Cinquecento A Roma. Una Lettura Dei Rivestimenti OriginariDokument11 SeitenPalladio Costruttore 5 Architetture Del Cinquecento A Roma. Una Lettura Dei Rivestimenti OriginaridemerosNoch keine Bewertungen
- Palladio Costruttore 8 Eredità Cinquecentesca e Apertura Al Nuovo Nella Costruzione Di Palazzo Mattei Di Giove A RomaDokument13 SeitenPalladio Costruttore 8 Eredità Cinquecentesca e Apertura Al Nuovo Nella Costruzione Di Palazzo Mattei Di Giove A RomademerosNoch keine Bewertungen
- Tutte Le Barriere Alla Risalita Dell'umidità.Dokument5 SeitenTutte Le Barriere Alla Risalita Dell'umidità.demerosNoch keine Bewertungen
- Città Di Fabriano Monasteri AbazzieDokument3 SeitenCittà Di Fabriano Monasteri AbazziedemerosNoch keine Bewertungen
- Louis Hautecoeur e La Storia Del Louvre - Ricerche Intorno All'Exemplum Del Ciclo Classico Dell'Architettura Francese (1924-28)Dokument14 SeitenLouis Hautecoeur e La Storia Del Louvre - Ricerche Intorno All'Exemplum Del Ciclo Classico Dell'Architettura Francese (1924-28)demerosNoch keine Bewertungen
- Abbott Sapphire Manuale Uso AddendumDokument1.229 SeitenAbbott Sapphire Manuale Uso Addenduminfo_710713766Noch keine Bewertungen
- CIONCHI-Apparecchi A PressioneDokument80 SeitenCIONCHI-Apparecchi A PressioneAkenathon71Noch keine Bewertungen
- Xerox WorcCentre 3220 PDFDokument148 SeitenXerox WorcCentre 3220 PDFphortos82Noch keine Bewertungen
- Guida BTDokument481 SeitenGuida BTgargamella87Noch keine Bewertungen
- Contatore Monofase ENELDokument23 SeitenContatore Monofase ENELfullerene_53Noch keine Bewertungen
- Siemens TrafoDokument34 SeitenSiemens TrafoJohny Lamas VenturaNoch keine Bewertungen
- Vademecum Sicurezza Carroponti Rev. 00 2019Dokument19 SeitenVademecum Sicurezza Carroponti Rev. 00 2019DDNoch keine Bewertungen
- 13svipopa IDokument10 Seiten13svipopa IhelmatoNoch keine Bewertungen
- Cavi ItaliaDokument34 SeitenCavi Italiadumitrescu viorelNoch keine Bewertungen
- Rothofixing 2011 IT Carpenteria in LegnoDokument260 SeitenRothofixing 2011 IT Carpenteria in LegnoLupu DanielNoch keine Bewertungen
- PED Schematizzata Rev. 00 2019 PreviewDokument19 SeitenPED Schematizzata Rev. 00 2019 PreviewAndrea MussiNoch keine Bewertungen
- Contatore Trifase v1Dokument38 SeitenContatore Trifase v1micbaluaNoch keine Bewertungen
- Decalux PDFDokument72 SeitenDecalux PDFAlbion PllanaNoch keine Bewertungen
- Linea Guida Atex (Italiano)Dokument21 SeitenLinea Guida Atex (Italiano)Walter RigamontiNoch keine Bewertungen
- DPR 23-3-98 N°126 (ATEX)Dokument25 SeitenDPR 23-3-98 N°126 (ATEX)21n23mNoch keine Bewertungen
- Bulloneria Non Adatta A PrasdfcaricoDokument3 SeitenBulloneria Non Adatta A PrasdfcaricoFederico.IoriNoch keine Bewertungen
- Azionamenti SewDokument316 SeitenAzionamenti SewbobbibNoch keine Bewertungen
- Alixia 24 FFDokument16 SeitenAlixia 24 FFOrlando VicenteNoch keine Bewertungen
- Manuale Istruzioni LEO - ITADokument49 SeitenManuale Istruzioni LEO - ITADario FreiNoch keine Bewertungen
- Guida BT 2012Dokument546 SeitenGuida BT 2012BeverlyNoch keine Bewertungen
- Apparecchi Sollevamento Mezzi Trasporto PDFDokument122 SeitenApparecchi Sollevamento Mezzi Trasporto PDFenricolimongelliNoch keine Bewertungen
- Martinetti Idraulici OEMDokument18 SeitenMartinetti Idraulici OEMAlain DefoeNoch keine Bewertungen
- Sistema Cappotto Termico FasathermDokument144 SeitenSistema Cappotto Termico FasathermGabriele torconeNoch keine Bewertungen
- EDILTEC X FOAMcertificatoidoneitCAMDokument3 SeitenEDILTEC X FOAMcertificatoidoneitCAMrocchino gualanoNoch keine Bewertungen
- Manuale Di U.M - DISTRIBUZIONE RANGHI PDFDokument374 SeitenManuale Di U.M - DISTRIBUZIONE RANGHI PDFCarlos AguirreNoch keine Bewertungen
- PrefazioneDokument823 SeitenPrefazioneGiusi LaudaniNoch keine Bewertungen
- Operator GTH2506Dokument141 SeitenOperator GTH2506EriflonaNoch keine Bewertungen