THE HAZELETT STRIP-CASTING PROCESS FOR ALUMINIUM PACKAGING APPLICATIONS (FOIL, BEVERAGE CANS, AND EXTRUSION SLUGS)
David N. Hazelett Wojciech S. Szczypiorski Hazelett Strip-Casting Corporation 135 West Lakeshore Drive Colchester, Vermont USA 05446
OVERVIEW Several processes are currently used for the production of aluminium alloy strip for packaging applications. The direct chill (DC) caster, with conventional hot mill, is the most widely used and it produces high-quality strip of almost any alloy. This process has evolved over many years and has progressed to a technically sophisticated and relatively efficient process. However, the capital and operating costs of DC casting are high. Lower cost continuous casting (CC) processes are increasingly used to produce aluminium strip for packaging applications. As continuous casting technologies evolve, they are claiming more and more of the packaging market from DC casting. Several CC processes are utilized for the manufacture of aluminium packaging alloys. They include twin-roll, twin-belt, block, and wheel belt configurations. None of them are currently producing commercial strip for all packaging applications. The twin-belt caster comes the closest, as you can see in Table 1. Product / Process Matrix Process Twin-Belt Twin Roll (Hazelett, Alcan) Twin-Belt Twin Roll (test series) (Hazelett) (test series) Block Caster (test series) Twin-Belt Block Caster (Hazelett) Twin-Belt Wheel-Belt (Hazelett) Table 1 Foil is widely produced on twin-roll casters around the world. Their comparatively low production rate is not a disadvantage in the smaller foil markets. Twin-belt casters are important sources of foil stock in North America and Europe. DC casting firmly dominates the can body market. However, even in this market, some technological progress has been made by CC technologies. The Hazelett twinbelt casting process has produced tab stock in commercial application and a promising can body stock in several test trials. The extrusion slug market is mostly served by CC-supplied aluminium strip. Both wheel-belt and Hazelett twin-belt technologies play major roles.
Product Foil Can Body Can Lids/Tabs Slugs
DC DC DC DC
HAZELETT TWIN-BELT CASTER The operating principle of the Hazelett twin-belt caster is shown below (Fig. 1). The caster uses a fully moving mold, consisting of parallel carbon-steel belts held in tension to form the top and bottom surfaces. Chains of rectangular steel blocks moving with the belts and spaced according to the desired cast width form the sides. The cooling of the belts is accomplished by an efficient fast-film, water application.
Fig. 1 Hazelett Twin-Belt Caster A very important feature of the twin-belt mold is that it is flexible, enabling it maintain contact with the strip during solidification. This is particularly important in casting alloys. Molten metal is introduced into the mold by the closed pool method (Fig. 2), whereby a Strip-Stream ceramic nozzle is positioned directly between the belts, allowing for low-turbulence feeding. Mixtures of gases are injected into the mold through the nosepiece, both to control oxidation and to enhance heat transfer from the solidifying slab.
Fig. 2 Closed Pool Feeding System The Hazelett twin-belt process has produced the highest quality strip for extrusion slugs for decades. In recent years, Hazelett has concentrated on developing its process to produce high quality sheet for demanding applications, including thin foil and beverage can body stock. Surface quality had to be improved, and this required attention to the uniformity of the heat transfer from the solidifying strip through the belts. Thermal distortion of the belts lead to local variations in heat transfer, which allowed reheating of the strip surface, resulting in surface liquation. It also negatively affected the internal structure of the as-cast strip, particularly when casting alloys with a long freezing range, such as AA5182. In the past few years, Hazelett has developed two means to control belt distortion. Powerful electric induction heating units are employed to preheat and dry the belts prior to their entering the casting mold (Fig. 3), thus avoiding the distortion associated with the rapid heating of the belt in the mold itself. Also, powerfully magnetic, finned support rolls are used in the mold itself to support and restrain the belts.
Fig. 3 Caster Developments Several configurations of neodymium, high-strength, magnetic back-up rolls were tested, and the belt behavior was monitored with proximity sensors over a full range of cooling rates. A design was quickly put into practice. The result was dramatic, allowing high magnesium alloys to be cast without any distortion of the belts. Once the belts were stabilized, Hazelett turned its attention to the interface between the belt and the solidifying strip. One of the technologies developed to adjust and control heat transfer across the interface is the ESP (electrostatic powder) coating system. This is a technique in which particles of fine powders, including fumed silica, are electrostatically charged so that they are attracted by the steel casting belt. The result is a very fine and uniform layer of powder being applied at a rate that can be adjusted for alloy and plant atmospheric conditions. These and other significant developments have made it possible for the Hazelett twinbelt caster to commercially produce a full range of alloys containing up to 4.5% magnesium. The quality of the sheet produced is suitable for many packaging applications.
PACKAGING ALLOYS AND PRODUCTS Table 2 sets out the range of alloys and products now produced by Hazelett casters. Hazelett Twin-Belt Process Alloy / Product Matrix Foil 1170 8011 1200 8014 8079 Can Body 3004 (test series) Tabs 5042 5082 5454 Lids 5182 (test series) Slugs 2011 3003 6061/ 2017 6063
1050 1060 1070 1100
Alloys
Table 2 Foil markets differ around the world. The U.S. uses mostly 1XXX series, whereas Europe prefers 8XXX. Converter and cigarette foils in the U.S. are made from 1100, 1145, and 1200 alloys in the range of 6 7 microns. Commercial foil stock has been produced by Hazelett casters for decades. Two Hazelett twin-belt casters installed within the last three years in the U.S. and Europe concentrate on foil stock production. Several can body tests have been conducted in the past yielding promising results. Earring, galling, and mechanical properties were acceptable for can bodies. These were relatively small test series, but proved the metallurgical viability of the twin-belt process for can bodies. Commercial use of the Hazelett process for can body sheet has been delayed by the downturn in the market and excess hot mill capacity. Tab stock has been commercially produced by the Hazelett process. Lid stock has been cast successfully in test series. Extrusion slug production on the Hazelett twin-belt caster has a long history. It is a well-established and understood technology. Slug stock is produced on four Hazelett twin-belt casters in Japan and North America in 1XXX, 3XXX, and 6XXX series. A majority of the Japanese slug market is served by two Hazelett casters. Two additional Hazelett casters primarily producing slug stock are located in Toronto and Sherbrooke, Canada. Table 3 lists foil alloys, gauges, and applications produced on Hazelett casters. Both 1xxx and 8xxx series alloys are regularly cast. The thinnest foil produced is 6.35 microns and has an acceptable number of pinhole counts.
Alloy 1200 8011 8014 8079
Hazelett Twin-Belt Process Foil Alloy / Gauge Matrix Gauge Application 6.35 - 9.0 microns converter, cigarette 7.0 - 9.0 microns converter, cigarette 14 microns household 7 microns converter, cigarette Table 3
Table 4 lists slug alloys and gauges cast on Hazelett casters and, along with Figure 4, demonstrates stamped slug shapes and diameters. Hazelett Twin-Belt Process Slug Alloys / Gauge Matrix Slug Gauge Diameter 10.2 mm 33.0 mm 12.7 mm 114.3 mm 8.9 mm 33.0 mm 12.7 mm 114.3 mm 8.9 mm 33.0 mm 12.7 mm 114.3 mm 2.5 mm 33.0 mm 12.7 mm 114.3 mm 6.4 mm 8.9 mm 12.7 mm 25.4 mm 38.1 mm 107.9 mm 12.7 mm 31.7 mm 38.1 mm 114.3 mm 20.3 mm Table 4
Alloy 1050 1060 1070 1100 2011 2017 3003 6061 6063
Fig. 4 Extrusion Slugs
Fig. 5 Extrusion Slug Products In addition to "traditional" items such as aerosol cans, fire extinguishers, bottles, and collapsible tubes (Fig. 5), new products are gaining market acceptance. The latest growth in the market for Hazelett-cast slug stock is tied to the automotive industry, where lighter materials are gaining ground. The information contained in Table 5 reflects this growth. The 6XXX series are especially attractive for this application because of the combination of strength and corrosion resistance. A wide variety of alloys, thicknesses, and diameters are produced. End products include air dryers, air bag containers, Freon bottles, and steering parts. Hazelett Twin-Belt Process Slug Alloy/Application Matrix Application Packaging (aerosol cans, aluminium bottles, collapsible tubes) and fire extinguishers Automotive (air dryers), utility, packaging Automotive (air dryers, air bags, Freon bottles, steering yokes) Table 5
Alloy 1050 1060 1070 1100 3003 6061
CONCLUSION The Hazelett twin-belt process capability and versatility offers a possibility of casting a wide variety of alloys suitable for demanding packaging applications. REFERENCES Nihon Atsuen: "Aluminum Slugs for Impact Extrusion." Tokyo, 1982. von Gal, R.: "The Aluminum Sheet Mill for the New Millennium." Vermont, 2000.
Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Vol168 No.19Dokument40 SeitenVol168 No.19edelapolloNoch keine Bewertungen
- Easter Cry - Jesus is RisenDokument40 SeitenEaster Cry - Jesus is RisenedelapolloNoch keine Bewertungen
- Conical Holes MMDokument2 SeitenConical Holes MMedelapolloNoch keine Bewertungen
- Vol167 No.20Dokument40 SeitenVol167 No.20edelapolloNoch keine Bewertungen
- Vol168 No.15Dokument56 SeitenVol168 No.15edelapolloNoch keine Bewertungen
- Lent: A Season to Promote the Culture of MercyDokument40 SeitenLent: A Season to Promote the Culture of MercyedelapolloNoch keine Bewertungen
- Vol168 No.04Dokument39 SeitenVol168 No.04edelapolloNoch keine Bewertungen
- Vol168 No.20Dokument40 SeitenVol168 No.20edelapolloNoch keine Bewertungen
- Die Correct or EngDokument1 SeiteDie Correct or EngedelapolloNoch keine Bewertungen
- Vol168 No.07Dokument40 SeitenVol168 No.07edelapolloNoch keine Bewertungen
- Vol168 No.02Dokument40 SeitenVol168 No.02edelapolloNoch keine Bewertungen
- Vol168 No.14Dokument36 SeitenVol168 No.14edelapolloNoch keine Bewertungen
- Vol168 No.03Dokument40 SeitenVol168 No.03edelapolloNoch keine Bewertungen
- Vol168 No.01Dokument47 SeitenVol168 No.01edelapolloNoch keine Bewertungen
- Vol168 No.06Dokument40 SeitenVol168 No.06edelapolloNoch keine Bewertungen
- Vol168 No.05Dokument39 SeitenVol168 No.05edelapolloNoch keine Bewertungen
- TCE Tools Selection Guide for Extrusion DiesDokument2 SeitenTCE Tools Selection Guide for Extrusion DiesedelapolloNoch keine Bewertungen
- Vol168 No.17Dokument36 SeitenVol168 No.17edelapolloNoch keine Bewertungen
- Toim 2012 7 13 16Dokument1 SeiteToim 2012 7 13 16edelapolloNoch keine Bewertungen
- Programing Training Strung OKUMA-OSP100Dokument42 SeitenPrograming Training Strung OKUMA-OSP100IoanAlexandru Stoian80% (15)
- AutoCAD 2000 Visual Lisp TutorialDokument136 SeitenAutoCAD 2000 Visual Lisp TutorialHimanishBhattacharyaNoch keine Bewertungen
- Vol168 No.13Dokument39 SeitenVol168 No.13edelapolloNoch keine Bewertungen
- SAMPLE-X3 Lathe Training TutorialDokument55 SeitenSAMPLE-X3 Lathe Training TutorialDinesh KumarNoch keine Bewertungen
- Classic 500 Owners Manual - Feb 2012Dokument114 SeitenClassic 500 Owners Manual - Feb 2012prassu1Noch keine Bewertungen
- A022 Ca 4c2p en 1608031Dokument2 SeitenA022 Ca 4c2p en 1608031edelapolloNoch keine Bewertungen
- Training Basic HydraulicsDokument50 SeitenTraining Basic Hydraulicssalicurri88% (8)
- MET 45 3 155 161 GolovkoDokument7 SeitenMET 45 3 155 161 GolovkoedelapolloNoch keine Bewertungen
- 369 475-21Dokument505 Seiten369 475-21Anonymous Fz6LdH2GNoch keine Bewertungen
- Aluminum Extrusion Design and SimulationDokument1 SeiteAluminum Extrusion Design and SimulationedelapolloNoch keine Bewertungen
- Heidenhain TNC 530 Probing CyclesDokument135 SeitenHeidenhain TNC 530 Probing CyclesDivisionaryNoch keine Bewertungen
- M/s. Gravity Sponge and Power Pvt. LTDDokument52 SeitenM/s. Gravity Sponge and Power Pvt. LTDiexNoch keine Bewertungen
- Astm B117-19 (Corrosion)Dokument11 SeitenAstm B117-19 (Corrosion)Andres DelaCruz100% (1)
- Cement and Steel Rates For The Month of August 2013Dokument1 SeiteCement and Steel Rates For The Month of August 2013Guru PrasadNoch keine Bewertungen
- UH Materials Science and Engineering - Courses - 2016-03-23Dokument3 SeitenUH Materials Science and Engineering - Courses - 2016-03-23Tabish KamranNoch keine Bewertungen
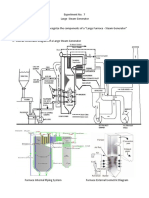
- Large Steam GeneratorDokument12 SeitenLarge Steam GeneratorChe AguilarNoch keine Bewertungen
- 2.rock Mechanics Report PDFDokument139 Seiten2.rock Mechanics Report PDFVaradha rajanNoch keine Bewertungen
- Webinar Skor A+ Chap 3 ThermochemistryDokument32 SeitenWebinar Skor A+ Chap 3 ThermochemistryJas MeeraNoch keine Bewertungen
- Me F211 1083 PDFDokument3 SeitenMe F211 1083 PDFPranjal SrivastavaNoch keine Bewertungen
- Us5591802 PDFDokument7 SeitenUs5591802 PDFAl Saraaf MohammedNoch keine Bewertungen
- Unit 1 Module 1 Forces of AttractionDokument9 SeitenUnit 1 Module 1 Forces of AttractionRovina Narayan DiasNoch keine Bewertungen
- The First Law of ThermodynamicsDokument10 SeitenThe First Law of ThermodynamicsArpit PatelNoch keine Bewertungen
- Outokumpu Stainless Steel Wall Chart PDFDokument1 SeiteOutokumpu Stainless Steel Wall Chart PDFcnaren67Noch keine Bewertungen
- Assessments Lesson 02 Unit 01Dokument3 SeitenAssessments Lesson 02 Unit 01CRUZ, Rochelle Joy V.Noch keine Bewertungen
- Platinum Silicone Paint Base: Product OverviewDokument2 SeitenPlatinum Silicone Paint Base: Product OverviewGrace LNoch keine Bewertungen
- Is 10500 SpecificationDokument10 SeitenIs 10500 SpecificationbrahmishtanNoch keine Bewertungen
- Economic analysis of wastewater treatment processesDokument12 SeitenEconomic analysis of wastewater treatment processesEmanuel VillegasNoch keine Bewertungen
- Glass Chap 5: Structure and PropertiesDokument80 SeitenGlass Chap 5: Structure and PropertiesIka Safitri RachmawatiNoch keine Bewertungen
- Tribological Analysis of Thin Films by Pin-On-Disc Evaluation of Friction PDFDokument10 SeitenTribological Analysis of Thin Films by Pin-On-Disc Evaluation of Friction PDFDavid Rafael RamírezNoch keine Bewertungen
- Chapter 2 Funtional Group PropertiesDokument38 SeitenChapter 2 Funtional Group Properties伟铭100% (1)
- Atoms, Elements & Compounds 1 QP PDFDokument10 SeitenAtoms, Elements & Compounds 1 QP PDFClinton ChikengezhaNoch keine Bewertungen
- Mekonen PDFDokument5 SeitenMekonen PDFAkatew Haile MebrahtuNoch keine Bewertungen
- Astm A351 CF8MDokument1 SeiteAstm A351 CF8MnadeemNoch keine Bewertungen
- Group 2 ReanneDokument10 SeitenGroup 2 ReanneAlessa LamesNoch keine Bewertungen
- Pekay 835 Acryl-Seal Seamless Waterproofing SystemDokument7 SeitenPekay 835 Acryl-Seal Seamless Waterproofing SystemMmamoraka Christopher MakhafolaNoch keine Bewertungen
- 3353 - Alloys Task Sheet - Final Check CompleteDokument15 Seiten3353 - Alloys Task Sheet - Final Check CompleteAref DahabrahNoch keine Bewertungen
- Forging a SwordDokument3 SeitenForging a Swordglen biazonNoch keine Bewertungen
- Filters ENDokument11 SeitenFilters ENChris GavevaNoch keine Bewertungen
- E1061, E1063 - Installation Manual MA00815-A (04.06)Dokument22 SeitenE1061, E1063 - Installation Manual MA00815-A (04.06)gNoch keine Bewertungen
- LPSR Based Paper - Optik JournalDokument12 SeitenLPSR Based Paper - Optik JournalSK ChaulyaNoch keine Bewertungen
- Morphology of PolymersDokument7 SeitenMorphology of PolymersYounis Muhsin100% (1)