Das könnte Ihnen auch gefallen
- Lab Values: An Easy Guide to Learn Everything You Need to Know About Laboratory Medicine and Its Relevance in Diagnosing DiseaseVon EverandLab Values: An Easy Guide to Learn Everything You Need to Know About Laboratory Medicine and Its Relevance in Diagnosing DiseaseBewertung: 5 von 5 Sternen5/5 (2)
- Quality ControlDokument8 SeitenQuality Controlkiki loNoch keine Bewertungen
- First Lecture 2023-2024Dokument24 SeitenFirst Lecture 2023-2024ayeman63633Noch keine Bewertungen
- Analytical Chemistry Applications in Daily LifeDokument3 SeitenAnalytical Chemistry Applications in Daily LifeAneela AliNoch keine Bewertungen
- Pharmacological Screening Methods & Toxicology: Revised & UpdatedVon EverandPharmacological Screening Methods & Toxicology: Revised & UpdatedBewertung: 4.5 von 5 Sternen4.5/5 (11)
- A Compendium of Unofficial Methods For Rapid Screening of Pharmaceuticals by Thin-Layer ChromatogDokument189 SeitenA Compendium of Unofficial Methods For Rapid Screening of Pharmaceuticals by Thin-Layer ChromatogWawan Skylander DachlanNoch keine Bewertungen
- Analytical Chemistry for Assessing Medication AdherenceVon EverandAnalytical Chemistry for Assessing Medication AdherenceNoch keine Bewertungen
- 07 Chapter 1Dokument59 Seiten07 Chapter 1chem_dream00Noch keine Bewertungen
- An Introduction To Forced Degradation Studies For Drug Substance Drug ProductDokument5 SeitenAn Introduction To Forced Degradation Studies For Drug Substance Drug ProductElizabethValverdeNoch keine Bewertungen
- Study Material - BCU I Sem BSC Analytical Chemistry Unit 1Dokument45 SeitenStudy Material - BCU I Sem BSC Analytical Chemistry Unit 1Faiza AhmedNoch keine Bewertungen
- Errors & Accuracy in Analysis of Food MaterialsDokument31 SeitenErrors & Accuracy in Analysis of Food MaterialsNavin GautamNoch keine Bewertungen
- Ahuja - Impurities Evaluation of Pharmaceuticals (1998, Informa Healthcare) PDFDokument303 SeitenAhuja - Impurities Evaluation of Pharmaceuticals (1998, Informa Healthcare) PDFCarmen RaveNoch keine Bewertungen
- PF3002 Lab ManualDokument16 SeitenPF3002 Lab ManualRD Kaur100% (1)
- EL Write UpDokument9 SeitenEL Write UpShivkumarNoch keine Bewertungen
- Essential Chemistry for Formulators of Semisolid and Liquid DosagesVon EverandEssential Chemistry for Formulators of Semisolid and Liquid DosagesBewertung: 5 von 5 Sternen5/5 (2)
- Essentials of Botanical Extraction: Principles and ApplicationsVon EverandEssentials of Botanical Extraction: Principles and ApplicationsBewertung: 5 von 5 Sternen5/5 (5)
- Lecture 5 - 6 & 7 - 2022-1Dokument20 SeitenLecture 5 - 6 & 7 - 2022-1Koki KingNoch keine Bewertungen
- Lab Manual CsuDokument71 SeitenLab Manual Csuc toonzNoch keine Bewertungen
- Quality Control OF Bulk Drug FormulationsVon EverandQuality Control OF Bulk Drug FormulationsNoch keine Bewertungen
- Chapter 1 CFB31203Dokument35 SeitenChapter 1 CFB31203Amir shahNoch keine Bewertungen
- Challenges in Analytical Method Development ForDokument3 SeitenChallenges in Analytical Method Development ForTanuja PathareNoch keine Bewertungen
- Name: - Date: - Year/Section: - ScoreDokument6 SeitenName: - Date: - Year/Section: - ScoreJames AzurinNoch keine Bewertungen
- Thin Layr ChromatographyDokument9 SeitenThin Layr ChromatographySurbhi BattaNoch keine Bewertungen
- Design and Manufacture of Pharmaceutical TabletsVon EverandDesign and Manufacture of Pharmaceutical TabletsBewertung: 3.5 von 5 Sternen3.5/5 (6)
- Good Laboratory Practices and Compliance MonitoringVon EverandGood Laboratory Practices and Compliance MonitoringNoch keine Bewertungen
- Instrumental Methods of Analysis: Danni RamdhaniDokument17 SeitenInstrumental Methods of Analysis: Danni Ramdhanisiti nurrohmahNoch keine Bewertungen
- Mt116 Lecture FinalDokument86 SeitenMt116 Lecture Finaljanneyna22Noch keine Bewertungen
- Pharmaceutical Sterility TestingDokument6 SeitenPharmaceutical Sterility TestingArsalan ZaiNoch keine Bewertungen
- 5.4 Drug Test Methods 02-10-12Dokument162 Seiten5.4 Drug Test Methods 02-10-12Maxo PardieuNoch keine Bewertungen
- Annex 4 WHO Guidelines 4 Sampling of Pharmaceutical ProductsDokument23 SeitenAnnex 4 WHO Guidelines 4 Sampling of Pharmaceutical ProductsJakobus Benny SalimNoch keine Bewertungen
- Errors in Ppharmaceuticalsal AanalysisDokument36 SeitenErrors in Ppharmaceuticalsal AanalysisYash SinghNoch keine Bewertungen
- Stability-Indicating Assays: LC TroubleshootingDokument3 SeitenStability-Indicating Assays: LC TroubleshootingVivek SagarNoch keine Bewertungen
- Nonclinical Safety Assessment: A Guide to International Pharmaceutical RegulationsVon EverandNonclinical Safety Assessment: A Guide to International Pharmaceutical RegulationsWilliam J. BrockNoch keine Bewertungen
- Practical Biostatistics: A Step-by-Step Approach for Evidence-Based MedicineVon EverandPractical Biostatistics: A Step-by-Step Approach for Evidence-Based MedicineNoch keine Bewertungen
- Drug Testing FaqDokument29 SeitenDrug Testing FaqklguuNoch keine Bewertungen
- Biomarkers, Diagnostics and Precision Medicine in the Drug Industry: Critical Challenges, Limitations and Roadmaps for the Best PracticesVon EverandBiomarkers, Diagnostics and Precision Medicine in the Drug Industry: Critical Challenges, Limitations and Roadmaps for the Best PracticesNoch keine Bewertungen
- Manual Che301Dokument53 SeitenManual Che301fitashah2634Noch keine Bewertungen
- Resource Technology CorporationDokument112 SeitenResource Technology CorporationAnnurfa HikariNoch keine Bewertungen
- Surfactants in Biopharmaceutical DevelopmentVon EverandSurfactants in Biopharmaceutical DevelopmentAtanas V. KoulovNoch keine Bewertungen
- Practice in Clinical BiochemistryDokument112 SeitenPractice in Clinical BiochemistryMohamed Magdi100% (1)
- Forced Degradation - Mass BalanceDokument8 SeitenForced Degradation - Mass BalanceppiccoliniNoch keine Bewertungen
- Forced DegradationDokument8 SeitenForced DegradationBiyaya San PedroNoch keine Bewertungen
- Introduction To Pharmaceutical - ChemistryDokument17 SeitenIntroduction To Pharmaceutical - Chemistryabhay sharmaNoch keine Bewertungen
- CH 1 IntroductionDokument43 SeitenCH 1 IntroductioncahlamohammadNoch keine Bewertungen
- Basic Molecular Protocols in Neuroscience: Tips, Tricks, and PitfallsVon EverandBasic Molecular Protocols in Neuroscience: Tips, Tricks, and PitfallsNoch keine Bewertungen
- Pharmacy Technician Certified Board Comprehensive Pharmacy MathVon EverandPharmacy Technician Certified Board Comprehensive Pharmacy MathNoch keine Bewertungen
- Quick guide to Laboratory Medicine: a student's overviewVon EverandQuick guide to Laboratory Medicine: a student's overviewNoch keine Bewertungen
- Introduction To Pharmaceutical ChemistryDokument20 SeitenIntroduction To Pharmaceutical ChemistryAnuvrat YelneNoch keine Bewertungen
- Dispensing Phr226.2 Sumaiyazamanprome 1822001649Dokument25 SeitenDispensing Phr226.2 Sumaiyazamanprome 1822001649Sumaiya Zaman Prome 1822001649Noch keine Bewertungen
- The Scope of Analytical Chemistry: Ground Rules and FundamentalsDokument10 SeitenThe Scope of Analytical Chemistry: Ground Rules and FundamentalsLincs lincolnNoch keine Bewertungen
- 1.0 Pharmaceutical Chemistry - 091533Dokument13 Seiten1.0 Pharmaceutical Chemistry - 091533owegibrian479Noch keine Bewertungen
- UCM397228 Pharmaceutical Microbiology ManualDokument91 SeitenUCM397228 Pharmaceutical Microbiology Manualnsk79in@gmail.com100% (1)
- Module 01 - Introduction To Laboratory ManagementDokument7 SeitenModule 01 - Introduction To Laboratory ManagementBea Reen BurgosNoch keine Bewertungen
- Sas4 Cri023Dokument13 SeitenSas4 Cri023Arjay AguinaldoNoch keine Bewertungen
- Plain English Part 2Dokument18 SeitenPlain English Part 2ابو ريمNoch keine Bewertungen
- Parallel Port Programming With DelphiDokument4 SeitenParallel Port Programming With Delphiramadhan1933Noch keine Bewertungen
- STS Module 11Dokument64 SeitenSTS Module 11Desiree GalletoNoch keine Bewertungen
- Bioinformatics Computing II: MotivationDokument7 SeitenBioinformatics Computing II: MotivationTasmia SaleemNoch keine Bewertungen
- Enzymes IntroDokument33 SeitenEnzymes IntropragyasimsNoch keine Bewertungen
- C. Robert Mesle (Auth.) - John Hick's Theodicy - A Process Humanist Critique-Palgrave Macmillan UK (1991)Dokument168 SeitenC. Robert Mesle (Auth.) - John Hick's Theodicy - A Process Humanist Critique-Palgrave Macmillan UK (1991)Nelson100% (3)
- Ti05001 PDFDokument1 SeiteTi05001 PDFanggieNoch keine Bewertungen
- PGCRSM-01-BLOCK-03 Research Design ExperimentalDokument29 SeitenPGCRSM-01-BLOCK-03 Research Design ExperimentalVijilan Parayil VijayanNoch keine Bewertungen
- Stucor Qp-Ec8095Dokument16 SeitenStucor Qp-Ec8095JohnsondassNoch keine Bewertungen
- 1 PBDokument7 Seiten1 PBIndah Purnama TaraNoch keine Bewertungen
- IMDSI22Dokument82 SeitenIMDSI22Dang JinlongNoch keine Bewertungen
- GLOBE2Dokument7 SeitenGLOBE2mba departmentNoch keine Bewertungen
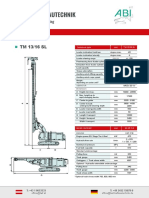
- ABI TM 13 16 SL - EngDokument1 SeiteABI TM 13 16 SL - EngJuan Carlos Benitez MartinezNoch keine Bewertungen
- William Hallett - BiographyDokument2 SeitenWilliam Hallett - Biographyapi-215611511Noch keine Bewertungen
- 1.co - Deb4113 - Industrial ManagementDokument10 Seiten1.co - Deb4113 - Industrial ManagementrohaizadNoch keine Bewertungen
- Lect2 - 1151 - Grillage AnalysisDokument31 SeitenLect2 - 1151 - Grillage AnalysisCheong100% (1)
- Gastroesophagea L of Reflux Disease (GERD)Dokument34 SeitenGastroesophagea L of Reflux Disease (GERD)Alyda Choirunnissa SudiratnaNoch keine Bewertungen
- DAA UNIT 1 - FinalDokument38 SeitenDAA UNIT 1 - FinalkarthickamsecNoch keine Bewertungen
- Play ClawDokument2 SeitenPlay ClawFrenda SeivelunNoch keine Bewertungen
- Seizure Control Status and Associated Factors Among Patients With Epilepsy. North-West Ethiopia'Dokument14 SeitenSeizure Control Status and Associated Factors Among Patients With Epilepsy. North-West Ethiopia'Sulaman AbdelaNoch keine Bewertungen
- International Freight 01Dokument5 SeitenInternational Freight 01mature.ones1043Noch keine Bewertungen
- Erosional VelocityDokument15 SeitenErosional VelocityGary JonesNoch keine Bewertungen
- DCN Dte-Dce and ModemsDokument5 SeitenDCN Dte-Dce and ModemsSathish BabuNoch keine Bewertungen
- Nescom Test For AM (Electrical) ImpDokument5 SeitenNescom Test For AM (Electrical) Impشاہد یونسNoch keine Bewertungen
- Introduction To Password Cracking Part 1Dokument8 SeitenIntroduction To Password Cracking Part 1Tibyan MuhammedNoch keine Bewertungen
- Rishika Reddy Art Integrated ActivityDokument11 SeitenRishika Reddy Art Integrated ActivityRishika ReddyNoch keine Bewertungen
- Term Paper Inorganic PolymersDokument24 SeitenTerm Paper Inorganic PolymersCasey Karua0% (1)
- PetrifiedDokument13 SeitenPetrifiedMarta GortNoch keine Bewertungen
- Contemporary Philippine Arts From The Regions: Quarter 1Dokument11 SeitenContemporary Philippine Arts From The Regions: Quarter 1JUN GERONANoch keine Bewertungen
- Fortigate Firewall Version 4 OSDokument122 SeitenFortigate Firewall Version 4 OSSam Mani Jacob DNoch keine Bewertungen