Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
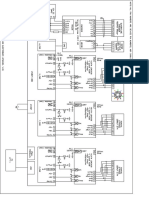
- VMC100 KU v101 Page1Dokument1 SeiteVMC100 KU v101 Page1jodakiNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- 108 Weldox 900 Uk Data SheetDokument2 Seiten108 Weldox 900 Uk Data SheetjodakiNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- VMC100 KU v101 Page1 2Dokument1 SeiteVMC100 KU v101 Page1 2jodakiNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- ReadmeDokument4 SeitenReadmeDekiDespotNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- 840d ShopmillDokument15 Seiten840d ShopmilljodakiNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- A Shear Locking Free Six-Node Mindlin Plate Bending ElementDokument5 SeitenA Shear Locking Free Six-Node Mindlin Plate Bending ElementjodakiNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- 840d ProgrammingDokument468 Seiten840d ProgrammingjodakiNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Investigations On The Sheet Bending Process With Elastic ToolsDokument13 SeitenInvestigations On The Sheet Bending Process With Elastic ToolsjodakiNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Bracket Tutorial UpdateDokument18 SeitenBracket Tutorial UpdateIrvin AlbertoNoch keine Bewertungen
- 840d ShopmillDokument15 Seiten840d ShopmilljodakiNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Science China: Physics, Mechanics & AstronomyDokument13 SeitenScience China: Physics, Mechanics & AstronomyjodakiNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- 1904Dokument10 Seiten1904jodakiNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Science China: Physics, Mechanics & AstronomyDokument13 SeitenScience China: Physics, Mechanics & AstronomyjodakiNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- 840d SimodriveDokument363 Seiten840d SimodrivejodakiNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Science China: Physics, Mechanics & AstronomyDokument13 SeitenScience China: Physics, Mechanics & AstronomyjodakiNoch keine Bewertungen
- Astm E837-08Dokument17 SeitenAstm E837-08jodakiNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Dynamical Bending of Rigid Plastic Annular PlatesDokument16 SeitenDynamical Bending of Rigid Plastic Annular PlatesjodakiNoch keine Bewertungen
- 20005bab 1235Dokument7 Seiten20005bab 1235jodakiNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- L L W/2 W/2 W: Free Body 1 Q MDokument8 SeitenL L W/2 W/2 W: Free Body 1 Q MjodakiNoch keine Bewertungen
- Axisymm TutorialDokument15 SeitenAxisymm TutorialRavi JainNoch keine Bewertungen
- Astm D1002Dokument1 SeiteAstm D1002jodakiNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- F F F F F FFFF F F F F FFFFFFFF: Equilibrium of ForcesDokument14 SeitenF F F F F FFFF F F F F FFFFFFFF: Equilibrium of ForcesjodakiNoch keine Bewertungen
- Abaqusfracture MechanicsDokument38 SeitenAbaqusfracture MechanicsjodakiNoch keine Bewertungen
- Tolerance ChartDokument1 SeiteTolerance ChartChin Yuan GohNoch keine Bewertungen
- A Fiber Beam Element With Axial, Bending and Shear Interaction For Seismic Analysis of RC StructuresDokument8 SeitenA Fiber Beam Element With Axial, Bending and Shear Interaction For Seismic Analysis of RC StructuresjodakiNoch keine Bewertungen
- ABAQUS TutorialDokument3 SeitenABAQUS TutorialFernando CastroNoch keine Bewertungen
- Short Guide Programming Sinumerik 840DDokument101 SeitenShort Guide Programming Sinumerik 840DIlija BozovicNoch keine Bewertungen
- Elasto-Plastic Plate Bending Analysis by A Roundary Element Method With Initial Plastic MomentsDokument17 SeitenElasto-Plastic Plate Bending Analysis by A Roundary Element Method With Initial Plastic MomentsjodakiNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Tolerance ChartDokument1 SeiteTolerance ChartChin Yuan GohNoch keine Bewertungen
- PI Section Line - Blocks (SimPowerSystems™)Dokument3 SeitenPI Section Line - Blocks (SimPowerSystems™)Dhondiram Maruthi KakreNoch keine Bewertungen
- Chapter 2 - Measurements and ComputationsDokument16 SeitenChapter 2 - Measurements and ComputationsKristine May MaturanNoch keine Bewertungen
- TemperatureDokument4 SeitenTemperatureDr.AhmedNoch keine Bewertungen
- Applied SciencesDokument25 SeitenApplied SciencesMario BarbarossaNoch keine Bewertungen
- Apa PR l238 I Joist - LPDokument14 SeitenApa PR l238 I Joist - LPRodrigo CandeoNoch keine Bewertungen
- Rigaku Journal 33-2-26-28Dokument3 SeitenRigaku Journal 33-2-26-28Eduardo ArdilesNoch keine Bewertungen
- Thermodynamics Definition, Formulas, Laws and Equations - PhysicsDokument7 SeitenThermodynamics Definition, Formulas, Laws and Equations - PhysicsRamaKrishnanGNoch keine Bewertungen
- Trial Mix Design Report PDFDokument38 SeitenTrial Mix Design Report PDFTimothy HughesNoch keine Bewertungen
- Motion in A Straight Line PDFDokument32 SeitenMotion in A Straight Line PDFRohit SharmaNoch keine Bewertungen
- Long-Life Asphalt Pavements - Technical2007Dokument24 SeitenLong-Life Asphalt Pavements - Technical2007Sen HuNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Chap 9 Indices, Exponentials and Logarithms Part 1 PDFDokument44 SeitenChap 9 Indices, Exponentials and Logarithms Part 1 PDFArahNoch keine Bewertungen
- Advanced Organic Test Questionnaire Practice KeyDokument8 SeitenAdvanced Organic Test Questionnaire Practice KeyJuitchiboy Nunez DumaoNoch keine Bewertungen
- Design of An Acoustic Anechoic Chamber For Application in Hearing Aid REsearchDokument6 SeitenDesign of An Acoustic Anechoic Chamber For Application in Hearing Aid REsearchJude SudarioNoch keine Bewertungen
- Cie - 462 - Test One.09.05.2022Dokument2 SeitenCie - 462 - Test One.09.05.2022Chris KapendaNoch keine Bewertungen
- Adelpia TGL2260ADokument55 SeitenAdelpia TGL2260ApasmanteriabellaNoch keine Bewertungen
- Hydrologic CycleDokument35 SeitenHydrologic CycleFachri JahriNoch keine Bewertungen
- Ficha Tecnica 750 GPMDokument156 SeitenFicha Tecnica 750 GPMByron Chele0% (2)
- Materials Finer Than 75 - M (Nº 200) Sieve in Mineral Aggregates by WashingDokument3 SeitenMaterials Finer Than 75 - M (Nº 200) Sieve in Mineral Aggregates by WashingEvert RiveraNoch keine Bewertungen
- How To Learn, by Simon Oxenham, 15 Feb. 2013: Learning MethodsDokument5 SeitenHow To Learn, by Simon Oxenham, 15 Feb. 2013: Learning MethodsAnonymous Z1NYxC6hgYNoch keine Bewertungen
- EPRI Cycle Chemistry Upsets During OperationDokument42 SeitenEPRI Cycle Chemistry Upsets During OperationTrầnĐạtNoch keine Bewertungen
- Extending Kettle LifeDokument7 SeitenExtending Kettle LifeSky Ong CwNoch keine Bewertungen
- Monitored Natural Attenuation Toolkit For Evaluation 1 and 2 - Combined FINAL PDFDokument176 SeitenMonitored Natural Attenuation Toolkit For Evaluation 1 and 2 - Combined FINAL PDFcaraballoaleNoch keine Bewertungen
- Forces and Motion ActivityDokument5 SeitenForces and Motion Activityjanice alquizarNoch keine Bewertungen
- Thickening Agent - Wikipedia, The Free EncyclopediaDokument5 SeitenThickening Agent - Wikipedia, The Free EncyclopediaJohnNoch keine Bewertungen
- Electronics and Communication Engineering CurriculamDokument6 SeitenElectronics and Communication Engineering Curriculamraghucp141Noch keine Bewertungen
- Lecture 5Dokument4 SeitenLecture 5Faisal RahmanNoch keine Bewertungen
- Is 600 MM Sufficient To Keep BDV FunctionalDokument0 SeitenIs 600 MM Sufficient To Keep BDV Functionalsachin2010Noch keine Bewertungen
- Rieber Sealing in AmericaDokument10 SeitenRieber Sealing in Americaulloap*100% (1)
- HGV Gas Fuel Throttle ValveDokument41 SeitenHGV Gas Fuel Throttle ValveSayayinNoch keine Bewertungen
- Physics - Thermal Physics - Lab ReportDokument6 SeitenPhysics - Thermal Physics - Lab ReportKali stringsNoch keine Bewertungen
- Lower Secondary Science Workbook: Stage 8Von EverandLower Secondary Science Workbook: Stage 8Bewertung: 5 von 5 Sternen5/5 (1)
- How to Teach Nature Journaling: Curiosity, Wonder, AttentionVon EverandHow to Teach Nature Journaling: Curiosity, Wonder, AttentionBewertung: 4.5 von 5 Sternen4.5/5 (3)
- The Cyanide Canary: A True Story of InjusticeVon EverandThe Cyanide Canary: A True Story of InjusticeBewertung: 4 von 5 Sternen4/5 (52)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionVon EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionBewertung: 3 von 5 Sternen3/5 (1)
- Waste: One Woman’s Fight Against America’s Dirty SecretVon EverandWaste: One Woman’s Fight Against America’s Dirty SecretBewertung: 5 von 5 Sternen5/5 (1)
- Common Core Science 4 Today, Grade 3: Daily Skill PracticeVon EverandCommon Core Science 4 Today, Grade 3: Daily Skill PracticeBewertung: 3.5 von 5 Sternen3.5/5 (2)