Das könnte Ihnen auch gefallen
- Application Note Mw35 32nm v9Dokument0 SeitenApplication Note Mw35 32nm v9ammayi9845_930467904Noch keine Bewertungen
- An-Introducing 32nm Technology in MicrowindDokument24 SeitenAn-Introducing 32nm Technology in MicrowindAntonio LeonNoch keine Bewertungen
- Introducing 20 NM Technology in Microwind: 1. The Merge of GiantsDokument23 SeitenIntroducing 20 NM Technology in Microwind: 1. The Merge of GiantsSam XingxnNoch keine Bewertungen
- Application Note - 65nm - Microwind-HALDokument21 SeitenApplication Note - 65nm - Microwind-HALyeiaNoch keine Bewertungen
- Recent Advances in NM-OSCILLATOR Design With CMOS Technology: An OverviewDokument6 SeitenRecent Advances in NM-OSCILLATOR Design With CMOS Technology: An OverviewInternational Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- Silicon Technology Leadership PresentationDokument47 SeitenSilicon Technology Leadership PresentationBabu Venkatesh UmmadisettiNoch keine Bewertungen
- VLSI 45nm HiKMG-PaperDokument2 SeitenVLSI 45nm HiKMG-PaperSimGuyNoch keine Bewertungen
- Voinigescu Book ChapterDokument30 SeitenVoinigescu Book Chapterwantcheck1Noch keine Bewertungen
- MINOR2 DfinalocxDokument32 SeitenMINOR2 DfinalocxVenkatesh KumarNoch keine Bewertungen
- CMOS Technology OverviewDokument50 SeitenCMOS Technology OverviewAdrián JL100% (1)
- ScalingDokument32 SeitenScalingNK NKNoch keine Bewertungen
- 2-nm - 20Å Nano-Sheet FET TechnologyDokument33 Seiten2-nm - 20Å Nano-Sheet FET TechnologyGary Ryan DonovanNoch keine Bewertungen
- Study of Gate Length and Performance of Undoped Body Soi MosfetsDokument5 SeitenStudy of Gate Length and Performance of Undoped Body Soi MosfetseditorijaiemNoch keine Bewertungen
- Robert Chau ICSICT Paper 101904Dokument5 SeitenRobert Chau ICSICT Paper 101904yassirkelNoch keine Bewertungen
- The Challenge of Signal Integrity in Deep-Submicrometer CMOS TechnologyDokument18 SeitenThe Challenge of Signal Integrity in Deep-Submicrometer CMOS TechnologyPronadeep BoraNoch keine Bewertungen
- Electronic Devices in MTL Annual Report 1998Dokument20 SeitenElectronic Devices in MTL Annual Report 1998tbsuirNoch keine Bewertungen
- Imp 2Dokument7 SeitenImp 2sohailasghar_tNoch keine Bewertungen
- 20 NMDokument35 Seiten20 NMNikhilAKothariNoch keine Bewertungen
- Brochure Multiple-Drawing Systems ScreenDokument16 SeitenBrochure Multiple-Drawing Systems Screenjgjg357Noch keine Bewertungen
- VLSI DesignDokument11 SeitenVLSI DesignRishi JhaNoch keine Bewertungen
- Advances in Logic Device ScalingDokument9 SeitenAdvances in Logic Device ScalingKrishna KumarNoch keine Bewertungen
- Electronic Devices in MTL Annual Report 1999Dokument26 SeitenElectronic Devices in MTL Annual Report 1999tbsuirNoch keine Bewertungen
- Lecture05 de CmosDokument5 SeitenLecture05 de CmosHector Baez MedinaNoch keine Bewertungen
- FinFET History Fundamentals FutureDokument55 SeitenFinFET History Fundamentals FutureMurali Shanmuga Sundaram100% (2)
- Lec1 IntroductionDokument36 SeitenLec1 IntroductionSalim SanNoch keine Bewertungen
- Application of Taguchi Method in Optimization of Gate Oxide and Silicide Thickness For 45nm NMOS DeviceDokument5 SeitenApplication of Taguchi Method in Optimization of Gate Oxide and Silicide Thickness For 45nm NMOS DeviceMaizan MuhamadNoch keine Bewertungen
- 279 E317 PDFDokument6 Seiten279 E317 PDFJubin JainNoch keine Bewertungen
- 90 NM K SramDokument4 Seiten90 NM K SramVLSISD36 Edwin DominicNoch keine Bewertungen
- Performance Analysis of Finfet Using Various Ctatel) IelectricsDokument4 SeitenPerformance Analysis of Finfet Using Various Ctatel) IelectricsSai KishoreNoch keine Bewertungen
- Seminar On CmosDokument8 SeitenSeminar On CmosRoberto HoodNoch keine Bewertungen
- Future MOSFET Devices Using High-K (TiO2) DielectricDokument6 SeitenFuture MOSFET Devices Using High-K (TiO2) DielectricIJRASETPublicationsNoch keine Bewertungen
- Unit 1 - VLSI Design - WWW - Rgpvnotes.inDokument13 SeitenUnit 1 - VLSI Design - WWW - Rgpvnotes.inPranav ChaturvediNoch keine Bewertungen
- Assignment 2: Rayyan Sayeed 1MS12EC098Dokument17 SeitenAssignment 2: Rayyan Sayeed 1MS12EC098RayyanSayeedNoch keine Bewertungen
- Engineered Substrates: Options at The 45nm Node IncludeDokument4 SeitenEngineered Substrates: Options at The 45nm Node IncludeAnkit PawarNoch keine Bewertungen
- DEC50143 CHAPTER 2 - PART C - EditDokument49 SeitenDEC50143 CHAPTER 2 - PART C - Edity meNoch keine Bewertungen
- Performance Improvement of FinFET Using Nitride SpacerDokument3 SeitenPerformance Improvement of FinFET Using Nitride SpacerseventhsensegroupNoch keine Bewertungen
- Gifi - AbstractDokument16 SeitenGifi - AbstractAakiv Bhatia80% (5)
- Complite ReportDokument121 SeitenComplite ReportbhawnaNoch keine Bewertungen
- FinfetsDokument27 SeitenFinfetsAjay JoshyNoch keine Bewertungen
- Intel Technology Journal - Semiconductor Technology and Manufacturing - 2002Dokument76 SeitenIntel Technology Journal - Semiconductor Technology and Manufacturing - 2002MarcWorldNoch keine Bewertungen
- TechInsights Technology Roadmap INTEL Processors 2014Dokument27 SeitenTechInsights Technology Roadmap INTEL Processors 2014Venkata Surya NagarajuNoch keine Bewertungen
- Electronics: Self-Aligned Metal Electrodes in Fully Roll-to-Roll Processed Organic TransistorsDokument10 SeitenElectronics: Self-Aligned Metal Electrodes in Fully Roll-to-Roll Processed Organic TransistorsJorge Mideros ArboledaNoch keine Bewertungen
- Ec6601 Vlsi QBW (R2013)Dokument20 SeitenEc6601 Vlsi QBW (R2013)Bharath PonNoch keine Bewertungen
- Scaling PDFDokument72 SeitenScaling PDFMayank SinghNoch keine Bewertungen
- Junctionless CMOS Transistors With Independent Double GatesDokument3 SeitenJunctionless CMOS Transistors With Independent Double GatesBiswajit BeheraNoch keine Bewertungen
- 60nm P-Well MOSFETDokument4 Seiten60nm P-Well MOSFETKathleen Zipora RahuellahNoch keine Bewertungen
- VLSI IntroductionDokument23 SeitenVLSI IntroductionSreenivasulu MamillaNoch keine Bewertungen
- SCE 100nmDokument48 SeitenSCE 100nmGoogle acntNoch keine Bewertungen
- P 103Dokument7 SeitenP 103An HoaNoch keine Bewertungen
- Iiiyr Visem Vlsi DesignDokument20 SeitenIiiyr Visem Vlsi DesignlokeshwarrvrjcNoch keine Bewertungen
- Silicon PhotonicsfinalDokument39 SeitenSilicon PhotonicsfinalManojKarthikNoch keine Bewertungen
- Chenming-Hu ch7Dokument32 SeitenChenming-Hu ch7Dr Kavita KhareNoch keine Bewertungen
- Design and Implementation of 4-Bit Alu Using Finfet TechnologyDokument12 SeitenDesign and Implementation of 4-Bit Alu Using Finfet TechnologyDinesh Kumar J RNoch keine Bewertungen
- GMRIT Nanoelectronics WorkshopDokument65 SeitenGMRIT Nanoelectronics WorkshopSuravarapu ArunaNoch keine Bewertungen
- Future Perspective For The Mainstream CMOS Technology and Their Contribution To Green TechnologiesDokument6 SeitenFuture Perspective For The Mainstream CMOS Technology and Their Contribution To Green TechnologiesSydney BajentingNoch keine Bewertungen
- Installation of Mini-CablesDokument6 SeitenInstallation of Mini-CableseasyxcessNoch keine Bewertungen
- Imp For IntDokument3 SeitenImp For IntsaticitechNoch keine Bewertungen
- Millimeter-Wave Receiver Concepts for 77 GHz Automotive Radar in Silicon-Germanium TechnologyVon EverandMillimeter-Wave Receiver Concepts for 77 GHz Automotive Radar in Silicon-Germanium TechnologyNoch keine Bewertungen
- Signal Integrity: From High-Speed to Radiofrequency ApplicationsVon EverandSignal Integrity: From High-Speed to Radiofrequency ApplicationsNoch keine Bewertungen
- Continued: Detection of A/D ConvertionDokument2 SeitenContinued: Detection of A/D Convertionammayi9845_930467904Noch keine Bewertungen
- Simcom 900 GSM Module: GSM/GPRS Modem FeturesDokument3 SeitenSimcom 900 GSM Module: GSM/GPRS Modem Feturesammayi9845_930467904Noch keine Bewertungen
- Superscripts: 2 2x 2x 2x Subscripts: X X X XDokument1 SeiteSuperscripts: 2 2x 2x 2x Subscripts: X X X Xammayi9845_930467904Noch keine Bewertungen
- Work Plan: Month PlansDokument3 SeitenWork Plan: Month Plansammayi9845_930467904Noch keine Bewertungen
- Agenda: Phytomonitoring System Recommended Setup Block Diagram Work Done Future Work Plan ReferenceDokument3 SeitenAgenda: Phytomonitoring System Recommended Setup Block Diagram Work Done Future Work Plan Referenceammayi9845_930467904Noch keine Bewertungen
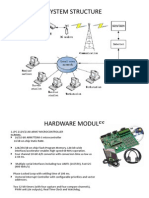
- System StructureDokument3 SeitenSystem Structureammayi9845_930467904Noch keine Bewertungen
- Data Acquisition - Why 3G?Dokument3 SeitenData Acquisition - Why 3G?ammayi9845_930467904Noch keine Bewertungen
- Phytomonitoring System: Data Colection Software SensorsDokument3 SeitenPhytomonitoring System: Data Colection Software Sensorsammayi9845_930467904Noch keine Bewertungen
- Future Work Plan: Month TasksDokument2 SeitenFuture Work Plan: Month Tasksammayi9845_930467904Noch keine Bewertungen
- Work Done Till First ReviewDokument3 SeitenWork Done Till First Reviewammayi9845_930467904Noch keine Bewertungen
- Design RequirementsDokument2 SeitenDesign Requirementsammayi9845_930467904Noch keine Bewertungen
- LCD Interfacing With lpc2148: Header File and Variable Declaration Initialization FunctionDokument3 SeitenLCD Interfacing With lpc2148: Header File and Variable Declaration Initialization Functionammayi9845_930467904Noch keine Bewertungen
- February: Interfacing Multiple Sensors Using Wireless Network and Using Visual Software Display On MonitorDokument3 SeitenFebruary: Interfacing Multiple Sensors Using Wireless Network and Using Visual Software Display On Monitorammayi9845_930467904Noch keine Bewertungen
- Work Flow ChartDokument3 SeitenWork Flow Chartammayi9845_930467904Noch keine Bewertungen
- Figure 1: A Block Diagram of A Basic FilterDokument10 SeitenFigure 1: A Block Diagram of A Basic Filterammayi9845_930467904Noch keine Bewertungen
- New Proj - SynopsisDokument2 SeitenNew Proj - Synopsisammayi9845_930467904Noch keine Bewertungen
- Swami Proj. ProposalDokument1 SeiteSwami Proj. Proposalammayi9845_930467904Noch keine Bewertungen
- Design RequirementsDokument5 SeitenDesign Requirementsammayi9845_930467904Noch keine Bewertungen
- List of Figures Fig. No. Title of The Figure Page NoDokument2 SeitenList of Figures Fig. No. Title of The Figure Page Noammayi9845_930467904Noch keine Bewertungen
- Adaptive Noise Cancellation - NewDokument21 SeitenAdaptive Noise Cancellation - Newammayi9845_930467904Noch keine Bewertungen
- Improving The Effectiveness of The Median Filter: Kwame Osei Boateng, Benjamin Weyori Asubam and David Sanka LaarDokument13 SeitenImproving The Effectiveness of The Median Filter: Kwame Osei Boateng, Benjamin Weyori Asubam and David Sanka Laarammayi9845_930467904Noch keine Bewertungen
- Declaration Certificate Acknowledgement List of Figures List of Tables AcronymsDokument2 SeitenDeclaration Certificate Acknowledgement List of Figures List of Tables Acronymsammayi9845_930467904Noch keine Bewertungen
- List of Tables: Table No. Name of Table Page NoDokument1 SeiteList of Tables: Table No. Name of Table Page Noammayi9845_930467904Noch keine Bewertungen
- How Does Phone Number Spoofing Work - and All The Other Stuff You Need To KnowDokument383 SeitenHow Does Phone Number Spoofing Work - and All The Other Stuff You Need To KnowJessica100% (1)
- How To Enable VT (Virtualization Technology) To Get Better Performance NOXDokument9 SeitenHow To Enable VT (Virtualization Technology) To Get Better Performance NOXWahyu KurniawanNoch keine Bewertungen
- Sherlock Holmes Versus Jack The Ripper ManualDokument11 SeitenSherlock Holmes Versus Jack The Ripper ManualRoccoGranataNoch keine Bewertungen
- Adr241a Do 01 810Dokument17 SeitenAdr241a Do 01 810Vishwanath TodurkarNoch keine Bewertungen
- Irc5 PDFDokument326 SeitenIrc5 PDFHuỳnh Gia Vũ100% (1)
- DSII Visualized Videowall Controller Node Datasheet v202012-3.1Dokument4 SeitenDSII Visualized Videowall Controller Node Datasheet v202012-3.1Diego BernalNoch keine Bewertungen
- Rotby Order FormDokument1 SeiteRotby Order FormTrevorLarueNoch keine Bewertungen
- Catalogo de Servicos I Td226b Eng Rev1 2011Dokument26 SeitenCatalogo de Servicos I Td226b Eng Rev1 2011AndreyIvanov100% (1)
- AvayaAura Deploying SystemManager in VirtualizedEnvironment Release 80x Issue05 May29 2019Dokument143 SeitenAvayaAura Deploying SystemManager in VirtualizedEnvironment Release 80x Issue05 May29 2019Anil BaghelNoch keine Bewertungen
- Climatic 50Dokument36 SeitenClimatic 50Tayfun BicakNoch keine Bewertungen
- Ragnarok Prontera Maze 3 GuideDokument3 SeitenRagnarok Prontera Maze 3 Guideandra345Noch keine Bewertungen
- Mutoh 1626UH Manual PDFDokument356 SeitenMutoh 1626UH Manual PDFtonga1212Noch keine Bewertungen
- Weights 6a FLGDokument10 SeitenWeights 6a FLGAnonymous 48jYxR1CNoch keine Bewertungen
- T5XX Server CommDokument416 SeitenT5XX Server CommAsad MehmoodNoch keine Bewertungen
- Mitsubishi F700 VFD Instruction Manual-BasicDokument142 SeitenMitsubishi F700 VFD Instruction Manual-BasicMROstop.com0% (1)
- Easy Version Control With GitDokument18 SeitenEasy Version Control With Gitanoopkumar.mNoch keine Bewertungen
- Helixdelta T5Brochure02 PDFDokument4 SeitenHelixdelta T5Brochure02 PDFKikiDiansyahNoch keine Bewertungen
- MQ ManualDokument42 SeitenMQ ManualLex Lasquite100% (1)
- List of Hidden Secret Service Codes For Chinese Mobile Phones - AskVGDokument4 SeitenList of Hidden Secret Service Codes For Chinese Mobile Phones - AskVGkataukongNoch keine Bewertungen
- MMI InstallDokument7 SeitenMMI Installpasatese100% (1)
- Difference Between Impact Printers and Nonimpact PrintersDokument3 SeitenDifference Between Impact Printers and Nonimpact PrintersMohammad Imranul HoqueNoch keine Bewertungen
- PilotadasDokument33 SeitenPilotadasKerry DillonNoch keine Bewertungen
- Baseline Switch 2226 PlusDokument69 SeitenBaseline Switch 2226 Plusdriven905Noch keine Bewertungen
- Manual For Mounting LIS (IGS) Injection SystemDokument26 SeitenManual For Mounting LIS (IGS) Injection SystemsupraskaNoch keine Bewertungen
- Booting: Boot Is Short For Bootstrap Oneself Up by One's BootstrapsDokument19 SeitenBooting: Boot Is Short For Bootstrap Oneself Up by One's BootstrapsfabiobonadiaNoch keine Bewertungen
- Trouble Shooting On Internet Connection ProblemsDokument6 SeitenTrouble Shooting On Internet Connection ProblemsSalam Alecu0% (1)
- Embedded SystemDokument78 SeitenEmbedded SystemIshita BahalNoch keine Bewertungen
- ObsolescenceDokument4 SeitenObsolescenceCelso GonçalvesNoch keine Bewertungen
- Epson Aculaser c4200 Service ManualDokument570 SeitenEpson Aculaser c4200 Service ManualdreiusNoch keine Bewertungen
- Operating Systems: Suad AlaofiDokument13 SeitenOperating Systems: Suad AlaofiAmal FahadNoch keine Bewertungen