Das könnte Ihnen auch gefallen
- Colorear Estaciones Del Año 1° BásicoDokument2 SeitenColorear Estaciones Del Año 1° BásicoMarta Fuentes LevisNoch keine Bewertungen
- Las Estaciones Del AñoDokument1 SeiteLas Estaciones Del AñoMarta Fuentes LevisNoch keine Bewertungen
- IplacexDokument15 SeitenIplacexMarta Fuentes Levis89% (9)
- Ingles. 28mayoDokument4 SeitenIngles. 28mayoMarta Fuentes LevisNoch keine Bewertungen
- TallerDokument8 SeitenTallerMarta Fuentes Levis100% (3)
- Texto A Trabajar en CasaDokument2 SeitenTexto A Trabajar en CasaMarta Fuentes LevisNoch keine Bewertungen
- Retroalimentacion de Los Contenidos Pasados 1º BásicoDokument4 SeitenRetroalimentacion de Los Contenidos Pasados 1º BásicoMarta Fuentes LevisNoch keine Bewertungen
- Composiciondenumeroshasta 10Dokument4 SeitenComposiciondenumeroshasta 10Marta Fuentes LevisNoch keine Bewertungen
- Taller1 11-12-2018Dokument9 SeitenTaller1 11-12-2018Marta Fuentes LevisNoch keine Bewertungen
- Iplacex ContaDokument7 SeitenIplacex ContaMarta Fuentes Levis50% (8)
- Taller Finanza. by MartaDokument10 SeitenTaller Finanza. by MartaMarta Fuentes Levis88% (8)
- MA17 Congruencia de Triángulos y Elementos SecundariosDokument12 SeitenMA17 Congruencia de Triángulos y Elementos SecundariosPamela Loren ArriagadaNoch keine Bewertungen
- MEDICIÓN DEHABILIDADES. Saint LouisDokument16 SeitenMEDICIÓN DEHABILIDADES. Saint LouisMarta Fuentes LevisNoch keine Bewertungen
- InstruccionesDokument2 SeitenInstruccionesMarta Fuentes LevisNoch keine Bewertungen
- 7 Areas y VolumenesDokument15 Seiten7 Areas y VolumenesGerrard HernandezNoch keine Bewertungen
- FIFODokument2 SeitenFIFOMarta Fuentes LevisNoch keine Bewertungen
- EstadisticaDokument4 SeitenEstadisticaMarta Fuentes LevisNoch keine Bewertungen
- GuiaDokument6 SeitenGuiamomoanakinNoch keine Bewertungen
- Guía de Ejercicios Sexto Año Básico PDFDokument3 SeitenGuía de Ejercicios Sexto Año Básico PDFMarta Fuentes LevisNoch keine Bewertungen
- DatacionDokument6 SeitenDatacionMarta Fuentes LevisNoch keine Bewertungen
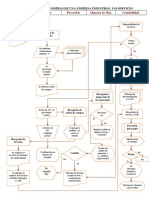
- Flujograma de ComprasDokument1 SeiteFlujograma de ComprasGeraldine Salazar Carrion88% (25)
- InstruccionesDokument2 SeitenInstruccionesMarta Fuentes LevisNoch keine Bewertungen
- Ta 5Dokument7 SeitenTa 5Marta Fuentes Levis0% (2)
- Taller FinanzaDokument10 SeitenTaller FinanzaMarta Fuentes Levis58% (12)
- VENTASDokument8 SeitenVENTASMarta Fuentes Levis100% (2)
- InstruccionesDokument2 SeitenInstruccionesMarta Fuentes LevisNoch keine Bewertungen
- Taller FinanzaDokument10 SeitenTaller FinanzaMarta Fuentes Levis58% (12)
- Ec CuadraticaDokument10 SeitenEc CuadraticaMarta Fuentes LevisNoch keine Bewertungen
- Mrua MrurDokument3 SeitenMrua MrurMarta Fuentes LevisNoch keine Bewertungen
- Ensayo Mate 4toDokument6 SeitenEnsayo Mate 4toEliathNoch keine Bewertungen
- Presas de AlmacenamientoDokument28 SeitenPresas de AlmacenamientoWilmer OHNoch keine Bewertungen
- Instructivo de Tendido - v1Dokument30 SeitenInstructivo de Tendido - v1Juleydi Pineda SaavedraNoch keine Bewertungen
- NMX C 156 Onncce 2010Dokument6 SeitenNMX C 156 Onncce 2010Kota GutmanNoch keine Bewertungen
- Danfos SMV SPDokument8 SeitenDanfos SMV SPJULIO DiazNoch keine Bewertungen
- JUANITODokument9 SeitenJUANITOBICENTENARIO PUENTENoch keine Bewertungen
- Olano - Liz - Spoiler Urbano1Dokument2 SeitenOlano - Liz - Spoiler Urbano1Liz Romina Olano ChoqueNoch keine Bewertungen
- 10 Tendencias para El Sector de ConstrucciónDokument7 Seiten10 Tendencias para El Sector de ConstrucciónJuan Franco SanchezNoch keine Bewertungen
- Habilitación Urbana .El Solar Del Bosque.Dokument24 SeitenHabilitación Urbana .El Solar Del Bosque.Victor Sevincha AlmeronNoch keine Bewertungen
- Diseño de MezclaDokument37 SeitenDiseño de MezclaYahirSantaCruzNúñezNoch keine Bewertungen
- Memoria de Calculo - Zapata PDFDokument31 SeitenMemoria de Calculo - Zapata PDFOsvaldo Candia FrancoNoch keine Bewertungen
- Metrado y Presupuesto Redes PrimariasDokument29 SeitenMetrado y Presupuesto Redes Primariasfernando romero soto100% (1)
- Presentacion CamacolDokument14 SeitenPresentacion CamacolFederico Celis SánchezNoch keine Bewertungen
- Probetas SetiembreDokument9 SeitenProbetas Setiembrecrojasr6Noch keine Bewertungen
- ALBAÑILERIADokument34 SeitenALBAÑILERIAYahaira Yudith BARRIOS PINO0% (1)
- Tema IV (Recuperado) Resistencia de MaterialesDokument32 SeitenTema IV (Recuperado) Resistencia de MaterialesAracely De AriasNoch keine Bewertungen
- Capitulo 13aDokument34 SeitenCapitulo 13aLuisLeyvaMendozaNoch keine Bewertungen
- Memoria Pre Liquidacion-NoDokument141 SeitenMemoria Pre Liquidacion-NoJose SotoNoch keine Bewertungen
- ConstrucciDokument3 SeitenConstruccijtowers_681Noch keine Bewertungen
- Juntas de DilatacionDokument68 SeitenJuntas de DilatacionHomer Yoel Nieto MendozaNoch keine Bewertungen
- CARATULADokument22 SeitenCARATULAdesssiiiNoch keine Bewertungen
- Ladrillo Ecologico Comenzar Tu NegocioDokument12 SeitenLadrillo Ecologico Comenzar Tu NegocioHector Felix Alvarenga100% (1)
- 2020 Planificacion Desarrollo ConstruccionDokument12 Seiten2020 Planificacion Desarrollo ConstruccionMario AlejandreNoch keine Bewertungen
- Simbologia Ingenieria CivilDokument4 SeitenSimbologia Ingenieria CivilArmando Peña47% (15)
- Avaluo Casa Hogar 419Dokument32 SeitenAvaluo Casa Hogar 419Tonatioh Dagoberto Bernal MartinezNoch keine Bewertungen
- Concreto ExpoDokument6 SeitenConcreto ExpoJulian Alejandro Ocampo MoyaNoch keine Bewertungen
- La PiedraDokument19 SeitenLa PiedraTracy Perez TarazonaNoch keine Bewertungen
- 3.0 Espec. Tec. - Sanitarias - EaDokument31 Seiten3.0 Espec. Tec. - Sanitarias - EaAlexis M, Garrido CabanillasNoch keine Bewertungen
- Clase 2 Tipos de Suelos AlbaDokument70 SeitenClase 2 Tipos de Suelos AlbaAxel ZamataNoch keine Bewertungen
- Diseño Cimentaciones Profundas PuentesDokument83 SeitenDiseño Cimentaciones Profundas PuentesJorge AguirreNoch keine Bewertungen