Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- 3.coding of Work Breakdown StructuresDokument2 Seiten3.coding of Work Breakdown StructuresdeepuvargheseNoch keine Bewertungen
- 6.sample Bond Rate ScheduleDokument1 Seite6.sample Bond Rate ScheduledeepuvargheseNoch keine Bewertungen
- 9.working at Heights H of CDokument1 Seite9.working at Heights H of CdeepuvargheseNoch keine Bewertungen
- Project Management Information Systems (Pmis) Factors: An Empirical Study of Their Impact On Project Management Decision Making (PMDM) PerformanceDokument6 SeitenProject Management Information Systems (Pmis) Factors: An Empirical Study of Their Impact On Project Management Decision Making (PMDM) PerformanceNahidul IslamNoch keine Bewertungen
- 1.contract DocumentsDokument1 Seite1.contract DocumentsdeepuvargheseNoch keine Bewertungen
- Stages Objectives Tools and Techniques Key Outputs: Table-Quality SystemsDokument1 SeiteStages Objectives Tools and Techniques Key Outputs: Table-Quality SystemsdeepuvargheseNoch keine Bewertungen
- A Retrieved ReformationDokument8 SeitenA Retrieved Reformationapi-240238937Noch keine Bewertungen
- Bonds Tri-Party AgreementsDokument1 SeiteBonds Tri-Party AgreementsdeepuvargheseNoch keine Bewertungen
- After Twenty Years PDFDokument4 SeitenAfter Twenty Years PDFBasudeb SadhukhanNoch keine Bewertungen
- RIBA Plan of Work 2013 PDFDokument1 SeiteRIBA Plan of Work 2013 PDFnicholasomoding100% (1)
- His Holiness Moran Mor Ignatius Aphrem II SpeechDokument2 SeitenHis Holiness Moran Mor Ignatius Aphrem II SpeechdeepuvargheseNoch keine Bewertungen
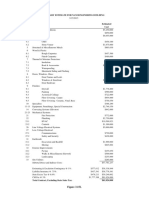
- Summary Estimate For Nanoenginering Building: Figure 3.15LDokument1 SeiteSummary Estimate For Nanoenginering Building: Figure 3.15LdeepuvargheseNoch keine Bewertungen
- Catch Efficiency and Selective Action of Coloured Gill NetsDokument4 SeitenCatch Efficiency and Selective Action of Coloured Gill NetsdeepuvargheseNoch keine Bewertungen
- His Holiness Moran Mor Ignatius Aphrem II SpeechDokument2 SeitenHis Holiness Moran Mor Ignatius Aphrem II SpeechdeepuvargheseNoch keine Bewertungen
- Novena For Work NewDokument12 SeitenNovena For Work NewdeepuvargheseNoch keine Bewertungen
- Chickpea and Spinach SpreadDokument1 SeiteChickpea and Spinach SpreaddeepuvargheseNoch keine Bewertungen
- Ebook PMO EnglishDokument68 SeitenEbook PMO EnglishsudhirNoch keine Bewertungen
- Parumala Thirumeniyodulla Madyastha PrarthanaDokument3 SeitenParumala Thirumeniyodulla Madyastha PrarthanadeepuvargheseNoch keine Bewertungen
- Asme Weld Efficiencies NotesDokument28 SeitenAsme Weld Efficiencies NotesSiva SubramaniNoch keine Bewertungen
- Asme Weld Efficiencies NotesDokument28 SeitenAsme Weld Efficiencies NotesSiva SubramaniNoch keine Bewertungen
- Bubble DeckDokument16 SeitenBubble Deckdeepuvarghese100% (1)
- OneSteel Piping Systems Data ChartDokument18 SeitenOneSteel Piping Systems Data Chartpete0980100% (1)
- Our Father in HeavenDokument1 SeiteOur Father in HeavendeepuvargheseNoch keine Bewertungen
- Guia Diseño CorreasDokument322 SeitenGuia Diseño CorreasbetobenNoch keine Bewertungen
- Our Father in HeavenDokument1 SeiteOur Father in HeavendeepuvargheseNoch keine Bewertungen
- CitesDokument83 SeitenCitesdeepuvargheseNoch keine Bewertungen
- 7.add Comments May God Hear My PrayerDokument1 Seite7.add Comments May God Hear My PrayerdeepuvargheseNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Chapter Wise QuestionsDokument6 SeitenChapter Wise QuestionsDr. B. Sree Giri Prasad100% (2)
- X-ray Absorption Spectroscopy TechniqueDokument74 SeitenX-ray Absorption Spectroscopy TechniqueAnonymous hz3n3HK1RNNoch keine Bewertungen
- 5054 w14 QP 11 PDFDokument20 Seiten5054 w14 QP 11 PDFHaroon GhaniNoch keine Bewertungen
- Mowilith LDM1865 PSDokument2 SeitenMowilith LDM1865 PSDen KazuNoch keine Bewertungen
- Bosch GST 75 E ProfessionalDokument167 SeitenBosch GST 75 E ProfessionalAdriana AlvesNoch keine Bewertungen
- WWW - Ncbi.nlm - Nih.gov Pubmed 15151274Dokument2 SeitenWWW - Ncbi.nlm - Nih.gov Pubmed 15151274Ethan MorganNoch keine Bewertungen
- CamberDokument33 SeitenCamberIES-GATEWizNoch keine Bewertungen
- Chemistry TextDokument45 SeitenChemistry Textariel yana morgaNoch keine Bewertungen
- 3656-3756 ML Brochure GouldsDokument44 Seiten3656-3756 ML Brochure Gouldsjulio.esc7Noch keine Bewertungen
- Multi Component DistillationDokument120 SeitenMulti Component DistillationSamuel Espinoza GarciaNoch keine Bewertungen
- Dry Putty 111Dokument2 SeitenDry Putty 111mahmoud badrNoch keine Bewertungen
- 01 Well Cementing - Day 1 PDFDokument131 Seiten01 Well Cementing - Day 1 PDFام فاطمة البطاط100% (1)
- Ecotoxicology and Environmental Safety: ArticleinfoDokument7 SeitenEcotoxicology and Environmental Safety: ArticleinfoEswin Hernandez ObregonNoch keine Bewertungen
- Uniz Resin Spec PDFDokument11 SeitenUniz Resin Spec PDFYerayNoch keine Bewertungen
- Tài liệu ôn tập tiếng anh 4Dokument7 SeitenTài liệu ôn tập tiếng anh 4Ngọc AmiiNoch keine Bewertungen
- About The Dyes: Dyes For Cellulose FibersDokument4 SeitenAbout The Dyes: Dyes For Cellulose FibersmanqabatNoch keine Bewertungen
- 01 U4 Guided Obj.v.ppDokument5 Seiten01 U4 Guided Obj.v.ppAntehyaNoch keine Bewertungen
- SRS 400 A 475 GPMDokument12 SeitenSRS 400 A 475 GPMrhusseinpos4765Noch keine Bewertungen
- Finish Powerball (1999)Dokument4 SeitenFinish Powerball (1999)Jim SmithNoch keine Bewertungen
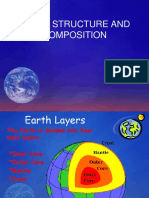
- Structure of The EarthDokument21 SeitenStructure of The EarthKaren DarilaNoch keine Bewertungen
- E. Steam Power Plant - Pe - ExamDokument4 SeitenE. Steam Power Plant - Pe - ExamallovidNoch keine Bewertungen
- Mysore Road Plastic Industry ListDokument6 SeitenMysore Road Plastic Industry ListjafarptrNoch keine Bewertungen
- FoodDrug Interactions Careful Drug Selection Patient CounselingDokument6 SeitenFoodDrug Interactions Careful Drug Selection Patient CounselingmelodythNoch keine Bewertungen
- Dosing PumpsDokument2 SeitenDosing PumpsSherlockNoch keine Bewertungen
- Atomic Structure (AP MC)Dokument4 SeitenAtomic Structure (AP MC)Habiba AbdeenNoch keine Bewertungen
- Polished Rod Clamp Brochure Rev5Dokument2 SeitenPolished Rod Clamp Brochure Rev5Pedro Antonio Mejia SuarezNoch keine Bewertungen
- ADAGEDokument32 SeitenADAGEDSGNoch keine Bewertungen
- Alimentando La Palma, Revisión de La Nutrición de La PalmaDokument97 SeitenAlimentando La Palma, Revisión de La Nutrición de La Palmadarwin ortegaNoch keine Bewertungen
- Micropitting Can Lead To Macro ProblemsDokument2 SeitenMicropitting Can Lead To Macro ProblemsAnonymous alQXB11EgQNoch keine Bewertungen
- Sudharshan Seneviratne 1995Dokument41 SeitenSudharshan Seneviratne 1995darshanieratnawalliNoch keine Bewertungen