Das könnte Ihnen auch gefallen
- Inspection ChecklistDokument1 SeiteInspection ChecklistAli Asim Iftikhar75% (4)
- Campbell Reece Biology 10th Free PDFDokument7 SeitenCampbell Reece Biology 10th Free PDFmalika_00100% (1)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsVon EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsBewertung: 4.5 von 5 Sternen4.5/5 (10)
- D790 02Dokument9 SeitenD790 02Arlene AriasNoch keine Bewertungen
- Aashto M-33-99Dokument5 SeitenAashto M-33-99Ba Lestari Wijanarko100% (1)
- All-in-One Manual of Industrial Piping Practice and MaintenanceVon EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceBewertung: 5 von 5 Sternen5/5 (1)
- Design of Steel Structures: Materials, Connections, and ComponentsVon EverandDesign of Steel Structures: Materials, Connections, and ComponentsNoch keine Bewertungen
- 106T1951 - D Device SummaryDokument63 Seiten106T1951 - D Device SummaryMaulik DaveNoch keine Bewertungen
- B 565 - 04 - Qju2nqDokument3 SeitenB 565 - 04 - Qju2nqmalika_00Noch keine Bewertungen
- B769Dokument4 SeitenB769wpwmhatNoch keine Bewertungen
- Shear Testing of Aluminum and Aluminum-Alloy Rivets and Cold-Heading Wire and RodsDokument3 SeitenShear Testing of Aluminum and Aluminum-Alloy Rivets and Cold-Heading Wire and RodsJefferson Castro AriasNoch keine Bewertungen
- Tensile Stress-Strain of Carbon and Graphite: Standard Test Method ForDokument12 SeitenTensile Stress-Strain of Carbon and Graphite: Standard Test Method Forsj19330Noch keine Bewertungen
- Ductility of Oriented Electrical Steel: Standard Test Method ForDokument2 SeitenDuctility of Oriented Electrical Steel: Standard Test Method Fornvh202148Noch keine Bewertungen
- MTPPT6Dokument31 SeitenMTPPT6EunnicePanaliganNoch keine Bewertungen
- D 4146 - 96 - RdqxndytotyDokument4 SeitenD 4146 - 96 - RdqxndytotyEmre DalgicNoch keine Bewertungen
- Astm F680Dokument3 SeitenAstm F680urielgamizNoch keine Bewertungen
- D 2444 - 99 Rdi0ndqDokument8 SeitenD 2444 - 99 Rdi0ndqHumberto GutierrezNoch keine Bewertungen
- A 416 A416-M - 99Dokument5 SeitenA 416 A416-M - 99Tan Tanju100% (1)
- 5504Dokument10 Seiten5504hhr2412Noch keine Bewertungen
- Astm D5Dokument4 SeitenAstm D5Alejandra Zam100% (1)
- Astm C535Dokument3 SeitenAstm C535Ara Wilda Diaz de GómezNoch keine Bewertungen
- b 557m - 02 عينة الشد المستطيلةDokument19 Seitenb 557m - 02 عينة الشد المستطيلةMohamad Marwan HamwiNoch keine Bewertungen
- Pipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over)Dokument4 SeitenPipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over)Sriniramu SriniramuNoch keine Bewertungen
- Ch1.1.3.3.3.5sect2 - Tensile TestsDokument6 SeitenCh1.1.3.3.3.5sect2 - Tensile Testsalinox chapaNoch keine Bewertungen
- 3600 1Dokument2 Seiten3600 1shanmugasundaram_rNoch keine Bewertungen
- Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating MaterialsDokument11 SeitenFlexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating MaterialsMiriam Siqueiros HernandezNoch keine Bewertungen
- Bolt ProcedureDokument19 SeitenBolt ProcedureMurugan Raja50% (2)
- ASTM (Los Angeles Test)Dokument4 SeitenASTM (Los Angeles Test)Efri DwiyantoNoch keine Bewertungen
- ASTM C 535 03 Abrasion TestDokument3 SeitenASTM C 535 03 Abrasion TestIsmaelMartinezNoch keine Bewertungen
- Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceDokument5 SeitenCold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceJosé Ramón GutierrezNoch keine Bewertungen
- C 1173 - 97 Qzexnzmtotc - PDFDokument4 SeitenC 1173 - 97 Qzexnzmtotc - PDFMung Duong XuanNoch keine Bewertungen
- E190 1044228-1Dokument4 SeitenE190 1044228-1mantra2010Noch keine Bewertungen
- ASTM D6241 (Static Puncture Strength)Dokument6 SeitenASTM D6241 (Static Puncture Strength)Rahmadika Arizal NugrahaNoch keine Bewertungen
- Astm D350.4467-1Dokument10 SeitenAstm D350.4467-1Sundaravaradhan Iyengar100% (1)
- Astm C131Dokument4 SeitenAstm C131Devi Suryono ArselorNoch keine Bewertungen
- D 2951 - 95 - Rdi5ntetukve PDFDokument4 SeitenD 2951 - 95 - Rdi5ntetukve PDFsusanaNoch keine Bewertungen
- Sampling and Procurement Testing of Magnetic Materials: Standard Practice ForDokument4 SeitenSampling and Procurement Testing of Magnetic Materials: Standard Practice ForCharlie ChongNoch keine Bewertungen
- 28b. IS 3600 - 2 - 1985 PDFDokument2 Seiten28b. IS 3600 - 2 - 1985 PDFhhr2412Noch keine Bewertungen
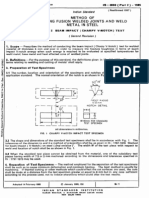
- Comparing Bond Strength of Steel Reinforcing Bars To Concrete Using Beam-End SpecimensDokument4 SeitenComparing Bond Strength of Steel Reinforcing Bars To Concrete Using Beam-End SpecimensJosé Ramón Gutierrez100% (1)
- Testing of Pipe Thread Sealants On Pipe Tees: Standard Test Method ForDokument5 SeitenTesting of Pipe Thread Sealants On Pipe Tees: Standard Test Method ForMarceloNoch keine Bewertungen
- Astm C273-00Dokument4 SeitenAstm C273-00Arash AghagolNoch keine Bewertungen
- Flexible Treated Sleeving Used For Electrical Insulation: Standard Test Methods ForDokument9 SeitenFlexible Treated Sleeving Used For Electrical Insulation: Standard Test Methods Forjamaljamal20Noch keine Bewertungen
- Astm D2290-00Dokument5 SeitenAstm D2290-00T Mathew TholoorNoch keine Bewertungen
- Chromium-Vanadium Alloy Steel Valve Spring Quality Wire: Standard Specification ForDokument4 SeitenChromium-Vanadium Alloy Steel Valve Spring Quality Wire: Standard Specification Forquiensabe0077Noch keine Bewertungen
- Steel Sheet, Metallic Coated and Polymer Precoated For Corrugated Steel PipeDokument4 SeitenSteel Sheet, Metallic Coated and Polymer Precoated For Corrugated Steel PipeGustavo SuarezNoch keine Bewertungen
- API 1104 2014 EditionDokument17 SeitenAPI 1104 2014 EditionekkyNoch keine Bewertungen
- D897 617621-1Dokument3 SeitenD897 617621-1Fernando Cardeño LopezNoch keine Bewertungen
- Astm 416Dokument5 SeitenAstm 416imzee25Noch keine Bewertungen
- Astm A139Dokument6 SeitenAstm A139william_m08100% (1)
- (Astm D790 03Dokument14 Seiten(Astm D790 03Eduardo SNNoch keine Bewertungen
- Astm c131 06 LaavDokument4 SeitenAstm c131 06 LaavRasya FiezaNoch keine Bewertungen
- Flattening of Copper and Copper-Alloy Pipe and Tube: Standard Test Method ForDokument3 SeitenFlattening of Copper and Copper-Alloy Pipe and Tube: Standard Test Method ForErick VargasNoch keine Bewertungen
- B769 112021 2 02 Standard Test Method For Shear Testing of AluminumDokument4 SeitenB769 112021 2 02 Standard Test Method For Shear Testing of AluminumShodji MabungaNoch keine Bewertungen
- Astm C 393Dokument4 SeitenAstm C 393Arash Aghagol0% (1)
- Department of Transportation: California Test 670 February 2011Dokument11 SeitenDepartment of Transportation: California Test 670 February 2011uhu_plus6482Noch keine Bewertungen
- Astm-A938-07 (2016 - 08 - 28 20 - 42 - 39 Utc)Dokument3 SeitenAstm-A938-07 (2016 - 08 - 28 20 - 42 - 39 Utc)aldoking202028Noch keine Bewertungen
- How to prepare Welding Procedures for Oil & Gas PipelinesVon EverandHow to prepare Welding Procedures for Oil & Gas PipelinesBewertung: 5 von 5 Sternen5/5 (1)
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingVon EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNoch keine Bewertungen
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryVon EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryNoch keine Bewertungen
- 8-Trouble ShottingDokument14 Seiten8-Trouble Shottingmalika_00Noch keine Bewertungen
- !indx SaipDokument2 Seiten!indx Saipimrankhan22Noch keine Bewertungen
- Assignment Submission Details: Program / Semester Specialization Course Name Course CodeDokument1 SeiteAssignment Submission Details: Program / Semester Specialization Course Name Course Codemalika_00Noch keine Bewertungen
- 01 Saip 06Dokument7 Seiten01 Saip 06malika_00Noch keine Bewertungen
- 32 Saip 11Dokument9 Seiten32 Saip 11malika_00Noch keine Bewertungen
- 01 Saip 02Dokument6 Seiten01 Saip 02malika_00Noch keine Bewertungen
- Saes G 007Dokument5 SeitenSaes G 007malika_00Noch keine Bewertungen
- 15 Saip 51Dokument5 Seiten15 Saip 51malika_00Noch keine Bewertungen
- 15 Saip 50Dokument5 Seiten15 Saip 50malika_00Noch keine Bewertungen
- 12 Saip 50Dokument5 Seiten12 Saip 50malika_00Noch keine Bewertungen
- 02 Saip 01Dokument6 Seiten02 Saip 01malika_00Noch keine Bewertungen
- Inspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection DepartmentDokument8 SeitenInspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection Departmentaamirtec301100% (1)
- Saes Q 005Dokument10 SeitenSaes Q 005malika_00100% (1)
- Saes B 053Dokument4 SeitenSaes B 053malika_00Noch keine Bewertungen
- Saes A 109Dokument4 SeitenSaes A 109malika_00Noch keine Bewertungen
- Saes A 100Dokument5 SeitenSaes A 100malika_00Noch keine Bewertungen
- Wed Sep 30 18:17:18 1998 Wed Sep 30 18:17:18 1998Dokument1 SeiteWed Sep 30 18:17:18 1998 Wed Sep 30 18:17:18 1998malika_00Noch keine Bewertungen
- B 926 - 03 - QjkyngDokument2 SeitenB 926 - 03 - Qjkyngmalika_00Noch keine Bewertungen
- B 646 - 97 - Qjy0ni05nwDokument5 SeitenB 646 - 97 - Qjy0ni05nwmalika_00Noch keine Bewertungen
- Vap Premium: Rapid Steam GeneratorDokument2 SeitenVap Premium: Rapid Steam GeneratorMahmoud AliNoch keine Bewertungen
- TyreDokument24 SeitenTyrepRAMOD g pATOLENoch keine Bewertungen
- 2160654Dokument53 Seiten2160654MemoPalacioNoch keine Bewertungen
- Delphi Mt88 Engine Control ModuleDokument2 SeitenDelphi Mt88 Engine Control ModuleAngelJoseNoch keine Bewertungen
- Renovation of Maids Room Drawings-Palm Villa-230117Dokument10 SeitenRenovation of Maids Room Drawings-Palm Villa-230117Shahid FarooqNoch keine Bewertungen
- Septic TanksDokument6 SeitenSeptic TanksJustin MusopoleNoch keine Bewertungen
- JaiDokument2 SeitenJaijaisminhasNoch keine Bewertungen
- I3 MEGA Quick GuideDokument1 SeiteI3 MEGA Quick GuideJuan Manuel TalaveraNoch keine Bewertungen
- Metal WindowsDokument21 SeitenMetal Windowsshubhankar mishraNoch keine Bewertungen
- Cares Post-Tensioned Concrete FloorsDokument12 SeitenCares Post-Tensioned Concrete FloorsLau Kim HwaNoch keine Bewertungen
- A70 Chassis Collision Repair Manual PDFDokument79 SeitenA70 Chassis Collision Repair Manual PDFstevencychenNoch keine Bewertungen
- Fault Code InverterDokument11 SeitenFault Code InverterHuawei HuaweiNoch keine Bewertungen
- Effect of Sand Grading On Characteristics of MortarDokument48 SeitenEffect of Sand Grading On Characteristics of Mortarmaniram7100% (4)
- FCI - ST80-SeriesDokument12 SeitenFCI - ST80-Seriesabdulkidwai2009Noch keine Bewertungen
- AHTN2022 CHAPTER39 wNOTESDokument17 SeitenAHTN2022 CHAPTER39 wNOTESdoookaNoch keine Bewertungen
- Recent Advances in Graphene-Based Nanocomposites For Automotive and Off-Highway Vehicle ApplicationsDokument34 SeitenRecent Advances in Graphene-Based Nanocomposites For Automotive and Off-Highway Vehicle ApplicationsAg PradhiNoch keine Bewertungen
- Ir CompDokument94 SeitenIr CompmahaveenNoch keine Bewertungen
- Material Safety Data Sheet Product Name: SUPER-D: HAZARD RATING: 0-Minimal 1-Slight 2-Moderate 3-High 4-ExtremeDokument1 SeiteMaterial Safety Data Sheet Product Name: SUPER-D: HAZARD RATING: 0-Minimal 1-Slight 2-Moderate 3-High 4-Extremeinfoifsma_vadodaraNoch keine Bewertungen
- Combined Instrument Transformers Ivokt TMCDokument8 SeitenCombined Instrument Transformers Ivokt TMCRamzan100% (1)
- 8 p1517 1550 FH - en PDFDokument34 Seiten8 p1517 1550 FH - en PDFfarid kerroucheNoch keine Bewertungen
- Electric Sprayers: Graco's Complete Line of Professional Electric Airless SprayersDokument24 SeitenElectric Sprayers: Graco's Complete Line of Professional Electric Airless SprayersCalidad SteelexNoch keine Bewertungen
- 1 The Diagram Shows A Kettle of Boiling Water.: SublimationDokument13 Seiten1 The Diagram Shows A Kettle of Boiling Water.: SublimationNethuni KumarasingheNoch keine Bewertungen
- MMMM Co Located Show Exhibtor List 2022Dokument12 SeitenMMMM Co Located Show Exhibtor List 2022Aamir SaleemNoch keine Bewertungen
- (Environmental Engineering Vol. 2) Santosh Kumar Garg - SEWAGE DISPOSAL and AIR POLLUTION ENGINEERING. 2-Khanna Publishers (2012)Dokument1.016 Seiten(Environmental Engineering Vol. 2) Santosh Kumar Garg - SEWAGE DISPOSAL and AIR POLLUTION ENGINEERING. 2-Khanna Publishers (2012)syed tabNoch keine Bewertungen
- CR800 Hybrid Low ResDokument8 SeitenCR800 Hybrid Low RestappannNoch keine Bewertungen
- 2Dokument60 Seiten2Al-Amin RazakNoch keine Bewertungen
- Heavy Fuel OilsDokument114 SeitenHeavy Fuel Oilsrenatomico2Noch keine Bewertungen
- Buckling and Postbuckling of Beams, Plates, and ShellsDokument8 SeitenBuckling and Postbuckling of Beams, Plates, and Shellslalo198Noch keine Bewertungen