Das könnte Ihnen auch gefallen
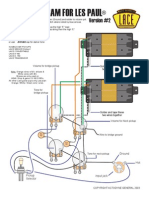
- Wiring Diagram For Les Paul: Version #2Dokument1 SeiteWiring Diagram For Les Paul: Version #2okr15Noch keine Bewertungen
- Control Chart RulesDokument17 SeitenControl Chart Rulesbruno_inácioNoch keine Bewertungen
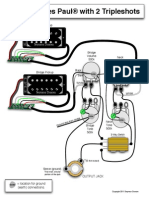
- Standard Les Paul® With 2 Tripleshots: Seymour DuncanDokument1 SeiteStandard Les Paul® With 2 Tripleshots: Seymour Duncanokr15Noch keine Bewertungen
- Treble Bleed Mods: Normal Volume Pot Wiring Wiring With Treble Bleed CapDokument3 SeitenTreble Bleed Mods: Normal Volume Pot Wiring Wiring With Treble Bleed Capokr15Noch keine Bewertungen
- RC Guitars 1950s Les Paul Style Wiring DiagramDokument1 SeiteRC Guitars 1950s Les Paul Style Wiring Diagramokr15Noch keine Bewertungen
- RocksmithConfiguration PDFDokument17 SeitenRocksmithConfiguration PDFFoulKing62Noch keine Bewertungen
- ZakkWylde WiringDokument1 SeiteZakkWylde Wiringokr150% (1)
- CF Diagram Les Paul StandardDokument1 SeiteCF Diagram Les Paul Standardokr15Noch keine Bewertungen
- R C Guitars Les Paul Style 3 Way Toggle Switch Wiring DiagramDokument1 SeiteR C Guitars Les Paul Style 3 Way Toggle Switch Wiring Diagramokr15Noch keine Bewertungen
- RC Guitars 1950s Les Paul Style Wiring DiagramDokument1 SeiteRC Guitars 1950s Les Paul Style Wiring Diagramokr15Noch keine Bewertungen
- Wiring Diagram For Les Paul: Version #2Dokument1 SeiteWiring Diagram For Les Paul: Version #2okr15Noch keine Bewertungen
- Smed FormsDokument11 SeitenSmed Formsokr15100% (1)
- Wiring Diagram For Les Paul: Version #2Dokument1 SeiteWiring Diagram For Les Paul: Version #2okr15Noch keine Bewertungen
- RC Guitars Les Paul Standard Style Wiring Diagram v2Dokument1 SeiteRC Guitars Les Paul Standard Style Wiring Diagram v2okr15Noch keine Bewertungen
- Blues Jam ChartsDokument31 SeitenBlues Jam Chartsokr15100% (2)
- Plain Staff Paper 1Dokument1 SeitePlain Staff Paper 1okr15Noch keine Bewertungen
- CF Diagram Les Paul StandardDokument1 SeiteCF Diagram Les Paul Standardokr15Noch keine Bewertungen
- Staff and Chord ChartDokument1 SeiteStaff and Chord Chartokr15Noch keine Bewertungen
- Tech Notes: "The ABC's of Implementing Fast Press Changeover Using The SMED Discipline."Dokument54 SeitenTech Notes: "The ABC's of Implementing Fast Press Changeover Using The SMED Discipline."okr15Noch keine Bewertungen
- SMED PPT EditedDokument28 SeitenSMED PPT EditedPrashant Gaurav100% (1)
- Informe Final de Proyecto de Investigación Seis Sigma Una Estrategia de Calidad en La Edificación Six Sigma Quality in A Strategy BuildingDokument9 SeitenInforme Final de Proyecto de Investigación Seis Sigma Una Estrategia de Calidad en La Edificación Six Sigma Quality in A Strategy Buildingokr15Noch keine Bewertungen
- Blues Jam ChartsDokument31 SeitenBlues Jam Chartsokr15100% (2)
- Six Sigma Design and Statistical Tolerance AnalysisDokument10 SeitenSix Sigma Design and Statistical Tolerance Analysisokr15Noch keine Bewertungen
- SMED PPT EditedDokument28 SeitenSMED PPT EditedPrashant Gaurav100% (1)
- Mistake SampleDokument9 SeitenMistake Sampleokr15Noch keine Bewertungen
- 3P SampleDokument8 Seiten3P Sampleokr15Noch keine Bewertungen
- Modifiable Skills MatrixDokument178 SeitenModifiable Skills Matrixokr15Noch keine Bewertungen
- A B C D E F G H I: Plant Claims (USD) Sales (USD) % ON Sales 0.10 0.12 0.19 0.13 0.03 0.04 0.07 0.05 0.18Dokument1 SeiteA B C D E F G H I: Plant Claims (USD) Sales (USD) % ON Sales 0.10 0.12 0.19 0.13 0.03 0.04 0.07 0.05 0.18okr15Noch keine Bewertungen
- Smed FormsDokument11 SeitenSmed Formsokr15100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- s1fnmdl3sm PDFDokument26 Seitens1fnmdl3sm PDFmn_aminNoch keine Bewertungen
- Pdca Cycle Problem SolvedDokument3 SeitenPdca Cycle Problem Solvedjose luisNoch keine Bewertungen
- BemlDokument46 SeitenBemlrushabhNoch keine Bewertungen
- TR33 0298Dokument4 SeitenTR33 0298N ANoch keine Bewertungen
- 300-430-ENWLSI Implementing Cisco Enterprise Wireless Networks PDFDokument3 Seiten300-430-ENWLSI Implementing Cisco Enterprise Wireless Networks PDFEdu100% (1)
- Cooling Tower Fan#1 Breakdown/Maintenance Report: Site Name: Tata Metaliks Ltd. (1 X 10 MW CPP)Dokument4 SeitenCooling Tower Fan#1 Breakdown/Maintenance Report: Site Name: Tata Metaliks Ltd. (1 X 10 MW CPP)amresh kumar tiwariNoch keine Bewertungen
- Microstrip Patch Antenna DesignDokument19 SeitenMicrostrip Patch Antenna DesignNgoc Lan Nguyen50% (2)
- Flying Qualities CriteriaDokument24 SeitenFlying Qualities CriteriajoereisNoch keine Bewertungen
- Series 3501 & 3503Dokument4 SeitenSeries 3501 & 3503Tim Stubbs100% (2)
- ESB Networks Contractor Safety RegulationsDokument68 SeitenESB Networks Contractor Safety RegulationsvhlactaotaoNoch keine Bewertungen
- 9365Dokument69 Seiten9365Kivanc NEROGLUNoch keine Bewertungen
- LECTURE 5 Cor 1Dokument44 SeitenLECTURE 5 Cor 1teamrelax75% (4)
- Toyota GD Series Diesel Engines: Eugenio, 77Dokument16 SeitenToyota GD Series Diesel Engines: Eugenio, 77Sutikno100% (4)
- HARMAN Infinity Processing White PaperDokument2 SeitenHARMAN Infinity Processing White PaperSound Technology LtdNoch keine Bewertungen
- Torre Sauter 0 - 5 - 320 - 025 - 4 PDFDokument27 SeitenTorre Sauter 0 - 5 - 320 - 025 - 4 PDFGuiNoch keine Bewertungen
- Ratings Remote-Mounted DFR: Powershift Transmissions Funk Drivetrain SpecificationsDokument2 SeitenRatings Remote-Mounted DFR: Powershift Transmissions Funk Drivetrain SpecificationsJIM CAMPBELL100% (1)
- Difference Between Nm3 Vs Sm3Dokument1 SeiteDifference Between Nm3 Vs Sm3Arun kumarNoch keine Bewertungen
- Eurotrace Installation Instructions: Installation On A PipeDokument6 SeitenEurotrace Installation Instructions: Installation On A PipeNicolas150956Noch keine Bewertungen
- 2017 Tel 1608Dokument47 Seiten2017 Tel 1608Alvaro Torres BozzoNoch keine Bewertungen
- Examen MesaDokument14 SeitenExamen MesaFernando QuirogaNoch keine Bewertungen
- Ms6001b Operation DescriptionDokument53 SeitenMs6001b Operation Descriptionprasad503486% (7)
- Textile Shop Management SystemDokument6 SeitenTextile Shop Management SystemVedha TechnologiesNoch keine Bewertungen
- An Assignment On Double Chute Feed SystemDokument11 SeitenAn Assignment On Double Chute Feed SystemShawan Roy100% (1)
- Reinforced Concrete Design BS 8110Dokument15 SeitenReinforced Concrete Design BS 8110Kutty Mansoor75% (4)
- Argus Dual System Pi enDokument2 SeitenArgus Dual System Pi enfahmi1987Noch keine Bewertungen
- Build Your First Mobile Flex Application: Lab ExercisesDokument37 SeitenBuild Your First Mobile Flex Application: Lab ExercisesSrdjan MarjanovicNoch keine Bewertungen
- Am 3517Dokument221 SeitenAm 3517mudit9_mNoch keine Bewertungen
- The Principles of Pulp Washing - PdfaDokument9 SeitenThe Principles of Pulp Washing - Pdfashabi049Noch keine Bewertungen
- AK30 NC Turret User ManualDokument7 SeitenAK30 NC Turret User ManualgsergeyulnNoch keine Bewertungen
- Pds Microstran LTR en LRDokument2 SeitenPds Microstran LTR en LRthaoNoch keine Bewertungen