Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- User Requirement Specification For SAP Quality Management V - 2 - Lub-Reff - 25.03.21 - MOHUADokument17 SeitenUser Requirement Specification For SAP Quality Management V - 2 - Lub-Reff - 25.03.21 - MOHUAA.H.M Hafiul AzizNoch keine Bewertungen
- Jet 16 CH2 Maintenance Manual - 0208228763025Dokument40 SeitenJet 16 CH2 Maintenance Manual - 0208228763025GSE CNF RealaviationNoch keine Bewertungen
- CIMACDokument66 SeitenCIMACJarot PrakosoNoch keine Bewertungen
- O&M Manual For New D Series CPCB-II Diesel EngiDokument71 SeitenO&M Manual For New D Series CPCB-II Diesel EngiGOPAL DIXIT67% (3)
- s46mcc8 PDFDokument385 Seitens46mcc8 PDFvivekt5100% (1)
- Deutz TCD 2013 L06 4V User ManualDokument80 SeitenDeutz TCD 2013 L06 4V User ManualBojan Kitanovski100% (7)
- Manual de Oficina Pc150Dokument693 SeitenManual de Oficina Pc150Lucas Solon Solon100% (2)
- D6224Dokument13 SeitenD6224rimi7al100% (1)
- Concept Mill 155 en Beschr ADokument74 SeitenConcept Mill 155 en Beschr ATânNguyễn100% (2)
- Friction in IC EnginesDokument27 SeitenFriction in IC EnginesRobinson Prabu100% (1)
- Fatihah ArwahDokument4 SeitenFatihah ArwahAneka Sablon100% (1)
- Beberapa Sholawat Plus Istighfar RojabDokument159 SeitenBeberapa Sholawat Plus Istighfar RojabAneka Sablon100% (6)
- CorelDRAW Graphics Suite X3Dokument1 SeiteCorelDRAW Graphics Suite X3Aneka SablonNoch keine Bewertungen
- Blocking IssuesDokument1 SeiteBlocking Issuessaravanan_saptcNoch keine Bewertungen
- Fold Res HistoryDokument1 SeiteFold Res HistoryAneka SablonNoch keine Bewertungen
- Daftar Tombol Pintas Pada Adobe PhotoshopDokument2 SeitenDaftar Tombol Pintas Pada Adobe PhotoshopAneka SablonNoch keine Bewertungen
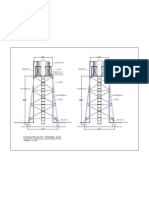
- TAMPKDEPANTOWERDokument1 SeiteTAMPKDEPANTOWERYoga PradanaNoch keine Bewertungen
- Daftar Tombol Pintas Pada Adobe PhotoshopDokument2 SeitenDaftar Tombol Pintas Pada Adobe PhotoshopAneka SablonNoch keine Bewertungen
- West Sumatra Tourism ManinjauDokument1 SeiteWest Sumatra Tourism ManinjauAneka SablonNoch keine Bewertungen
- Jasakirim From Jabodetabek Jawa Sumatra BaliDokument177 SeitenJasakirim From Jabodetabek Jawa Sumatra BaliAneka SablonNoch keine Bewertungen
- Daftar Harga Sniper Digital PrintingDokument4 SeitenDaftar Harga Sniper Digital PrintingAneka SablonNoch keine Bewertungen
- Aurora PumpDokument12 SeitenAurora PumpJusto LopezNoch keine Bewertungen
- Lube Spec 682 C9 E3 - 07.2014Dokument2 SeitenLube Spec 682 C9 E3 - 07.2014Adi MNoch keine Bewertungen
- Kluberplex AG 11 462 eDokument2 SeitenKluberplex AG 11 462 eseegna100% (2)
- Daphne Bearing Grease EP Series: Lubricant Product InformationDokument2 SeitenDaphne Bearing Grease EP Series: Lubricant Product InformationSadid ShahzadNoch keine Bewertungen
- LP2 Lubrication Pinion For Lubrication of Open Girth Gears, Tooth Wheels and Gear RodsDokument44 SeitenLP2 Lubrication Pinion For Lubrication of Open Girth Gears, Tooth Wheels and Gear RodsThanhluan NguyenNoch keine Bewertungen
- LUBE Oil AssignmentDokument6 SeitenLUBE Oil Assignmentkhansasultan333Noch keine Bewertungen
- Extend The Lifetime of Large Gear Drives: SKF Grease Spraying System For Large Open GearsDokument8 SeitenExtend The Lifetime of Large Gear Drives: SKF Grease Spraying System For Large Open GearstranceinttNoch keine Bewertungen
- Chapter 12 Lubrication and Journal Bearings Oct 22, 2019Dokument17 SeitenChapter 12 Lubrication and Journal Bearings Oct 22, 2019Andres Alberto Osorio YupanquiNoch keine Bewertungen
- CP - Original Lubricants PDFDokument4 SeitenCP - Original Lubricants PDFJan HendriksNoch keine Bewertungen
- Meb 0300 062 - HDokument39 SeitenMeb 0300 062 - HRui Pedro Pereira100% (1)
- Yim018x AnnualbookASTM StandardDokument14 SeitenYim018x AnnualbookASTM StandardMohammed Gabr AgamyNoch keine Bewertungen
- Lubricating Systems For Rigid PVC: Joseph Williams, Julia A. Falter and Kenneth GeickDokument9 SeitenLubricating Systems For Rigid PVC: Joseph Williams, Julia A. Falter and Kenneth GeickNam NguyenNoch keine Bewertungen
- Compound 111Dokument4 SeitenCompound 111Ariel Martinez NNoch keine Bewertungen
- COGELSA Food Industry Catalogue LDDokument9 SeitenCOGELSA Food Industry Catalogue LDandriyanto.wisnuNoch keine Bewertungen
- FKL BearingsDokument41 SeitenFKL BearingsTiberiu MunteanuNoch keine Bewertungen
- Oloa 4994CDokument2 SeitenOloa 4994Csafindit50% (2)
- WG Instruction ManualDokument84 SeitenWG Instruction ManualsercopetrolNoch keine Bewertungen
- Lubricant AND ITS HISTORYDokument2 SeitenLubricant AND ITS HISTORYPaul AbonitaNoch keine Bewertungen
- Durability of ZDDP Tribofilms Formed in DLC/DLC ContactsDokument10 SeitenDurability of ZDDP Tribofilms Formed in DLC/DLC ContactsRain HeinNoch keine Bewertungen
- Tip Seal Study LeakeageDokument9 SeitenTip Seal Study LeakeageAlvaro BricioNoch keine Bewertungen