Das könnte Ihnen auch gefallen
- MAG Welding SteelDokument2 SeitenMAG Welding Steelvenkatesh_1829Noch keine Bewertungen
- Case StudyDokument8 SeitenCase Studyvenkatesh_1829Noch keine Bewertungen
- KIADB BangaloreDokument160 SeitenKIADB Bangalorevenkatesh_1829100% (1)
- Directory of Suppliers To Cement Industry PDFDokument0 SeitenDirectory of Suppliers To Cement Industry PDFvenkatesh_1829100% (1)
- KIADB Booklet 22feb11 Mysore Dist.Dokument11 SeitenKIADB Booklet 22feb11 Mysore Dist.venkatesh_1829Noch keine Bewertungen
- BHEL Suppliers ListDokument27 SeitenBHEL Suppliers Listvenkatesh_1829Noch keine Bewertungen
- Organisations in Sheet1Dokument28 SeitenOrganisations in Sheet1venkatesh_1829Noch keine Bewertungen
- Alphabetical List of CompaniesDokument24 SeitenAlphabetical List of Companiesapi-380892568% (37)
- COMPANY ADDRESSDokument1.578 SeitenCOMPANY ADDRESSvenkatesh_1829100% (2)
- Official Journal 14092012 Part IDokument366 SeitenOfficial Journal 14092012 Part Ivenkatesh_1829Noch keine Bewertungen
- Database For Trade InquiryDokument60 SeitenDatabase For Trade Inquiryvenkatesh_182983% (6)
- COmpanies Above 20 CR 20130927Dokument36 SeitenCOmpanies Above 20 CR 20130927venkatesh_1829Noch keine Bewertungen
- Untitled 1Dokument2 SeitenUntitled 1venkatesh_1829Noch keine Bewertungen
- Database For Trade InquiryDokument60 SeitenDatabase For Trade Inquiryvenkatesh_182983% (6)
- Auto Expo 2010 Product DetailsDokument60 SeitenAuto Expo 2010 Product DetailsAbhijeet Kulshreshtha100% (2)
- Major Existing Client List (New)Dokument1 SeiteMajor Existing Client List (New)venkatesh_1829Noch keine Bewertungen
- Top IT Companies in IndiaDokument15 SeitenTop IT Companies in Indiavenkatesh_1829Noch keine Bewertungen
- 4987234Dokument7 Seiten4987234venkatesh_1829Noch keine Bewertungen
- Fmai 5 PDFDokument53 SeitenFmai 5 PDFvenkatesh_1829Noch keine Bewertungen
- SampledbDokument201 SeitenSampledbvenkatesh_1829100% (1)
- BangaloreDokument6.348 SeitenBangalorevenkatesh_1829Noch keine Bewertungen
- CRMDokument147 SeitenCRMvenkatesh_1829Noch keine Bewertungen
- eCard@Medicare PDFDokument1 SeiteeCard@Medicare PDFvenkatesh_1829Noch keine Bewertungen
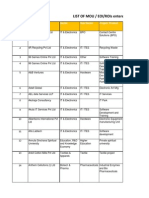
- LIST OF MOU / EOI/ROIs ENTERED DURING GLOBALDokument171 SeitenLIST OF MOU / EOI/ROIs ENTERED DURING GLOBALvenkatesh_182933% (3)
- Top 40 Indian Company Names from SpreadsheetDokument1.252 SeitenTop 40 Indian Company Names from Spreadsheetvenkatesh_182980% (5)
- HaryanaDokument82 SeitenHaryanavpilania2008Noch keine Bewertungen
- Karnatakam PDFDokument19 SeitenKarnatakam PDFvenkatesh_18290% (1)
- List of Dealers in NoidaDokument240 SeitenList of Dealers in NoidaAparna Pande67% (3)
- SupplychainDokument58 SeitenSupplychainvenkatesh_1829Noch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Five Years PlanDokument25 SeitenFive Years PlanGautam SinghNoch keine Bewertungen
- Lot 5 Kitgum BoqDokument99 SeitenLot 5 Kitgum BoqReagan MulumbaNoch keine Bewertungen
- PSC Internship Policy and Guidelines For The Public Service May 2016Dokument53 SeitenPSC Internship Policy and Guidelines For The Public Service May 2016francismonda832Noch keine Bewertungen
- Flow Chart DMDokument6 SeitenFlow Chart DMFritz Andre PrimacioNoch keine Bewertungen
- Mattress Firm LawsuitDokument10 SeitenMattress Firm LawsuitNeal McNamaraNoch keine Bewertungen
- Sebi Rationalises Insider Trading Regulations 1Dokument16 SeitenSebi Rationalises Insider Trading Regulations 1Navya BhandariNoch keine Bewertungen
- Organization Communication - Applying Human Relation TheoryDokument15 SeitenOrganization Communication - Applying Human Relation TheoryBella Stellina100% (2)
- Bharti Axa ProjectDokument59 SeitenBharti Axa ProjectChirag NathaniNoch keine Bewertungen
- Bba 302-HRM NotesDokument16 SeitenBba 302-HRM NotesTMU Faculty Mr.Vibhor Jain100% (1)
- 2011 Global Immigration TargetsDokument23 Seiten2011 Global Immigration TargetsMontreal GazetteNoch keine Bewertungen
- Antidote To Corruption - PresentationDokument41 SeitenAntidote To Corruption - Presentationmae niagaraNoch keine Bewertungen
- PDFContent 4 PDFDokument4 SeitenPDFContent 4 PDFphone2hireNoch keine Bewertungen
- Sony INFODokument13 SeitenSony INFOUrvashi PetkarNoch keine Bewertungen
- Importance of Work in SocietyDokument7 SeitenImportance of Work in SocietyRenato Suarez SosaNoch keine Bewertungen
- COST REDUCTION - Building EconomicsDokument28 SeitenCOST REDUCTION - Building EconomicsAyushi VermaNoch keine Bewertungen
- Schilt Wiswall Gender Transitions 2008Dokument28 SeitenSchilt Wiswall Gender Transitions 2008cag22k2Noch keine Bewertungen
- Australian Hardware: Performance Management TrainingDokument14 SeitenAustralian Hardware: Performance Management TrainingAna Paula VianaNoch keine Bewertungen
- OGDC Internship Report SummaryDokument33 SeitenOGDC Internship Report SummarySarang RathoreNoch keine Bewertungen
- CBMS Form 2 Family Income SourcesDokument29 SeitenCBMS Form 2 Family Income SourcesFahad AkmadNoch keine Bewertungen
- Career EssayDokument7 SeitenCareer EssaySarah Friedman67% (3)
- United States Court of Appeals Second Circuit.: No. 449, Docket 31955Dokument8 SeitenUnited States Court of Appeals Second Circuit.: No. 449, Docket 31955Scribd Government DocsNoch keine Bewertungen
- Understanding fixed and variable pay components in employee compensationDokument3 SeitenUnderstanding fixed and variable pay components in employee compensationSabarish .SNoch keine Bewertungen
- Three Myths About Codes of Engineering EthicsDokument8 SeitenThree Myths About Codes of Engineering EthicsspylairzNoch keine Bewertungen
- Historical Ethical DilemmasDokument9 SeitenHistorical Ethical DilemmasStephanie ElliottNoch keine Bewertungen
- Masan Group Strategy Formulation and Implementation Student ReportDokument67 SeitenMasan Group Strategy Formulation and Implementation Student ReportLan Anh PhạmNoch keine Bewertungen
- Labrel Case DigestsDokument29 SeitenLabrel Case DigestsJemaineNoch keine Bewertungen
- Pinoy Paarazzi Vol 8 Issue 84 July 08 - 09, 2015Dokument12 SeitenPinoy Paarazzi Vol 8 Issue 84 July 08 - 09, 2015pinoyparazziNoch keine Bewertungen
- 14 Principles of Henri FayolDokument2 Seiten14 Principles of Henri FayolSheeren Sitara ChelladuraiNoch keine Bewertungen
- Relationship between rewards, recognition and employee motivationDokument5 SeitenRelationship between rewards, recognition and employee motivationMuhammad Mubasher Rafique75% (4)
- Course Syllabus in Human Resource Management: Minane Concepcion, TarlacDokument9 SeitenCourse Syllabus in Human Resource Management: Minane Concepcion, TarlacEi-Ei EsguerraNoch keine Bewertungen