Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Biological Materials Structure and PropertiesDokument206 SeitenBiological Materials Structure and PropertiesDulce Job BenitezNoch keine Bewertungen
- Human at Mars PDFDokument55 SeitenHuman at Mars PDFVuningoma BoscoNoch keine Bewertungen
- (the Lean Guidebook Series) Mascitelli, Ronald_ Mascitelli, Ronald-The Lean Design Guidebook _ Everything Your Product Development Team Needs to Slash Manufacturing Cost-Technology Perspectives (2004)Dokument320 Seiten(the Lean Guidebook Series) Mascitelli, Ronald_ Mascitelli, Ronald-The Lean Design Guidebook _ Everything Your Product Development Team Needs to Slash Manufacturing Cost-Technology Perspectives (2004)patilssp100% (1)
- Operations ResearchDokument5 SeitenOperations ResearchZheejae Lao-atenNoch keine Bewertungen
- Motion of Particles in FluidDokument26 SeitenMotion of Particles in FluidSubakti HungNoch keine Bewertungen
- Fourier Transform TablesDokument9 SeitenFourier Transform TablesOrder17Noch keine Bewertungen
- Quiz Contest - Imtex 2019Dokument1 SeiteQuiz Contest - Imtex 2019patilssp0% (1)
- Circular AvishkarDokument1 SeiteCircular AvishkarpatilsspNoch keine Bewertungen
- Pro Engineering Educator 1Dokument10 SeitenPro Engineering Educator 1patilsspNoch keine Bewertungen
- DFGRTDokument11 SeitenDFGRTpatilsspNoch keine Bewertungen
- MFG Tooling - 10 Prog Tools-2 PDFDokument11 SeitenMFG Tooling - 10 Prog Tools-2 PDFFlo FlorinNoch keine Bewertungen
- Press Tool Design CourseDokument2 SeitenPress Tool Design CoursepatilsspNoch keine Bewertungen
- DFGDokument12 SeitenDFGpatilsspNoch keine Bewertungen
- FSW A DenquinDokument24 SeitenFSW A DenquinpatilsspNoch keine Bewertungen
- AICTE Norms - Engg. CourseDokument18 SeitenAICTE Norms - Engg. CoursejeysamNoch keine Bewertungen
- T 50102117121Dokument5 SeitenT 50102117121patilsspNoch keine Bewertungen
- WDokument11 SeitenWpatilsspNoch keine Bewertungen
- Modrobs VeDokument38 SeitenModrobs VepatilsspNoch keine Bewertungen
- RPDokument10 SeitenRPpatilsspNoch keine Bewertungen
- EScholarship 51r6b592Dokument10 SeitenEScholarship 51r6b592patilsspNoch keine Bewertungen
- The Great Chhatrapati Shivaji MaharajDokument14 SeitenThe Great Chhatrapati Shivaji MaharajpatilsspNoch keine Bewertungen
- IC Workshop Materials 09 - Rapid Prototyping & Manufacturing TechnologiesDokument33 SeitenIC Workshop Materials 09 - Rapid Prototyping & Manufacturing TechnologiespatilsspNoch keine Bewertungen
- Aluminum 7075: Microstructure and Current Research Through The Use of In-Situ X-Ray DiffractionDokument20 SeitenAluminum 7075: Microstructure and Current Research Through The Use of In-Situ X-Ray DiffractionOliveira400Noch keine Bewertungen
- Admission 2014-15 Brochure FinalDokument34 SeitenAdmission 2014-15 Brochure FinalArchana RajanNoch keine Bewertungen
- IiuuDokument6 SeitenIiuuRavi ShankarNoch keine Bewertungen
- Proceedings of The Institution of Mechanical Engineers, Part B - Journal of Engineering Manufacture-2010-Rajakumar-1175-91Dokument18 SeitenProceedings of The Institution of Mechanical Engineers, Part B - Journal of Engineering Manufacture-2010-Rajakumar-1175-91patilsspNoch keine Bewertungen
- InTech-Reverse Engineering and Fem Analysis For Mechanical Strength Evaluation of Complete Dentures A Case Study PDFDokument15 SeitenInTech-Reverse Engineering and Fem Analysis For Mechanical Strength Evaluation of Complete Dentures A Case Study PDFpatilsspNoch keine Bewertungen
- FSPDokument1 SeiteFSPpatilsspNoch keine Bewertungen
- Aluminum 7075: Microstructure and Current Research Through The Use of In-Situ X-Ray DiffractionDokument20 SeitenAluminum 7075: Microstructure and Current Research Through The Use of In-Situ X-Ray DiffractionOliveira400Noch keine Bewertungen
- 1 s2.0 S221282711300512X MainDokument6 Seiten1 s2.0 S221282711300512X MainpatilsspNoch keine Bewertungen
- AAM Joining 3 Friction Stir WeldingDokument15 SeitenAAM Joining 3 Friction Stir WeldingpatilsspNoch keine Bewertungen
- Advising Flow ChartDokument1 SeiteAdvising Flow ChartpatilsspNoch keine Bewertungen
- Introduction to Noise and Vibration Control CourseDokument4 SeitenIntroduction to Noise and Vibration Control CoursepatilsspNoch keine Bewertungen
- Marking Scheme Physics Trial SPM SBP 2016 Paper 3Dokument6 SeitenMarking Scheme Physics Trial SPM SBP 2016 Paper 3Anonymous UypCttWNoch keine Bewertungen
- 16.100 Take-Home Exam SolutionsDokument3 Seiten16.100 Take-Home Exam SolutionslarasmoyoNoch keine Bewertungen
- 79 PDFDokument4 Seiten79 PDFHolayilNoch keine Bewertungen
- Determination of The Diffraction Intensity at Slit and Double Slit SystemsDokument5 SeitenDetermination of The Diffraction Intensity at Slit and Double Slit SystemsJose Galvan100% (1)
- Internal Resistance and Combinations of CellsDokument10 SeitenInternal Resistance and Combinations of CellsSukoon Sarin67% (3)
- Bhavans Public School, Doha - Qatar: Model Question Paper 2016-17 MathematicsDokument4 SeitenBhavans Public School, Doha - Qatar: Model Question Paper 2016-17 MathematicsSanthosh KrishnanNoch keine Bewertungen
- Hiad 2Dokument15 SeitenHiad 2Hrishikesh JoshiNoch keine Bewertungen
- Egee 101 Reflective Essay 1Dokument3 SeitenEgee 101 Reflective Essay 1api-142590237Noch keine Bewertungen
- Soil Testing Procedures For Calcareous SoilsDokument5 SeitenSoil Testing Procedures For Calcareous SoilsDoThanhTungNoch keine Bewertungen
- Electrical Engineering BA (B), Analog Electronics, ET065G 6 Credits ET064G 7.5 CreditsDokument43 SeitenElectrical Engineering BA (B), Analog Electronics, ET065G 6 Credits ET064G 7.5 Creditsdev-nullNoch keine Bewertungen
- Teknik Menjawab KIMIA 2011Dokument73 SeitenTeknik Menjawab KIMIA 2011Nur HakimNoch keine Bewertungen
- Atomic Structure and Fundamental ParticlesDokument32 SeitenAtomic Structure and Fundamental ParticleshumayunbashaNoch keine Bewertungen
- Make a castable lab test mixDokument16 SeitenMake a castable lab test mixthaituan237Noch keine Bewertungen
- Four Decades of Research On Thermal Contact, Gap, and Joint Resistance in MicroelectronicsDokument25 SeitenFour Decades of Research On Thermal Contact, Gap, and Joint Resistance in MicroelectronicsDaniel MendesNoch keine Bewertungen
- Chapter 1 - Introduction To Differential EquationsDokument16 SeitenChapter 1 - Introduction To Differential EquationsnawidwardakNoch keine Bewertungen
- Structural Health Monitoring: Abin Paul Roll No:4 S7, CE-ADokument34 SeitenStructural Health Monitoring: Abin Paul Roll No:4 S7, CE-AAnjana kpNoch keine Bewertungen
- LTV 816 T LITE ONElectronicsDokument10 SeitenLTV 816 T LITE ONElectronicsEstebanLiNoch keine Bewertungen
- CHE572 Chapter 2 Particle Size Characterization PDFDokument18 SeitenCHE572 Chapter 2 Particle Size Characterization PDFMuhd FahmiNoch keine Bewertungen
- Nature Article PDFDokument8 SeitenNature Article PDFMehr Asif MahmoodNoch keine Bewertungen
- JEE Class Companion Physics: Module-9Dokument227 SeitenJEE Class Companion Physics: Module-9RupakNoch keine Bewertungen
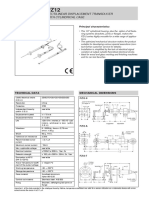
- Rectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical DimensionsDokument2 SeitenRectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical Dimensionsl561926Noch keine Bewertungen
- Journal of Power Sources: Pedro O. Lopez-Montesinos, Amit V. Desai, Paul J.A. KenisDokument8 SeitenJournal of Power Sources: Pedro O. Lopez-Montesinos, Amit V. Desai, Paul J.A. KenisbernardNoch keine Bewertungen
- Astm A82 1979Dokument6 SeitenAstm A82 1979yoki_triwahyudiNoch keine Bewertungen
- Modeling Mantle Convection CurrentsDokument3 SeitenModeling Mantle Convection Currentsapi-217451187Noch keine Bewertungen
- Image ProcessingDokument49 SeitenImage ProcessingJyoti SinghNoch keine Bewertungen
- SOAL ElmesDokument16 SeitenSOAL ElmesNurul HanifahNoch keine Bewertungen