Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Replacing An Engine Drive BeltDokument5 SeitenReplacing An Engine Drive BeltHamza NoumanNoch keine Bewertungen
- CV Hamza wORKSHOP eNGINEERDokument3 SeitenCV Hamza wORKSHOP eNGINEERHamza NoumanNoch keine Bewertungen
- Direction On How To Replace A Fuel Filter.Dokument5 SeitenDirection On How To Replace A Fuel Filter.Hamza NoumanNoch keine Bewertungen
- List of Documetns, Rev-2, 29-09-2012Dokument4 SeitenList of Documetns, Rev-2, 29-09-2012Hamza NoumanNoch keine Bewertungen
- List of Workshop Machines, 2011 RevisedDokument3 SeitenList of Workshop Machines, 2011 RevisedHamza Nouman100% (1)
- Quality Plan For WorkshopDokument1 SeiteQuality Plan For WorkshopHamza NoumanNoch keine Bewertungen
- Scaffolding: "It's Big, It's Ugly, It's There,"Dokument2 SeitenScaffolding: "It's Big, It's Ugly, It's There,"Hamza NoumanNoch keine Bewertungen
- Muhammad Rehan Khan Maintenance EngineerDokument13 SeitenMuhammad Rehan Khan Maintenance EngineerHamza NoumanNoch keine Bewertungen
- Scaffold 2Dokument2 SeitenScaffold 2Hamza NoumanNoch keine Bewertungen
- Guidelines For Access ScaffoldingDokument28 SeitenGuidelines For Access ScaffoldingHamza Nouman100% (1)
- GRG-WP-IMS-005 Derating of Cranes Dump Truck (Updated)Dokument5 SeitenGRG-WP-IMS-005 Derating of Cranes Dump Truck (Updated)Hamza NoumanNoch keine Bewertungen
- ER-Format (Version 1)Dokument1 SeiteER-Format (Version 1)Hamza NoumanNoch keine Bewertungen
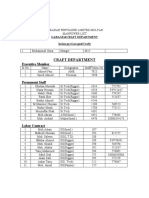
- Craft Department: Executive MemberDokument2 SeitenCraft Department: Executive MemberHamza NoumanNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Proposal: Analysis of A Double Wishbone Suspension SystemDokument11 SeitenProposal: Analysis of A Double Wishbone Suspension SystemSebastianTamayoNoch keine Bewertungen
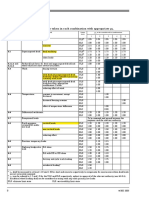
- Table 1 - Loads To Be Taken in Each Combination With AppropriateDokument2 SeitenTable 1 - Loads To Be Taken in Each Combination With AppropriateAdi HamdaniNoch keine Bewertungen
- Newtons Rings Formal ReportDokument8 SeitenNewtons Rings Formal ReportSammy BennettNoch keine Bewertungen
- Ruukki Double Grade S420MH S355J2H RectangularDokument6 SeitenRuukki Double Grade S420MH S355J2H Rectangularhooky1Noch keine Bewertungen
- Syllabus: M. Tech. Energy Management (Regular)Dokument28 SeitenSyllabus: M. Tech. Energy Management (Regular)Digvijay SinghNoch keine Bewertungen
- 105mm Enhanced GunDokument38 Seiten105mm Enhanced Gungrindormh53100% (1)
- Lecture-10 - Sesmic Data ProcessingDokument13 SeitenLecture-10 - Sesmic Data ProcessingusjpphysicsNoch keine Bewertungen
- Micro X Ray Fluorescence Spectroscopy First Edition PDFDokument31 SeitenMicro X Ray Fluorescence Spectroscopy First Edition PDFAlberto Núñez CardezoNoch keine Bewertungen
- Almost Final Draft ProjectDokument67 SeitenAlmost Final Draft ProjectGanesh V IyerNoch keine Bewertungen
- Understanding Neutron Radiography Post Exam Reading IX-ADokument231 SeitenUnderstanding Neutron Radiography Post Exam Reading IX-ACharlie Chong100% (3)
- Samrat - Chem QP Unit Test XIDokument3 SeitenSamrat - Chem QP Unit Test XIPriyam PandaNoch keine Bewertungen
- CSIR NET June 2021 Organic ChemistryDokument99 SeitenCSIR NET June 2021 Organic ChemistrySankar AdhikariNoch keine Bewertungen
- 11.4 Diffusion & EffusionDokument3 Seiten11.4 Diffusion & EffusionOmar AlwaerNoch keine Bewertungen
- Daiseikai Owners ManualDokument31 SeitenDaiseikai Owners ManualhunabhiNoch keine Bewertungen
- Optimizing Materials Cost and MechanicalDokument8 SeitenOptimizing Materials Cost and MechanicalKaleem UllahNoch keine Bewertungen
- ME5506 Make-Up Quiz 2Dokument6 SeitenME5506 Make-Up Quiz 2Wai-Yen Chan100% (1)
- Atomic ResearchDokument21 SeitenAtomic ResearchPrashant DoundNoch keine Bewertungen
- Gen. Chem Colligative PropertiesDokument50 SeitenGen. Chem Colligative PropertiesKath Del CastilloNoch keine Bewertungen
- Polapak Condensing Unit: PPC Ver2.0Dokument44 SeitenPolapak Condensing Unit: PPC Ver2.0Lai WeikinNoch keine Bewertungen
- Boe Exam Paper Oct 2012Dokument10 SeitenBoe Exam Paper Oct 2012Sandip WarbheNoch keine Bewertungen
- 7.7 High Pressure Vapour Liquid Equilibria: V L I IDokument7 Seiten7.7 High Pressure Vapour Liquid Equilibria: V L I IayushNoch keine Bewertungen
- Nozzle TestDokument9 SeitenNozzle TestDarshan PanchalNoch keine Bewertungen
- Compression After ImpactDokument22 SeitenCompression After ImpactviswanathyakkalaNoch keine Bewertungen
- The Nature and Properties of Light PDFDokument19 SeitenThe Nature and Properties of Light PDFB VIDATTE VILLANIEVANoch keine Bewertungen
- Determining Wicking of Fibrous Glass Fiber Blanket Insulation (Aircraft Type)Dokument3 SeitenDetermining Wicking of Fibrous Glass Fiber Blanket Insulation (Aircraft Type)Ahmed AlzubaidiNoch keine Bewertungen
- Aits 1718 PT Iii Jeea Paper 2 Sol PDFDokument19 SeitenAits 1718 PT Iii Jeea Paper 2 Sol PDFAaryan SharmaNoch keine Bewertungen
- Uploads241324130184worksheet 9.1 Impulse and Momentum PDFDokument4 SeitenUploads241324130184worksheet 9.1 Impulse and Momentum PDFM DavisNoch keine Bewertungen
- Earth's Curvature and Atmospheric RefractionDokument11 SeitenEarth's Curvature and Atmospheric RefractionCharles Carpo67% (3)
- Dose Reduction Techniques1Dokument4 SeitenDose Reduction Techniques1eltonNoch keine Bewertungen
- Mechanics of Solids II Lab: Nice SceeDokument9 SeitenMechanics of Solids II Lab: Nice SceeSalmanNoch keine Bewertungen