Das könnte Ihnen auch gefallen
- The Future of InternetDokument4 SeitenThe Future of Internettehky63Noch keine Bewertungen
- Process Capability Analysis Using MINITAB (II) - BowerDokument8 SeitenProcess Capability Analysis Using MINITAB (II) - Bowertehky63Noch keine Bewertungen
- The Cat Ate The RatDokument1 SeiteThe Cat Ate The Rattehky63Noch keine Bewertungen
- Alphabetical OrderDokument1 SeiteAlphabetical Ordertehky63Noch keine Bewertungen
- Some Misconceptions About Confidence IntervalsDokument4 SeitenSome Misconceptions About Confidence Intervalsapi-3744914Noch keine Bewertungen
- Random Design ExpDokument11 SeitenRandom Design Expapi-3744914Noch keine Bewertungen
- Paired T-Test Using MINITABDokument4 SeitenPaired T-Test Using MINITABapi-3744914Noch keine Bewertungen
- CPK and PPKDokument6 SeitenCPK and PPKapi-3744914Noch keine Bewertungen
- Some Misconceptions About R2 - BowerDokument12 SeitenSome Misconceptions About R2 - Bowertehky63Noch keine Bewertungen
- One Sample T-Test Using MINITAB - BowerDokument2 SeitenOne Sample T-Test Using MINITAB - Bowertehky63Noch keine Bewertungen
- Misconceptions Normal DistributionDokument4 SeitenMisconceptions Normal Distributionapi-3744914Noch keine Bewertungen
- Art. Fisher Exact TestDokument5 SeitenArt. Fisher Exact TestedwincliffordNoch keine Bewertungen
- MSA With Attribute DataDokument2 SeitenMSA With Attribute Datasubha_pandianNoch keine Bewertungen
- Capability Analysis With Non-Normal Data - BowerDokument7 SeitenCapability Analysis With Non-Normal Data - Bowertehky63Noch keine Bewertungen
- Minitab Capability Analysis 1Dokument5 SeitenMinitab Capability Analysis 1fmfs60Noch keine Bewertungen
- Gage Repeatability and ReproducibilityDokument4 SeitenGage Repeatability and ReproducibilityApoloTrevinoNoch keine Bewertungen
- Sample Size DeterminationDokument4 SeitenSample Size Determinationapi-3744914Noch keine Bewertungen
- Two-Sample T-Test & Randomization Test - BowerDokument4 SeitenTwo-Sample T-Test & Randomization Test - Bowertehky63Noch keine Bewertungen
- Why We Don't Accept The Null Hypothesis - BowerDokument3 SeitenWhy We Don't Accept The Null Hypothesis - Bowertehky63Noch keine Bewertungen
- Interaction Effects in Designed Experiments - BowerDokument7 SeitenInteraction Effects in Designed Experiments - Bowertehky63Noch keine Bewertungen
- Some Comments On The Robustness of Student T Procedures - BowerDokument4 SeitenSome Comments On The Robustness of Student T Procedures - Bowertehky63Noch keine Bewertungen
- Cumulative Sum Charts For Small ShiftsDokument4 SeitenCumulative Sum Charts For Small ShiftsRafael PradoNoch keine Bewertungen
- Some Comments On Historical Designed ExperimentsDokument4 SeitenSome Comments On Historical Designed Experimentsapi-3744914Noch keine Bewertungen
- Minitab AnovaDokument6 SeitenMinitab AnovaMohan Prasad.M100% (2)
- Confidence Intervals For Capability Indices Using Minitab - BowerDokument3 SeitenConfidence Intervals For Capability Indices Using Minitab - Bowertehky63Noch keine Bewertungen
- Why Divide by n-1Dokument4 SeitenWhy Divide by n-1api-3744914Noch keine Bewertungen
- Some Comments On Control Charts With Large Subgroup Sizes - BowerDokument3 SeitenSome Comments On Control Charts With Large Subgroup Sizes - Bowertehky63Noch keine Bewertungen
- Some Comments On Control Charts With Large Subgroup Sizes - BowerDokument3 SeitenSome Comments On Control Charts With Large Subgroup Sizes - Bowertehky63Noch keine Bewertungen
- A Comment On MSA With Destructive Testing - BowerDokument3 SeitenA Comment On MSA With Destructive Testing - Bowertehky63Noch keine Bewertungen
- Using Exponentially Weighted Moving Average (EWMA) Charts - BowerDokument5 SeitenUsing Exponentially Weighted Moving Average (EWMA) Charts - Bowertehky63Noch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Centrifugal PumpDokument56 SeitenCentrifugal Pumpchandraa2208Noch keine Bewertungen
- Pure Sine Wave Inverter For House BackupDokument44 SeitenPure Sine Wave Inverter For House BackupKrista Jackson100% (1)
- Brilliance - 64 - (ct101) - Site - Guidefor TrailerDokument19 SeitenBrilliance - 64 - (ct101) - Site - Guidefor Trailerbody2030Noch keine Bewertungen
- 2005-07 Ranger 500 EFI 2X4 4X4 Service ManualDokument345 Seiten2005-07 Ranger 500 EFI 2X4 4X4 Service ManualBrian Cook100% (5)
- Roofing SafetyDokument38 SeitenRoofing SafetyDhârâñî KûmârNoch keine Bewertungen
- Sidewall Framing Elevation @GL.K: Gutter DetailDokument1 SeiteSidewall Framing Elevation @GL.K: Gutter DetailLUUVANDONG48XFNoch keine Bewertungen
- (INGCO) 06 November 2023 Stock ReportDokument23 Seiten(INGCO) 06 November 2023 Stock ReportMandiri JayaNoch keine Bewertungen
- Demineralization Mechanism and Influence of Parameters On High Ash Indian Coal by Chemical Leaching of Acid and Alkali SolutionDokument1 SeiteDemineralization Mechanism and Influence of Parameters On High Ash Indian Coal by Chemical Leaching of Acid and Alkali SolutionSushanta Kumar BeheraNoch keine Bewertungen
- Safety in The Kitchen - 1Dokument36 SeitenSafety in The Kitchen - 1Roxanne OquendoNoch keine Bewertungen
- 01 40 00 - Quality RequirementsDokument27 Seiten01 40 00 - Quality RequirementsshauhramNoch keine Bewertungen
- 92 - Summary of Items Discussed in 4 - 2021 ADF On 13.8.2021Dokument20 Seiten92 - Summary of Items Discussed in 4 - 2021 ADF On 13.8.2021trickyggNoch keine Bewertungen
- Bearing Detail PDFDokument1.152 SeitenBearing Detail PDFJayesh MachhiNoch keine Bewertungen
- Se MeterDataProcessingDokument83 SeitenSe MeterDataProcessingbzkxtNoch keine Bewertungen
- Rockwell DynarixDokument39 SeitenRockwell DynarixridipisaNoch keine Bewertungen
- Dental CementDokument74 SeitenDental CementAisha samreenNoch keine Bewertungen
- Bansilal Ramnath Agarwal Charitable Trust'sDokument2 SeitenBansilal Ramnath Agarwal Charitable Trust'sJennifer WaltonNoch keine Bewertungen
- Module 3 Density Altitude ExperimentDokument3 SeitenModule 3 Density Altitude ExperimentIvan100% (1)
- Asida Distance Relay Adr-239aDokument27 SeitenAsida Distance Relay Adr-239aRitesh JaiswalNoch keine Bewertungen
- INSPECTION-REPORT-OF-RIVER-CHANNEL-IN-BRGY Ponong in Magarao, Camarines SurDokument3 SeitenINSPECTION-REPORT-OF-RIVER-CHANNEL-IN-BRGY Ponong in Magarao, Camarines SurBerp OnrubiaNoch keine Bewertungen
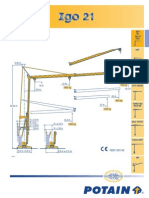
- Potain Igo 21 PDFDokument4 SeitenPotain Igo 21 PDFMarco CruzNoch keine Bewertungen
- SNO-I-DS-001 - 0 Instrument Data Sheet For Shutdown and Blowdown Valves (Revise)Dokument174 SeitenSNO-I-DS-001 - 0 Instrument Data Sheet For Shutdown and Blowdown Valves (Revise)ono_czeNoch keine Bewertungen
- (4.5.0 ZULU Beta) (DUMP ALL) BTFL - Cli - 20230916 - 172153Dokument27 Seiten(4.5.0 ZULU Beta) (DUMP ALL) BTFL - Cli - 20230916 - 172153Dan MultiNoch keine Bewertungen
- Business Plan On Plastic Recycling & ManufacturingDokument19 SeitenBusiness Plan On Plastic Recycling & ManufacturingSah Sanjiv KumarNoch keine Bewertungen
- Production Support ProcessDokument15 SeitenProduction Support ProcesssantoshNoch keine Bewertungen
- Fabshield Offshore 71ni-1Dokument2 SeitenFabshield Offshore 71ni-1Anonymous ejnktktkY7Noch keine Bewertungen
- 2007 Volkswagen Jetta Fuse Box Diagram (Inside and Outside) Needed PDFDokument7 Seiten2007 Volkswagen Jetta Fuse Box Diagram (Inside and Outside) Needed PDFGuillermo Nájera MolinaNoch keine Bewertungen
- 38 Meter Wind Turbine Blade Design PDFDokument47 Seiten38 Meter Wind Turbine Blade Design PDFWalid MohammedNoch keine Bewertungen
- Wire Diagram Complete Elevator - SL ELEVATOR 20190805Dokument23 SeitenWire Diagram Complete Elevator - SL ELEVATOR 20190805Eka Rama100% (2)
- Nupack User Guide 3.2Dokument44 SeitenNupack User Guide 3.2Dicastelgandolfo VchNoch keine Bewertungen
- Implementing Routing Facilities For Branch Offices and Mobile WorkersDokument180 SeitenImplementing Routing Facilities For Branch Offices and Mobile WorkersAlejandro Cordero OrdoñezNoch keine Bewertungen