Das könnte Ihnen auch gefallen
- CurricularSequence Aerospace EngineeringDokument6 SeitenCurricularSequence Aerospace EngineeringDattatraya ParleNoch keine Bewertungen
- Declaration FormDokument1 SeiteDeclaration FormDattatraya ParleNoch keine Bewertungen
- Yan JDokument111 SeitenYan JDattatraya ParleNoch keine Bewertungen
- Fluid Air Gas Turbine Velocity Range: 100-150 M/s 1500 RPM Duct Size: 300 MM Output Efficiency 70% Material: Light (Al-Alloy) Single StageDokument1 SeiteFluid Air Gas Turbine Velocity Range: 100-150 M/s 1500 RPM Duct Size: 300 MM Output Efficiency 70% Material: Light (Al-Alloy) Single StageDattatraya ParleNoch keine Bewertungen
- DAutonomous Toggle Scissor JackDokument19 SeitenDAutonomous Toggle Scissor JackAsad Ali100% (1)
- Human Tissue Authority: Code of Practice 9 ResearchDokument23 SeitenHuman Tissue Authority: Code of Practice 9 ResearchDattatraya ParleNoch keine Bewertungen
- GP Journal v1n1p70 enDokument19 SeitenGP Journal v1n1p70 enDattatraya ParleNoch keine Bewertungen
- General Description: Support BookDokument24 SeitenGeneral Description: Support BookDattatraya ParleNoch keine Bewertungen
- Design Improvement of The Existing Car Jack Design - 24 PagesDokument24 SeitenDesign Improvement of The Existing Car Jack Design - 24 PagesDattatraya Parle50% (2)
- Design of Toggle Jack Considering Material Selection of Scerw - Nut CombinationDokument9 SeitenDesign of Toggle Jack Considering Material Selection of Scerw - Nut CombinationDattatraya ParleNoch keine Bewertungen
- Applications: by C. W. Lawton, E. Vsgeli and W. H. Tuppeny, JRDokument8 SeitenApplications: by C. W. Lawton, E. Vsgeli and W. H. Tuppeny, JRDattatraya ParleNoch keine Bewertungen
- Ijest11 03 04 182Dokument5 SeitenIjest11 03 04 182Dattatraya ParleNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Chemistry DemosDokument170 SeitenChemistry DemosStacey BensonNoch keine Bewertungen
- Chemical Analysis and Mechancial Test Certificate: Yield Strength Tensile Strength ElongationDokument1 SeiteChemical Analysis and Mechancial Test Certificate: Yield Strength Tensile Strength ElongationDigna Bettin CuelloNoch keine Bewertungen
- Section IIDokument8 SeitenSection IIapi-471272376Noch keine Bewertungen
- DET Tronics: Unitized UV/IR Flame Detector U7652Dokument2 SeitenDET Tronics: Unitized UV/IR Flame Detector U7652Julio Andres Garcia PabolaNoch keine Bewertungen
- HDFC Life Insurance (HDFCLIFE) : 2. P/E 58 3. Book Value (RS) 23.57Dokument5 SeitenHDFC Life Insurance (HDFCLIFE) : 2. P/E 58 3. Book Value (RS) 23.57Srini VasanNoch keine Bewertungen
- 48V 100ah LiFePO4 Battery Spec With CommunicationDokument6 Seiten48V 100ah LiFePO4 Battery Spec With CommunicationsoulmuhNoch keine Bewertungen
- Foundation Engineering. 02 Soil CompressibilityDokument63 SeitenFoundation Engineering. 02 Soil Compressibilitysammy lopezNoch keine Bewertungen
- Internationalresidential Code 2009 Edition Fuel Gas SectionDokument49 SeitenInternationalresidential Code 2009 Edition Fuel Gas SectionZarex BorjaNoch keine Bewertungen
- Risk Appetite PresentationDokument10 SeitenRisk Appetite PresentationAntonyNoch keine Bewertungen
- 03 Secondary School Student's Academic Performance Self Esteem and School Environment An Empirical Assessment From NigeriaDokument10 Seiten03 Secondary School Student's Academic Performance Self Esteem and School Environment An Empirical Assessment From NigeriaKienstel GigantoNoch keine Bewertungen
- Eko Serbia A.D. Beograd Rules For The Purchase of Fuel Through AccountsDokument2 SeitenEko Serbia A.D. Beograd Rules For The Purchase of Fuel Through AccountsMarko Perovic PerkeNoch keine Bewertungen
- W4. Grade 10 Health - Q1 - M4 - v2Dokument22 SeitenW4. Grade 10 Health - Q1 - M4 - v2Jesmael PantalunanNoch keine Bewertungen
- The Coca-Cola Company - Wikipedia, The Free EncyclopediaDokument11 SeitenThe Coca-Cola Company - Wikipedia, The Free EncyclopediaAbhishek ThakurNoch keine Bewertungen
- Nursing Care Plan: Assessment Diagnosis Planning Interventions Rationale EvaluationDokument11 SeitenNursing Care Plan: Assessment Diagnosis Planning Interventions Rationale EvaluationDa NicaNoch keine Bewertungen
- 5: Chemical Trends - Topic Questions: Year Series Paper NumberDokument10 Seiten5: Chemical Trends - Topic Questions: Year Series Paper NumberSumaira AliNoch keine Bewertungen
- Cultivation: Bellis Perennis Is A CommonDokument2 SeitenCultivation: Bellis Perennis Is A CommonpriyankaNoch keine Bewertungen
- Fortune Falls - Lou VaneDokument402 SeitenFortune Falls - Lou VanetesteNoch keine Bewertungen
- Ne XT ProtDokument2 SeitenNe XT Protwilliam919Noch keine Bewertungen
- PBL 2 Case PresentationDokument12 SeitenPBL 2 Case PresentationRamish IrfanNoch keine Bewertungen
- AluminumPresentationIEEE (CompatibilityMode)Dokument31 SeitenAluminumPresentationIEEE (CompatibilityMode)A. HassanNoch keine Bewertungen
- Plasma Arc Machining (Pam) : Mechanical Engineering Department I.I.T Guwahati-781039 E-Mail: Manasdas@iitg - Ernet.inDokument15 SeitenPlasma Arc Machining (Pam) : Mechanical Engineering Department I.I.T Guwahati-781039 E-Mail: Manasdas@iitg - Ernet.inSrinivasanNoch keine Bewertungen
- Textbook of Dental Anatomy, Physiology and Occlusion, 1E (2014) (PDF) (UnitedVRG)Dokument382 SeitenTextbook of Dental Anatomy, Physiology and Occlusion, 1E (2014) (PDF) (UnitedVRG)Konstantinos Ster90% (20)
- Baxshin LABORATORY: Diagnostic Test and AnalysisDokument1 SeiteBaxshin LABORATORY: Diagnostic Test and AnalysisJabary HassanNoch keine Bewertungen
- BT HandoutsDokument4 SeitenBT HandoutsNerinel CoronadoNoch keine Bewertungen
- Sterillium Gel-MsdsDokument9 SeitenSterillium Gel-MsdsVasanthakumar VenkatesanNoch keine Bewertungen
- EHEDG Guidelines by Topics 04 2013Dokument2 SeitenEHEDG Guidelines by Topics 04 2013renzolonardi100% (1)
- Meditran SX Sae 15w 40 API CH 4Dokument1 SeiteMeditran SX Sae 15w 40 API CH 4Aam HudsonNoch keine Bewertungen
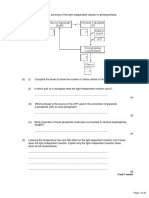
- Photosynthesis PastPaper QuestionsDokument24 SeitenPhotosynthesis PastPaper QuestionsEva SugarNoch keine Bewertungen
- 2013 Audi A5 Cabriolet s5 Cabriolet 8Dokument16 Seiten2013 Audi A5 Cabriolet s5 Cabriolet 8Adrio BianchiNoch keine Bewertungen
- Celltac MEK 6500Dokument3 SeitenCelltac MEK 6500RiduanNoch keine Bewertungen