Das könnte Ihnen auch gefallen
- Dimpled Jacket 2Dokument4 SeitenDimpled Jacket 2grincheu7050% (2)
- FOAMGLAS Cellular Glass InsulationDokument18 SeitenFOAMGLAS Cellular Glass InsulationermizeNoch keine Bewertungen
- BPHE Process Gas Waste Heat Boilers With Thin Flexible Tubesheet Design E BORSIGDokument12 SeitenBPHE Process Gas Waste Heat Boilers With Thin Flexible Tubesheet Design E BORSIGharan2000Noch keine Bewertungen
- NTIW Tube Sheet PaperDokument10 SeitenNTIW Tube Sheet PaperPankaj SinglaNoch keine Bewertungen
- Analysis of Vertical Vessels Supported On Legs By: Ray DelaforceDokument6 SeitenAnalysis of Vertical Vessels Supported On Legs By: Ray Delaforcesonali panditNoch keine Bewertungen
- PD5500 - 133 - RectangularFlange CalculationDokument9 SeitenPD5500 - 133 - RectangularFlange CalculationDarshan PanchalNoch keine Bewertungen
- Bolted Flange Design According To ASME Section VIII Division 1Dokument18 SeitenBolted Flange Design According To ASME Section VIII Division 1LORENA REISNoch keine Bewertungen
- Fig.1. Edge Weld Used To Seal Container LidDokument2 SeitenFig.1. Edge Weld Used To Seal Container Lidhafiz zullaileNoch keine Bewertungen
- Shell and Tube Heat Exchanger DesignDokument5 SeitenShell and Tube Heat Exchanger DesignDominic CareoNoch keine Bewertungen
- SP-2069 Specification For Pressure VesselsDokument68 SeitenSP-2069 Specification For Pressure Vesselsarjunprasannan7Noch keine Bewertungen
- ASME B16.47!75!300# Series B Flanges With FLEXSEAL Spiral Wound GasketsDokument5 SeitenASME B16.47!75!300# Series B Flanges With FLEXSEAL Spiral Wound Gasketserik aranaNoch keine Bewertungen
- FRP Flange DesignDokument29 SeitenFRP Flange DesignSubhadip RoyNoch keine Bewertungen
- Ejemplo Tubesheet Asme UHXDokument14 SeitenEjemplo Tubesheet Asme UHXPedro Montes MarinNoch keine Bewertungen
- Comparison ASME KTADokument7 SeitenComparison ASME KTAAndres_Pastor1987Noch keine Bewertungen
- NozzlePRO PDFDokument185 SeitenNozzlePRO PDFIan CarrNoch keine Bewertungen
- BORSIG Process Heat Exchanger - Synloop Waste Heat Boiler in Ammonia PlantsDokument12 SeitenBORSIG Process Heat Exchanger - Synloop Waste Heat Boiler in Ammonia PlantssivsyadavNoch keine Bewertungen
- Checking of Collar Bolts in Shear & Bearing: Client: India Eqpt.: Job No. DR No. Rev. Document NumberDokument1 SeiteChecking of Collar Bolts in Shear & Bearing: Client: India Eqpt.: Job No. DR No. Rev. Document NumbershazanNoch keine Bewertungen
- Joule Thomson EffectDokument2 SeitenJoule Thomson EffectElliott100% (1)
- Agitator DesignDokument6 SeitenAgitator DesignrcchhajedNoch keine Bewertungen
- Small Vertical Pressure Vessel Leg Support Design - Boiler and Pressure Vessel Engineering - Eng-Tips PDFDokument6 SeitenSmall Vertical Pressure Vessel Leg Support Design - Boiler and Pressure Vessel Engineering - Eng-Tips PDFhussamammarNoch keine Bewertungen
- Seipp 2014Dokument5 SeitenSeipp 2014Andres VallebellaNoch keine Bewertungen
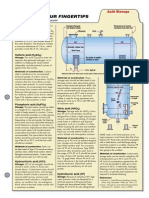
- Acid StorageDokument1 SeiteAcid StorageChelsea SkinnerNoch keine Bewertungen
- Diaphragm Elimination Using Taper-Lok - NPRADokument11 SeitenDiaphragm Elimination Using Taper-Lok - NPRAN. S. PanditNoch keine Bewertungen
- Bulk Air Eliminator R1Dokument1 SeiteBulk Air Eliminator R1hydrothermsNoch keine Bewertungen
- BS 4504 Slip On Flanges PDFDokument7 SeitenBS 4504 Slip On Flanges PDFMaclean ArthurNoch keine Bewertungen
- Horizontal Cylindrical Tank Volume and Level CalculatorDokument4 SeitenHorizontal Cylindrical Tank Volume and Level CalculatorNath Boyapati100% (1)
- ASTM A573 SteelDokument2 SeitenASTM A573 SteelneoNoch keine Bewertungen
- Design Calculations of Pitch Blade TurbineDokument6 SeitenDesign Calculations of Pitch Blade TurbineAyaz_HasanjiNoch keine Bewertungen
- Htri Datasheet & Application Note - Datasheet ArchiveDokument4 SeitenHtri Datasheet & Application Note - Datasheet ArchiveShantanuNoch keine Bewertungen
- The Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeDokument3 SeitenThe Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeSrihari KodimelaNoch keine Bewertungen
- ASME DIV 2 Class 1 Vs Class 2Dokument3 SeitenASME DIV 2 Class 1 Vs Class 2Idris SiddiquiNoch keine Bewertungen
- Nozzle FEA CalculationDokument64 SeitenNozzle FEA CalculationberylqzNoch keine Bewertungen
- Vessel Volume CalculationDokument2 SeitenVessel Volume CalculationDhia Slama100% (1)
- M&Y Gasket FactorsDokument3 SeitenM&Y Gasket FactorsGanesh.MahendraNoch keine Bewertungen
- VVD Info PDFDokument6 SeitenVVD Info PDFVicky GautamNoch keine Bewertungen
- Eqn Reference ASME BPVC r1sDokument5 SeitenEqn Reference ASME BPVC r1sagarcia654127Noch keine Bewertungen
- Aço Sa 537 cl1Dokument23 SeitenAço Sa 537 cl1pcorreia68100% (1)
- Pressure Vessel Design 2018 VER BDokument61 SeitenPressure Vessel Design 2018 VER BBob FitcherNoch keine Bewertungen
- Sight Glass Selection Guide PDFDokument7 SeitenSight Glass Selection Guide PDFani_datNoch keine Bewertungen
- Synthesis of Paracetamol: Date Title of The Experiment SignatureDokument11 SeitenSynthesis of Paracetamol: Date Title of The Experiment Signaturefileg39282Noch keine Bewertungen
- Heat Loss From A Pipe Calculator - Engineers Edge - WWW - EngineersedgeDokument2 SeitenHeat Loss From A Pipe Calculator - Engineers Edge - WWW - EngineersedgetiarrubuhNoch keine Bewertungen
- Hair Pin Heat Exchanger - BaherDokument11 SeitenHair Pin Heat Exchanger - BahersbmmlaNoch keine Bewertungen
- Jacketed Reactor Vessel PDFDokument1 SeiteJacketed Reactor Vessel PDFSH1961Noch keine Bewertungen
- Industrial Engineer: Passbooks Study GuideVon EverandIndustrial Engineer: Passbooks Study GuideNoch keine Bewertungen
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86Von EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86Noch keine Bewertungen
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Von EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Bewertung: 5 von 5 Sternen5/5 (1)
- Heat Treatment of Pressure VesselsDokument31 SeitenHeat Treatment of Pressure VesselsAkeel Aijaz Malik100% (1)
- PWHTDokument103 SeitenPWHTsheikbbaNoch keine Bewertungen
- PWHTDokument103 SeitenPWHTChetan B KapadiaNoch keine Bewertungen
- Post Weld Heat TreatmentDokument71 SeitenPost Weld Heat TreatmentaamirapiNoch keine Bewertungen
- PWHTDokument79 SeitenPWHTnguyenNoch keine Bewertungen
- Heat Treatment of Pressure VesselsDokument79 SeitenHeat Treatment of Pressure VesselsAayush PandeyNoch keine Bewertungen
- Basic Heat Treatment TrainingDokument64 SeitenBasic Heat Treatment Trainingtbmari90% (10)
- PWHTDokument118 SeitenPWHTSumedh Singh100% (19)
- PWHT PDFDokument118 SeitenPWHT PDFErick Hogan100% (1)
- Heat Treatment Training ManualDokument118 SeitenHeat Treatment Training Manualkumarvizayin100% (4)
- Computing and Informatics Class Notes For AMIEDokument46 SeitenComputing and Informatics Class Notes For AMIEAkeel Aijaz MalikNoch keine Bewertungen
- Diffusion CallisterDokument29 SeitenDiffusion CallisterAkeel Aijaz MalikNoch keine Bewertungen
- Heat Treatment of Pressure VesselsDokument31 SeitenHeat Treatment of Pressure VesselsAkeel Aijaz Malik100% (1)
- An Introduction To Ipsec: Paul AsadoorianDokument29 SeitenAn Introduction To Ipsec: Paul Asadoorianjaymit123Noch keine Bewertungen
- Amie Section A Materials Science Mutiple Choice QuestionsDokument0 SeitenAmie Section A Materials Science Mutiple Choice QuestionsAkeel Aijaz MalikNoch keine Bewertungen
- BZ-Backtrack Usage PDFDokument19 SeitenBZ-Backtrack Usage PDFJosé Julio MarquesNoch keine Bewertungen
- Back Emf or Counter EmfDokument2 SeitenBack Emf or Counter EmfAkeel Aijaz MalikNoch keine Bewertungen
- 11Dokument47 Seiten11Felipe Retamal100% (1)
- J R Rice - Path Independentt Integral - JAM68Dokument8 SeitenJ R Rice - Path Independentt Integral - JAM68CJCONSTANTENoch keine Bewertungen
- CN101A Timer ManualDokument2 SeitenCN101A Timer ManualMauricioVilalvaJr.0% (1)
- PDF Sensors Air Conditioning Automotive AN1Dokument5 SeitenPDF Sensors Air Conditioning Automotive AN1Karthik RajaNoch keine Bewertungen
- Friction Stir Additive ReviewDokument34 SeitenFriction Stir Additive ReviewpeterNoch keine Bewertungen
- Truefire Guitar Chord Cookbook PDFDokument101 SeitenTruefire Guitar Chord Cookbook PDFeuripides7794% (17)
- Game TheoryDokument13 SeitenGame TheoryPriyanka ChaurasiyaNoch keine Bewertungen
- Chemical Principles Notes Chapter 7Dokument86 SeitenChemical Principles Notes Chapter 7Robert GardnerNoch keine Bewertungen
- Module 5 Grade 10 FinalDokument9 SeitenModule 5 Grade 10 FinalSandy CarbonillaNoch keine Bewertungen
- S1Agile EN RN I.1 PDFDokument10 SeitenS1Agile EN RN I.1 PDFCorey PorterNoch keine Bewertungen
- 39 - Profil Uang Elektronik - Spesifikasi TeknisDokument9 Seiten39 - Profil Uang Elektronik - Spesifikasi TeknisM DedeNoch keine Bewertungen
- Dead and Live LoadDokument5 SeitenDead and Live LoadBhuwesh PantNoch keine Bewertungen
- 1 s2.0 S0263876299718186 Main PDFDokument7 Seiten1 s2.0 S0263876299718186 Main PDFLeydi PatiñoNoch keine Bewertungen
- All The Questions of Section - A Are in Google Form and The Link To Attempt Them Is " Https://Forms - Gle/Jfvq8Wszicewchrj7 " 12 M Section - BDokument4 SeitenAll The Questions of Section - A Are in Google Form and The Link To Attempt Them Is " Https://Forms - Gle/Jfvq8Wszicewchrj7 " 12 M Section - BKamal AnandNoch keine Bewertungen
- CAD-based Design of Three Phase Transformer and CoDokument13 SeitenCAD-based Design of Three Phase Transformer and CoM4gne7icNoch keine Bewertungen
- TCL CommandsDokument52 SeitenTCL Commandssurya_gaddeNoch keine Bewertungen
- Midterm Exam Summary For Data Communications PDFDokument9 SeitenMidterm Exam Summary For Data Communications PDFKit Jason MonjeNoch keine Bewertungen
- BQ 76 PL 102Dokument23 SeitenBQ 76 PL 102AlexNoch keine Bewertungen
- CG Mod 3Dokument51 SeitenCG Mod 3Misba nausheenNoch keine Bewertungen
- Shape and Volume: A Presentation On AcousticsDokument35 SeitenShape and Volume: A Presentation On AcousticsSiddharth BhandariNoch keine Bewertungen
- SAE-J1850 Communication Protocol Conformity Transmission Controller For Automotive LANDokument59 SeitenSAE-J1850 Communication Protocol Conformity Transmission Controller For Automotive LANMa Ngoc TrungNoch keine Bewertungen
- Economics Solution Book PDFDokument368 SeitenEconomics Solution Book PDFgoutam1235100% (3)
- Solution Manual For Modern Quantum Mechanics 2nd Edition by SakuraiDokument13 SeitenSolution Manual For Modern Quantum Mechanics 2nd Edition by Sakuraia440706299Noch keine Bewertungen
- How Can Dust Make Planets More Suitable For Life?: Authors: Associate EditorDokument4 SeitenHow Can Dust Make Planets More Suitable For Life?: Authors: Associate EditorLucien GbezeNoch keine Bewertungen
- Fiitjee Fiitjee Fiitjee Fiitjee: Fortnightly Assessment QuizDokument8 SeitenFiitjee Fiitjee Fiitjee Fiitjee: Fortnightly Assessment QuizIshaan BagaiNoch keine Bewertungen
- Susan Abed (2012) - Corporate Governance and Earnings Management Jordanian EvidenceDokument10 SeitenSusan Abed (2012) - Corporate Governance and Earnings Management Jordanian Evidenceheryp123Noch keine Bewertungen
- Hard Disk Drive Specification HGST Travelstar Z7K500Dokument173 SeitenHard Disk Drive Specification HGST Travelstar Z7K500OmegalexNoch keine Bewertungen
- ECON4150 - Introductory Econometrics Lecture 2: Review of StatisticsDokument41 SeitenECON4150 - Introductory Econometrics Lecture 2: Review of StatisticsSaul DuranNoch keine Bewertungen
- Methods of Test For Rheometer - ODR: 1. ScopeDokument1 SeiteMethods of Test For Rheometer - ODR: 1. ScopeArun GuptaNoch keine Bewertungen
- Differentiation11 21Dokument75 SeitenDifferentiation11 21Maryam ShahidNoch keine Bewertungen