Das könnte Ihnen auch gefallen
- Thirteen Moons in MotionDokument41 SeitenThirteen Moons in MotionGalacticMaya100% (3)
- Magnetic Particle Testing 2Dokument30 SeitenMagnetic Particle Testing 2alfa_macasaetNoch keine Bewertungen
- CH 31 Sec 1 - Postwar Uncertainty PDFDokument5 SeitenCH 31 Sec 1 - Postwar Uncertainty PDFMrEHsiehNoch keine Bewertungen
- Chemical Process Equipment - CrusherDokument14 SeitenChemical Process Equipment - CrusherYespin Pemuda100% (1)
- Flow EqualizationDokument9 SeitenFlow EqualizationhaymedeleonNoch keine Bewertungen
- Grease InterceptorDokument11 SeitenGrease Interceptor185412Noch keine Bewertungen
- Froude Number in Mixing PDFDokument4 SeitenFroude Number in Mixing PDFrinuakNoch keine Bewertungen
- Plastic Void Formers DesignDokument78 SeitenPlastic Void Formers DesignzadadazNoch keine Bewertungen
- VI - Self Study Exam Preparatory Note-Part 1Dokument148 SeitenVI - Self Study Exam Preparatory Note-Part 1Charlie Chong100% (1)
- Gas Flow Calculations and Sizing of PipeDokument45 SeitenGas Flow Calculations and Sizing of PipeErickNoch keine Bewertungen
- GPSA SeparationDokument18 SeitenGPSA SeparationEslamShebl100% (1)
- $riyaz Split 1 PDFDokument113 Seiten$riyaz Split 1 PDFratchagarajaNoch keine Bewertungen
- Tesla PumpsDokument75 SeitenTesla Pumpsjack-bcNoch keine Bewertungen
- GRP-FT Maintenance ManualDokument20 SeitenGRP-FT Maintenance ManualSaleh EttehadiNoch keine Bewertungen
- (Lab Report Operation Unit) Experiment 3: Separation of An Ordinary Binary Mixture Consisting of Acetic Acid and Water by Using Simple Batch Distillation Technique.Dokument8 Seiten(Lab Report Operation Unit) Experiment 3: Separation of An Ordinary Binary Mixture Consisting of Acetic Acid and Water by Using Simple Batch Distillation Technique.Fazsroul100% (9)
- Fluid Bed Drying PDFDokument83 SeitenFluid Bed Drying PDFsouhir gritliNoch keine Bewertungen
- Gas LooplinestptDokument64 SeitenGas Looplinestptniyo7Noch keine Bewertungen
- StichlmanirBravoFair General Model DP Packed ColumnDokument10 SeitenStichlmanirBravoFair General Model DP Packed Columnmcusseglio3931Noch keine Bewertungen
- Pressure Transient Analysis by Using MS. Excel Sheet and Computer ProgrammingDokument13 SeitenPressure Transient Analysis by Using MS. Excel Sheet and Computer ProgrammingRolly Alfeus100% (1)
- CFD Analysis of Hydrodynamic Studies of A Bubbling Fluidized BedDokument10 SeitenCFD Analysis of Hydrodynamic Studies of A Bubbling Fluidized BedTJPRC PublicationsNoch keine Bewertungen
- A Brief Overview of The Drag Laws Used in The Lagrangian Tracking of Ash Trajectories For Boiler Fouling CFD ModelsDokument15 SeitenA Brief Overview of The Drag Laws Used in The Lagrangian Tracking of Ash Trajectories For Boiler Fouling CFD ModelsSAI Khalid HichamNoch keine Bewertungen
- Part-1 Kinetics of ZNS RoastingDokument9 SeitenPart-1 Kinetics of ZNS RoastingakshukNoch keine Bewertungen
- Proposed Relationships Between Dynamic and Static Young Modulus of A Weak Carbonate Reservoir Using Laboratory TestsDokument3 SeitenProposed Relationships Between Dynamic and Static Young Modulus of A Weak Carbonate Reservoir Using Laboratory TestsMd. Azizul HakimNoch keine Bewertungen
- MoodyDokument2 SeitenMoodyAndrea BevilacquaNoch keine Bewertungen
- 71 FeDokument17 Seiten71 FeEric21Noch keine Bewertungen
- Transient Motion of Settling SphereDokument20 SeitenTransient Motion of Settling Spherejaber saketNoch keine Bewertungen
- Wang 2019Dokument16 SeitenWang 2019georgeNoch keine Bewertungen
- Huhtanen KarvinenDokument10 SeitenHuhtanen KarvinenfrancieleNoch keine Bewertungen
- Qin 2016Dokument11 SeitenQin 2016Li DongyueNoch keine Bewertungen
- Hemmati2021 PDFDokument16 SeitenHemmati2021 PDFRuth Noemy Ruiz MangandiNoch keine Bewertungen
- Hybrid Reynolds-Averaged/Large-Eddy Simulations of A Coaxial Supersonic Free-Jet ExperimentDokument36 SeitenHybrid Reynolds-Averaged/Large-Eddy Simulations of A Coaxial Supersonic Free-Jet ExperimentmyskyshepherdNoch keine Bewertungen
- Operating Characteristics of An Agitator With A Draught TubeDokument6 SeitenOperating Characteristics of An Agitator With A Draught TubeMuhammadRiadyNoch keine Bewertungen
- Numero Di WeberDokument16 SeitenNumero Di WeberCristinaNoch keine Bewertungen
- Disk New OrleansDokument11 SeitenDisk New Orleansd882011Noch keine Bewertungen
- Fluid Flow Packed Columns Fluidized: ThroughDokument6 SeitenFluid Flow Packed Columns Fluidized: ThroughSaad NadeemNoch keine Bewertungen
- A. I. Fatehi Et Al - 1995 - Separation of Methane-Nitrogen Mixtures by Pressure Swing Adsorption Using ADokument6 SeitenA. I. Fatehi Et Al - 1995 - Separation of Methane-Nitrogen Mixtures by Pressure Swing Adsorption Using A周世奇Noch keine Bewertungen
- 17-Chapter Manuscript-211-1-10-20181129Dokument13 Seiten17-Chapter Manuscript-211-1-10-20181129Rolly AlfeusNoch keine Bewertungen
- Modeling of Nevada Sand Behavior Using CHSOIL: February 2011Dokument9 SeitenModeling of Nevada Sand Behavior Using CHSOIL: February 2011Zhenhe SongNoch keine Bewertungen
- Fuel CellDokument6 SeitenFuel CellSahar ShNoch keine Bewertungen
- Agitation of Low Viscosity-Fluids: Experiment A8Dokument9 SeitenAgitation of Low Viscosity-Fluids: Experiment A8Christelle Paula C. BatacNoch keine Bewertungen
- Artículo 1Dokument11 SeitenArtículo 1valentinaNoch keine Bewertungen
- Validation of Empirical Formulas To Derive Model Parameters For SandsDokument6 SeitenValidation of Empirical Formulas To Derive Model Parameters For SandsObaid Ur RehmanNoch keine Bewertungen
- Ecm Paper PART1Dokument6 SeitenEcm Paper PART1Yves D'AngeloNoch keine Bewertungen
- PlxValidation-Cylindrical Cavity Expansion-2018Dokument4 SeitenPlxValidation-Cylindrical Cavity Expansion-2018hariom sharmaNoch keine Bewertungen
- Analytical Study of Liquid/Vapour Separation EfficiencyDokument23 SeitenAnalytical Study of Liquid/Vapour Separation Efficiencyra9622Noch keine Bewertungen
- The Role of Rheology in Polymer ExtrusionDokument26 SeitenThe Role of Rheology in Polymer Extrusionnana jangNoch keine Bewertungen
- Numerical Study of Gas-Solid Flow in A Cyclone Separator: B. Wang, D. L. Xu, G. X. Xiao, K. W. Chu and A. B. YUDokument6 SeitenNumerical Study of Gas-Solid Flow in A Cyclone Separator: B. Wang, D. L. Xu, G. X. Xiao, K. W. Chu and A. B. YUAzharuddin Ehtesham FarooquiNoch keine Bewertungen
- New Low-Temperature Performance-Grading Method: Using 4-mm Parallel Plates On A Dynamic Shear RheometerDokument6 SeitenNew Low-Temperature Performance-Grading Method: Using 4-mm Parallel Plates On A Dynamic Shear RheometerLuis AlejandroNoch keine Bewertungen
- Moving Bed ProcessorsDokument11 SeitenMoving Bed ProcessorsWaqar AhmedNoch keine Bewertungen
- Predicted and Observed Behaviour of Soft Clay Foundation Stabilised With Vertical DrainDokument7 SeitenPredicted and Observed Behaviour of Soft Clay Foundation Stabilised With Vertical DrainChim Yan QiNoch keine Bewertungen
- Numerical Investigation On Effect of Divergent Angle in Convergent Divergent Rocket Engine NozzleDokument6 SeitenNumerical Investigation On Effect of Divergent Angle in Convergent Divergent Rocket Engine Nozzledjeffal mohammed amineNoch keine Bewertungen
- La Minar Boundary LayerDokument6 SeitenLa Minar Boundary LayerldzrdsqqtqjilvbfknNoch keine Bewertungen
- ANTUONO ANDREA COLAGROSSI Numerical Diffusive Terms in Weakly-CompDokument24 SeitenANTUONO ANDREA COLAGROSSI Numerical Diffusive Terms in Weakly-CompCarlos Alberto Dutra Fraga FilhoNoch keine Bewertungen
- Dynamic Simulation of Volume Fraction and Density PDFDokument6 SeitenDynamic Simulation of Volume Fraction and Density PDFArpit DwivediNoch keine Bewertungen
- Horizontal Performance Through The PipelineDokument7 SeitenHorizontal Performance Through The Pipelinekhalid alrawiNoch keine Bewertungen
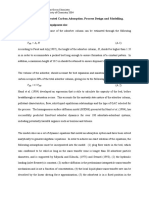
- Appendix. Granular Activated Carbon Adsorption. Process Design and ModellingDokument8 SeitenAppendix. Granular Activated Carbon Adsorption. Process Design and Modellingbuggy kollaNoch keine Bewertungen
- Oliveira Santos Carama AIProcDokument5 SeitenOliveira Santos Carama AIProcLarissa FigueiredoNoch keine Bewertungen
- 3.2 - Baxter - Char Bed ModelDokument15 Seiten3.2 - Baxter - Char Bed ModelHuy NguyenNoch keine Bewertungen
- Exp 2Dokument12 SeitenExp 2ngothihonghanh13Noch keine Bewertungen
- CFD Simulation of Solid Liquid Suspensions in Baffled Stirred Vessels Below Complete Suspension SpeedDokument6 SeitenCFD Simulation of Solid Liquid Suspensions in Baffled Stirred Vessels Below Complete Suspension SpeedivanmatijevicNoch keine Bewertungen
- Analysis of Pressure Transient Tests in Naturally Fractured Reservoirs 2472 0518 1000121Dokument10 SeitenAnalysis of Pressure Transient Tests in Naturally Fractured Reservoirs 2472 0518 1000121Franco HernandezNoch keine Bewertungen
- Multiphase Flows With Compressible and Incompressible PhasesDokument14 SeitenMultiphase Flows With Compressible and Incompressible PhasesLakshmi KanthNoch keine Bewertungen
- Kazemipour DiscussionDokument12 SeitenKazemipour DiscussiondundaronurNoch keine Bewertungen
- Article 1995 Separation of Liquid-Liquid Dispersions in A Deep-Layer Gravity Settler Part II. Mathematical Modeling of The Settler PDFDokument11 SeitenArticle 1995 Separation of Liquid-Liquid Dispersions in A Deep-Layer Gravity Settler Part II. Mathematical Modeling of The Settler PDFMehdiMoosaviNoch keine Bewertungen
- Arora 2D ModelDokument15 SeitenArora 2D Modelktjayakumar3878Noch keine Bewertungen
- Entropy 22 00363 v2Dokument10 SeitenEntropy 22 00363 v2Elena AlexandraNoch keine Bewertungen
- Analytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportVon EverandAnalytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportNoch keine Bewertungen
- Msds Hidrogen Sulfida PDFDokument10 SeitenMsds Hidrogen Sulfida PDFAigah Ameilia ManullangNoch keine Bewertungen
- TdsDokument4 SeitenTdsRohith KommuNoch keine Bewertungen
- Engineering Aplication SDokument371 SeitenEngineering Aplication SLon CarlNoch keine Bewertungen
- Bellasol S16 - Technical Data Sheet - Oil Gas - 8 5x11Dokument2 SeitenBellasol S16 - Technical Data Sheet - Oil Gas - 8 5x11dodofan2000Noch keine Bewertungen
- BME473 Homework 4Dokument6 SeitenBME473 Homework 4telatoyoNoch keine Bewertungen
- Ce6304 - Pec Surveying I - 5 Unit NotesDokument62 SeitenCe6304 - Pec Surveying I - 5 Unit Notesဒုကၡ သစၥာNoch keine Bewertungen
- ASTM A325M Rev B (2004) STD SPECS FOR STRUCTURAL BOLTS, STEEDokument7 SeitenASTM A325M Rev B (2004) STD SPECS FOR STRUCTURAL BOLTS, STEECharwin PicaoNoch keine Bewertungen
- Pharmaceutical Powders, Blends, Dry Granulations, and Immediate-Release TabletsDokument9 SeitenPharmaceutical Powders, Blends, Dry Granulations, and Immediate-Release TabletsOgunjimi Abayomi Tolulope50% (2)
- Mil STD 1541aDokument42 SeitenMil STD 1541aramadhany_kizunaNoch keine Bewertungen
- APFF 1896 Introduction of 750W MotorDokument7 SeitenAPFF 1896 Introduction of 750W MotorjakaNoch keine Bewertungen
- Einstein's Third Postulate PDFDokument5 SeitenEinstein's Third Postulate PDFHerczegh TamasNoch keine Bewertungen
- Calculating Eigenvalues of Many-Body Systems From Partition FunctionsDokument25 SeitenCalculating Eigenvalues of Many-Body Systems From Partition FunctionsAmina IbrahimNoch keine Bewertungen
- 3107 - Nurture - Phase-II - Answerkey & SolutionDokument11 Seiten3107 - Nurture - Phase-II - Answerkey & Solution06 boymaxxNoch keine Bewertungen
- Farrukh Shahzad: For More Chemical Engineering Ebooks and Solution Manuals Visit HereDokument6 SeitenFarrukh Shahzad: For More Chemical Engineering Ebooks and Solution Manuals Visit HereFarrukh ShahzadNoch keine Bewertungen
- Aim To Prepare A Sample of Cuprammonium Rayon Threads From Filter Paper Apparatus Required ADokument11 SeitenAim To Prepare A Sample of Cuprammonium Rayon Threads From Filter Paper Apparatus Required ANitinAgnihotriNoch keine Bewertungen
- ASTM A320 - A320M-22aDokument8 SeitenASTM A320 - A320M-22a1965karanfil6Noch keine Bewertungen
- What Is Solvatochromism?: Alberto Marini, Aurora Mun Oz-Losa, Alessandro Biancardi, and Benedetta MennucciDokument8 SeitenWhat Is Solvatochromism?: Alberto Marini, Aurora Mun Oz-Losa, Alessandro Biancardi, and Benedetta MennucciJadaNoch keine Bewertungen
- Acoustic Emission March 2004 - Back To BasicsDokument16 SeitenAcoustic Emission March 2004 - Back To BasicsfndandanNoch keine Bewertungen
- Slip FormationDokument28 SeitenSlip Formationpawan_aggarwal_22100% (2)
- Test-Ch 6 v2Dokument3 SeitenTest-Ch 6 v2api-188215664Noch keine Bewertungen
- Micro Tower Maps 150909Dokument12 SeitenMicro Tower Maps 150909Luis TorcidaNoch keine Bewertungen
- Applied Clay Science: Research PaperDokument8 SeitenApplied Clay Science: Research PaperDaniela NarvaezNoch keine Bewertungen
- PL Fluke Biomedical (Ekatalog Link) 2018 - 2020Dokument2 SeitenPL Fluke Biomedical (Ekatalog Link) 2018 - 2020lukas adi nugrohoNoch keine Bewertungen