Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- (2083831X - Studia Geotechnica Et Mechanica) Effect of Settlement of Foundations On The Failure Risk of The Bottom of Cylindrical Steel Vertical Tanks For Liquids PDFDokument6 Seiten(2083831X - Studia Geotechnica Et Mechanica) Effect of Settlement of Foundations On The Failure Risk of The Bottom of Cylindrical Steel Vertical Tanks For Liquids PDFViraj ModiNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- V001t02a007 Ipc2000 117Dokument10 SeitenV001t02a007 Ipc2000 117zafarbadalNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Tackling: LeakageDokument1 SeiteTackling: LeakageDavid RodriguesNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- PDS Stopaq Wrappingband CZ V6 ENDokument2 SeitenPDS Stopaq Wrappingband CZ V6 ENDavid RodriguesNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Safety Tools Allmet SolutionsDokument24 SeitenSafety Tools Allmet SolutionsDavid RodriguesNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- An Owner Operators Guide To Industry 4.0 Digital TransformationDokument14 SeitenAn Owner Operators Guide To Industry 4.0 Digital TransformationDavid RodriguesNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- English 20131104 Rev1 - AshtronDokument16 SeitenEnglish 20131104 Rev1 - AshtronDavid RodriguesNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Fluid Fertiliser Storage Tank Environmental Risk Assessment For SpillagesDokument1 SeiteFluid Fertiliser Storage Tank Environmental Risk Assessment For SpillagesDavid RodriguesNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- V001t02a007 Ipc2000 117Dokument10 SeitenV001t02a007 Ipc2000 117zafarbadalNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- 03052018XG7RHQP0V RiskAssessmentReportDokument60 Seiten03052018XG7RHQP0V RiskAssessmentReportTegaraji KuncaraNoch keine Bewertungen
- The Importance of Long Term Coating ManagementDokument8 SeitenThe Importance of Long Term Coating ManagementDavid RodriguesNoch keine Bewertungen
- Offshore Norge's Guide to Managing Life ExtensionDokument20 SeitenOffshore Norge's Guide to Managing Life ExtensionDavid RodriguesNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Development of Epoxy Based Surface Tolerant CoatinDokument15 SeitenDevelopment of Epoxy Based Surface Tolerant CoatinDavid Rodrigues100% (1)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Risk Based Inspection Methodology and Software Applied To Atmospheric Storage TanksDokument14 SeitenRisk Based Inspection Methodology and Software Applied To Atmospheric Storage TanksDavid RodriguesNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Eoncoat BrochureDokument5 SeitenEoncoat BrochureDavid RodriguesNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Xr618 Ul 1709 - Ul Product IqDokument3 SeitenXr618 Ul 1709 - Ul Product IqDavid RodriguesNoch keine Bewertungen
- Standardising The Durability Figures of Metallic and Paint CoatingsDokument9 SeitenStandardising The Durability Figures of Metallic and Paint CoatingsDavid RodriguesNoch keine Bewertungen
- Portable Tank BrochureDokument4 SeitenPortable Tank BrochureDavid RodriguesNoch keine Bewertungen
- Developments in Coatings For High Temperature Corrosion ProtectionDokument9 SeitenDevelopments in Coatings For High Temperature Corrosion ProtectionDavid RodriguesNoch keine Bewertungen
- Requalification of LPG Tanks in Europe Verifying The Structural Integrity by Monitoring The Pressure Test With Acoustic EmissionDokument8 SeitenRequalification of LPG Tanks in Europe Verifying The Structural Integrity by Monitoring The Pressure Test With Acoustic EmissionDavid RodriguesNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- p16 24 FinalReport - PipelineCorrosionDokument78 Seitenp16 24 FinalReport - PipelineCorrosionPiranha TourniquetNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Belzona 1981 - 10168Dokument2 SeitenBelzona 1981 - 10168David RodriguesNoch keine Bewertungen
- Distillation Inspecting Towers Part 1Dokument10 SeitenDistillation Inspecting Towers Part 1Ricardo BecNoch keine Bewertungen
- Mendt2015 58Dokument23 SeitenMendt2015 58David RodriguesNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Strategies For Mitigation Ethanol and Methanol Stress Corrosion CrackingDokument76 SeitenStrategies For Mitigation Ethanol and Methanol Stress Corrosion CrackingCarlos Bermejo AlvarezNoch keine Bewertungen
- RT On Annular PlatesDokument1 SeiteRT On Annular PlatesDavid RodriguesNoch keine Bewertungen
- Smanio Eurocorr 2008 Paper 12112Dokument14 SeitenSmanio Eurocorr 2008 Paper 12112David RodriguesNoch keine Bewertungen
- Ansi Asqc-Z1.4Dokument96 SeitenAnsi Asqc-Z1.4Agni Dahana100% (2)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Corrosion Mechanisms of Painted MetalDokument14 SeitenCorrosion Mechanisms of Painted MetalDavid Rodrigues100% (1)
- Corrosion Mechanisms of Painted MetalDokument14 SeitenCorrosion Mechanisms of Painted MetalDavid Rodrigues100% (1)
- Coal and Petroleum - Class 8 - Notes - PANTOMATHDokument8 SeitenCoal and Petroleum - Class 8 - Notes - PANTOMATHsourav9823100% (1)
- LNG Ships: by F. R. ChowdhuryDokument6 SeitenLNG Ships: by F. R. ChowdhuryThusitha DalpathaduNoch keine Bewertungen
- Gear Failures PDFDokument19 SeitenGear Failures PDFermaksan0% (1)
- 04-87RA9001-01 Installation Junction Box Main Field Signals 9000 SeriesDokument1 Seite04-87RA9001-01 Installation Junction Box Main Field Signals 9000 SeriesRonaldNoch keine Bewertungen
- Smart Axis Automatic Chasing Machine ManualDokument38 SeitenSmart Axis Automatic Chasing Machine Manualvser19Noch keine Bewertungen
- Saturn Engine CoolingDokument5 SeitenSaturn Engine Coolinglamping_apNoch keine Bewertungen
- PEB Specification and Standards With DetailsDokument15 SeitenPEB Specification and Standards With DetailsMujjo SahbNoch keine Bewertungen
- 2a. Specs For Valves - IADokument4 Seiten2a. Specs For Valves - IAPraveen KasrottaranNoch keine Bewertungen
- Improving Packed Tower PerformanceDokument3 SeitenImproving Packed Tower PerformanceManish542Noch keine Bewertungen
- 20MCC New Brochure Compressed-CompressedDokument22 Seiten20MCC New Brochure Compressed-Compressedfranchise.adajanNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Science Exam NewDokument3 SeitenScience Exam NewShahani BarredoNoch keine Bewertungen
- Tulsion: Strong Acid Cation Exchange Resin Sodium CycleDokument2 SeitenTulsion: Strong Acid Cation Exchange Resin Sodium CycleKewl DudzNoch keine Bewertungen
- Bridgestone Databook 2010 - 0911Dokument52 SeitenBridgestone Databook 2010 - 0911jesus_pacco100% (1)
- Bioreactor and SterilizationDokument22 SeitenBioreactor and SterilizationMuhd Shukri100% (2)
- A513A513M-15 Standard Specification For Electric-Resistance-Welded Carbon and Alloy Steel Mechanical TubingDokument13 SeitenA513A513M-15 Standard Specification For Electric-Resistance-Welded Carbon and Alloy Steel Mechanical TubingChuthaNoch keine Bewertungen
- Solcourse - Polythene DPM DatasheetDokument2 SeitenSolcourse - Polythene DPM DatasheetkibzeamNoch keine Bewertungen
- FULL CERAMIC BEARINGS TECHNICAL GUIDEDokument13 SeitenFULL CERAMIC BEARINGS TECHNICAL GUIDEKatasterNoch keine Bewertungen
- Blown Film CatalogueDokument12 SeitenBlown Film CatalogueMohammad-reza NabavinezhadNoch keine Bewertungen
- Belayab Machine Manual Last 2Dokument14 SeitenBelayab Machine Manual Last 2abdiNoch keine Bewertungen
- 1kz-Te Cooling System PDFDokument14 Seiten1kz-Te Cooling System PDFwill meridith100% (2)
- Aci 318R 08Dokument1 SeiteAci 318R 08Sayed Diab AlsayedNoch keine Bewertungen
- 2013 Marine Air PricebookDokument111 Seiten2013 Marine Air Pricebooknwmarineair2869Noch keine Bewertungen
- 3 PoleDokument3 Seiten3 PoleSejahtra AbadiNoch keine Bewertungen
- CH - Mass Transfer and Transport Phenomenon PDFDokument29 SeitenCH - Mass Transfer and Transport Phenomenon PDFRaghul RockNoch keine Bewertungen
- SDLG Wheel Loader LG958 Complete Appliance Service Manua1 PDFDokument268 SeitenSDLG Wheel Loader LG958 Complete Appliance Service Manua1 PDFFrancisco Ferrer100% (1)
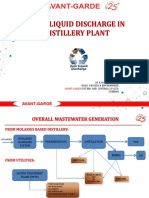
- Avant-Garde Mr. K Mohan KumarDokument46 SeitenAvant-Garde Mr. K Mohan KumarSivakumar SelvarajNoch keine Bewertungen
- C45Dokument2 SeitenC45Marko DobrisavljevicNoch keine Bewertungen
- MasterPel SP 6000 - BASF July 2018 - en - NZDokument2 SeitenMasterPel SP 6000 - BASF July 2018 - en - NZDan IonelNoch keine Bewertungen
- Unimog Techdata u4000 Euro5 1209 en PDF Unimog_techdata_u4000_euro5_1209_en_pdf.pdf Unimog_techdata_u4000_euro5_1209_en_pdf.pdf Unimog_techdata_u4000_euro5_1209_en_pdf.pdfDokument2 SeitenUnimog Techdata u4000 Euro5 1209 en PDF Unimog_techdata_u4000_euro5_1209_en_pdf.pdf Unimog_techdata_u4000_euro5_1209_en_pdf.pdf Unimog_techdata_u4000_euro5_1209_en_pdf.pdfIvana Ilic67% (3)