Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Structural ConceptsDokument29 SeitenStructural ConceptsAnonymous EuRq8DWuT100% (1)
- RED BOOK 4th EditionDokument169 SeitenRED BOOK 4th EditionGustavo PragerNoch keine Bewertungen
- ASTM Comparison PDFDokument1 SeiteASTM Comparison PDFRaja HoneNoch keine Bewertungen
- No. 1 - Construction of Temporary DetourDokument8 SeitenNo. 1 - Construction of Temporary DetourMohammed Irfan0% (1)
- Structural Design of A Reinforced Concrete Balcony Slab To BS 8110Dokument6 SeitenStructural Design of A Reinforced Concrete Balcony Slab To BS 8110Isma Issy0% (1)
- Purlin DesignDokument9 SeitenPurlin DesignVhorn TiuNoch keine Bewertungen
- Cracks Phenomenonon HousesDokument22 SeitenCracks Phenomenonon HousesSarah MendezNoch keine Bewertungen
- Terms Used in RoofDokument2 SeitenTerms Used in Roofrahul_5587_265238786Noch keine Bewertungen
- Just in Time (Jit) : Kanika Harsh AnshumanDokument20 SeitenJust in Time (Jit) : Kanika Harsh AnshumanKanika GargNoch keine Bewertungen
- Mathcad - 09. Design Combined Shear & TorsionDokument5 SeitenMathcad - 09. Design Combined Shear & TorsionMrAlittle FingerNoch keine Bewertungen
- Corporate ListDokument81 SeitenCorporate Listatiq100% (2)
- Basement WallDokument6 SeitenBasement WallNikhil KumbharNoch keine Bewertungen
- Wearing Surfaces For Timber DecksDokument34 SeitenWearing Surfaces For Timber DecksJuan Carlos Huisa ChuraNoch keine Bewertungen
- Shearing Strength of Reinforced Concrete Slabs : by Richard Elstner Eivind HognestadtDokument30 SeitenShearing Strength of Reinforced Concrete Slabs : by Richard Elstner Eivind HognestadtDiego VegaNoch keine Bewertungen
- Industrial Painting For Manufacturing PlantsDokument2 SeitenIndustrial Painting For Manufacturing PlantsConnor MarshmanNoch keine Bewertungen
- Improving The Excavator Productivity: Case StudyDokument2 SeitenImproving The Excavator Productivity: Case StudyRMRE UETNoch keine Bewertungen
- Icao Doc 9157 Part 3Dokument355 SeitenIcao Doc 9157 Part 3sameerpecNoch keine Bewertungen
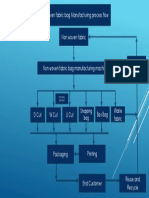
- Utkal Non Woven Fabric Bag Manufacturing Process Flow Non Woven FabricDokument1 SeiteUtkal Non Woven Fabric Bag Manufacturing Process Flow Non Woven FabricsatyabannayakNoch keine Bewertungen
- Practice Questions 41 To 50Dokument3 SeitenPractice Questions 41 To 50anthonyhewitt250Noch keine Bewertungen
- Mbook DetailsDokument11 SeitenMbook DetailsAnonymous ncBe0B9bNoch keine Bewertungen
- CONTROLTUB - Controle de Juntas - New-Flare-Piping-Joints-ControlDokument109 SeitenCONTROLTUB - Controle de Juntas - New-Flare-Piping-Joints-ControlVss SantosNoch keine Bewertungen
- Determining The Location of The Sustainable Fishing Industry With Center of Gravity Method, Case Study Northeast Coast of JavaDokument6 SeitenDetermining The Location of The Sustainable Fishing Industry With Center of Gravity Method, Case Study Northeast Coast of JavaInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Manual 606 Universal Shelving System Planning GuideDokument19 SeitenManual 606 Universal Shelving System Planning GuideJrg LpzNoch keine Bewertungen
- 4 - FireSmoke Control Stair Pressurization.28122850Dokument8 Seiten4 - FireSmoke Control Stair Pressurization.28122850CTHNoch keine Bewertungen
- Structure Analysis Report of Residential Building At: Eni Municipality CityDokument42 SeitenStructure Analysis Report of Residential Building At: Eni Municipality CitySudip ShresthaNoch keine Bewertungen
- Pdvsa: Engineering Design ManualDokument3 SeitenPdvsa: Engineering Design ManualCarlos AlvaNoch keine Bewertungen
- ProQuestDocuments 2019 10 10Dokument4 SeitenProQuestDocuments 2019 10 10buddikalrNoch keine Bewertungen
- Et&p Profile 1-8-19Dokument8 SeitenEt&p Profile 1-8-19Ar Frank EpeNoch keine Bewertungen
- Dokaflex TableDokument24 SeitenDokaflex Tabledsuresh_ch20029057Noch keine Bewertungen
- 2 Wellmade Scaffold Catalogue Different Scaffolding Sytsems PDFDokument28 Seiten2 Wellmade Scaffold Catalogue Different Scaffolding Sytsems PDFsfgsadgrrrrgNoch keine Bewertungen