Das könnte Ihnen auch gefallen
- Productivity and Reliability-Based Maintenance Management, Second EditionVon EverandProductivity and Reliability-Based Maintenance Management, Second EditionNoch keine Bewertungen
- Massive X-16x9 Version 5.0 - 5.3 (Latest New Updates in Here!!!)Dokument158 SeitenMassive X-16x9 Version 5.0 - 5.3 (Latest New Updates in Here!!!)JF DVNoch keine Bewertungen
- Optimization of Cutting Fluids and Cutting Parameters During End Milling by UsingDokument8 SeitenOptimization of Cutting Fluids and Cutting Parameters During End Milling by Usingiskricaman7Noch keine Bewertungen
- Software Hackathon Problem StatementsDokument2 SeitenSoftware Hackathon Problem StatementsLinusNelson100% (2)
- Importance of LubricationDokument14 SeitenImportance of LubricationBijendra PrajapatiNoch keine Bewertungen
- Lubricants 1Dokument32 SeitenLubricants 1Shobhit GuptaNoch keine Bewertungen
- Material Science: BY:-Prerna AgrawalDokument13 SeitenMaterial Science: BY:-Prerna AgrawalPrerna AgrawalNoch keine Bewertungen
- Lubs, Properties & TeatingDokument33 SeitenLubs, Properties & Teatingjamesv52_743942786Noch keine Bewertungen
- Lubrication ChartDokument4 SeitenLubrication ChartanuprajaNoch keine Bewertungen
- Cutting FluidsDokument28 SeitenCutting FluidsVivek DesaleNoch keine Bewertungen
- Grease Select Guide PDFDokument12 SeitenGrease Select Guide PDFeng13Noch keine Bewertungen
- Shell Turbo T46 PDFDokument2 SeitenShell Turbo T46 PDFdionisio emilio reyes jimenezNoch keine Bewertungen
- Hammer Mill, Feeder DFZC-0655 / DFZC-400: Pitstop - MaintenanceDokument4 SeitenHammer Mill, Feeder DFZC-0655 / DFZC-400: Pitstop - Maintenanceghazi trikiNoch keine Bewertungen
- Design Engineer's Guide - Selecting A Lubricant For Ball ScrewsDokument10 SeitenDesign Engineer's Guide - Selecting A Lubricant For Ball ScrewsDat RomanNoch keine Bewertungen
- Introduction To GreaseDokument24 SeitenIntroduction To GreasefahreezNoch keine Bewertungen
- Lubrication TrainingDokument49 SeitenLubrication TrainingzeruNoch keine Bewertungen
- The Maintenance Management FrameworkDokument12 SeitenThe Maintenance Management FrameworkudinpenjolNoch keine Bewertungen
- EGT001 Roller Bearings Lubrication TrainingDokument10 SeitenEGT001 Roller Bearings Lubrication TrainingJom BonhayagNoch keine Bewertungen
- Fan Selection Guide PDFDokument16 SeitenFan Selection Guide PDFHarsh KhatriNoch keine Bewertungen
- Application of Ponding Systems in The Treatment ofDokument10 SeitenApplication of Ponding Systems in The Treatment ofbenjiy80Noch keine Bewertungen
- Reduction of High Maintenance Costs by Noah Olela Abong'oDokument20 SeitenReduction of High Maintenance Costs by Noah Olela Abong'oNABONGO2Noch keine Bewertungen
- Chapter 2 LubricationDokument22 SeitenChapter 2 Lubricationuthman98Noch keine Bewertungen
- Lubricant Condition Monitoring: Why The Lubricants MonitoringDokument14 SeitenLubricant Condition Monitoring: Why The Lubricants Monitoringrbdubey2020Noch keine Bewertungen
- Auma GreaseDokument1 SeiteAuma GreaseQuoc HungNoch keine Bewertungen
- Module 4. Lubricant & Lubrication PDFDokument65 SeitenModule 4. Lubricant & Lubrication PDFarcee coinNoch keine Bewertungen
- Lubricating OilsDokument22 SeitenLubricating OilsShweta PatilNoch keine Bewertungen
- TribologyDokument19 SeitenTribologyMtech Design [Golden Batch]Noch keine Bewertungen
- Presentation On GreaseDokument29 SeitenPresentation On GreaseAshishNoch keine Bewertungen
- Fan Bearing Selection Fe 1200Dokument4 SeitenFan Bearing Selection Fe 1200phineasphineNoch keine Bewertungen
- Water Soluble Coolant Recovery OverviewDokument4 SeitenWater Soluble Coolant Recovery OverviewNisha GanapathysundararamanNoch keine Bewertungen
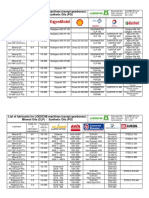
- List of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)Dokument8 SeitenList of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)MossaabSelaimiaNoch keine Bewertungen
- Iso 6743 6 1990Dokument8 SeitenIso 6743 6 1990hossam alebrahimNoch keine Bewertungen
- Copia de Petrobras Marine Lubricating Oils Equivalent ListDokument5 SeitenCopia de Petrobras Marine Lubricating Oils Equivalent Listeddy1588Noch keine Bewertungen
- Lubricants ChainoilsDokument6 SeitenLubricants ChainoilsWan SaktiawanNoch keine Bewertungen
- Publication of CBMDokument108 SeitenPublication of CBMMariusz RosenkrancNoch keine Bewertungen
- Audit, Develop and ImplementDokument8 SeitenAudit, Develop and ImplementVishal MadooNoch keine Bewertungen
- Industrial Lubrication and TribologyDokument16 SeitenIndustrial Lubrication and TribologyBonifacio Bagual JrNoch keine Bewertungen
- Control System TheoryDokument60 SeitenControl System TheoryNishant SaxenaNoch keine Bewertungen
- MCE321 - Lubrication and LubricantsDokument9 SeitenMCE321 - Lubrication and LubricantsVanina VaniniNoch keine Bewertungen
- Lubrication TechnologyDokument3 SeitenLubrication TechnologymaheshNoch keine Bewertungen
- Clean Oil GuideDokument28 SeitenClean Oil GuideAlex VulpeNoch keine Bewertungen
- Gearbox Efficiency and LubricationDokument6 SeitenGearbox Efficiency and Lubricationrashm006ranjanNoch keine Bewertungen
- Friction Modifier AdditivesTribology LettersDokument26 SeitenFriction Modifier AdditivesTribology LettersMarcos Dantas dos SantosNoch keine Bewertungen
- Vdocument - in Lubrication Fundamentals 58bdcbdaeb096Dokument65 SeitenVdocument - in Lubrication Fundamentals 58bdcbdaeb096Patrick FoNoch keine Bewertungen
- Synthetic Gear Oil SelectionDokument9 SeitenSynthetic Gear Oil Selectionsmallik3Noch keine Bewertungen
- Lubrication ManagementDokument44 SeitenLubrication ManagementMohd Idris MohiuddinNoch keine Bewertungen
- Guide To EM Bearing LubricationDokument12 SeitenGuide To EM Bearing LubricationAnonymous alQXB11EgQ100% (1)
- Lubricants Fundamentals IociDokument84 SeitenLubricants Fundamentals IociSrikanth AnchulaNoch keine Bewertungen
- Rubber Assembly LubricantsDokument35 SeitenRubber Assembly LubricantsJako MishyNoch keine Bewertungen
- Chapter 6 LubricationDokument24 SeitenChapter 6 Lubricationchala nigussieNoch keine Bewertungen
- Technology Forum - Indoneusa - Gas Engines (Oct.2014) V2Dokument42 SeitenTechnology Forum - Indoneusa - Gas Engines (Oct.2014) V2Frana HadiNoch keine Bewertungen
- Bearing Life CycleDokument2 SeitenBearing Life CyclemoerkerkNoch keine Bewertungen
- Elastohydrodynamic Lubrication FundamentalsDokument40 SeitenElastohydrodynamic Lubrication FundamentalsGweParkNoch keine Bewertungen
- Ferrography PresentationDokument56 SeitenFerrography PresentationNaveen Chodagiri100% (1)
- LT32599 10Dokument38 SeitenLT32599 10Angela BaileyNoch keine Bewertungen
- Shovel Lubrication PDFDokument2 SeitenShovel Lubrication PDFSounak SasmalNoch keine Bewertungen
- Minimac - ProfileDokument40 SeitenMinimac - ProfileAnshuman AgrawalNoch keine Bewertungen
- Lubrication & Lubrication SystemsDokument21 SeitenLubrication & Lubrication Systemss_mohankumarNoch keine Bewertungen
- GulfSea Synth Gear Oil PG 220 PDFDokument2 SeitenGulfSea Synth Gear Oil PG 220 PDFObydur RahmanNoch keine Bewertungen
- Lu Bri CtionDokument5 SeitenLu Bri Ctionme1901932Noch keine Bewertungen
- 1q04 3500 MaritimeDokument1 Seite1q04 3500 MaritimemojiryhamidNoch keine Bewertungen
- ADokument2 SeitenAmojiryhamidNoch keine Bewertungen
- ADokument2 SeitenAmojiryhamidNoch keine Bewertungen
- Itma Asia SaurerDokument2 SeitenItma Asia SaurermojiryhamidNoch keine Bewertungen
- 6.104en BB SK560Dokument6 Seiten6.104en BB SK560mojiryhamidNoch keine Bewertungen
- Itma Asia SaurerDokument2 SeitenItma Asia SaurermojiryhamidNoch keine Bewertungen
- Introduction To Programming Using Java 09Dokument73 SeitenIntroduction To Programming Using Java 09mojiryhamidNoch keine Bewertungen
- NumMeth Handout 5Dokument30 SeitenNumMeth Handout 5Mohamed AwadNoch keine Bewertungen
- 1q04 Tmpro ManualsDokument1 Seite1q04 Tmpro ManualsmojiryhamidNoch keine Bewertungen
- Analytical Methods in Rotor DynamicsDokument1 SeiteAnalytical Methods in Rotor DynamicsmojiryhamidNoch keine Bewertungen
- Numerical MethodsDokument32 SeitenNumerical MethodsmojiryhamidNoch keine Bewertungen
- C 7Dokument16 SeitenC 7mojiryhamidNoch keine Bewertungen
- 620-0216-000a Using This Document Series PDFDokument24 Seiten620-0216-000a Using This Document Series PDFmojiryhamidNoch keine Bewertungen
- Termografia GuidelinesDokument18 SeitenTermografia GuidelinesTiago FernandesNoch keine Bewertungen
- Lubrication and TribologyDokument25 SeitenLubrication and TribologySyam TawakkalNoch keine Bewertungen
- 766cb374fd37fb5 EkDokument5 Seiten766cb374fd37fb5 EkmojiryhamidNoch keine Bewertungen
- 935095Dokument13 Seiten935095mojiryhamidNoch keine Bewertungen
- T 000332Dokument75 SeitenT 000332mojiryhamidNoch keine Bewertungen
- Lecture18-03 23 2011Dokument18 SeitenLecture18-03 23 2011mojiryhamidNoch keine Bewertungen
- Solution of The Partial Differential EquationsDokument32 SeitenSolution of The Partial Differential EquationsMohamed Mounir FekriNoch keine Bewertungen
- Efficient Numerical Method For Computation of Thermohydrodynamics of Laminar Lubricating FilmsDokument25 SeitenEfficient Numerical Method For Computation of Thermohydrodynamics of Laminar Lubricating FilmsHamid MojiryNoch keine Bewertungen
- 05458969Dokument4 Seiten05458969mojiryhamidNoch keine Bewertungen
- PicardDokument24 SeitenPicardMario CacasennoNoch keine Bewertungen
- Mixed Analytical/numerical Method Applied To The Low Reynolds Number K-Epsilon Turbulence ModelDokument8 SeitenMixed Analytical/numerical Method Applied To The Low Reynolds Number K-Epsilon Turbulence ModelmojiryhamidNoch keine Bewertungen
- C 2Dokument10 SeitenC 2mojiryhamidNoch keine Bewertungen
- C 10Dokument38 SeitenC 10mojiryhamidNoch keine Bewertungen
- C 12Dokument25 SeitenC 12mojiryhamidNoch keine Bewertungen
- Tilting Pad BearingDokument2 SeitenTilting Pad BearingmojiryhamidNoch keine Bewertungen
- C 3 SDokument8 SeitenC 3 SmojiryhamidNoch keine Bewertungen
- Erickson Transformer DesignDokument23 SeitenErickson Transformer DesigndonscogginNoch keine Bewertungen
- RWJ Corp Ch19 Dividends and Other PayoutsDokument28 SeitenRWJ Corp Ch19 Dividends and Other Payoutsmuhibbuddin noorNoch keine Bewertungen
- AdvertisingDokument2 SeitenAdvertisingJelena ŽužaNoch keine Bewertungen
- Vocabulary Practice Unit 8Dokument4 SeitenVocabulary Practice Unit 8José PizarroNoch keine Bewertungen
- Software Testing Notes Prepared by Mrs. R. Swetha M.E Unit I - Introduction at The End of This Unit, The Student Will Be Able ToDokument30 SeitenSoftware Testing Notes Prepared by Mrs. R. Swetha M.E Unit I - Introduction at The End of This Unit, The Student Will Be Able ToKabilan NarashimhanNoch keine Bewertungen
- ADS Chapter 303 Grants and Cooperative Agreements Non USDokument81 SeitenADS Chapter 303 Grants and Cooperative Agreements Non USMartin JcNoch keine Bewertungen
- Rundown Rakernas & Seminar PABMI - Final-1Dokument6 SeitenRundown Rakernas & Seminar PABMI - Final-1MarthinNoch keine Bewertungen
- Karmex 80df Diuron MsdsDokument9 SeitenKarmex 80df Diuron MsdsSouth Santee Aquaculture100% (1)
- S SSB29 - Alternator Cables PM: WARNING: This Equipment Contains Hazardous VoltagesDokument3 SeitenS SSB29 - Alternator Cables PM: WARNING: This Equipment Contains Hazardous VoltagesMohan PreethNoch keine Bewertungen
- Completed NGC3 ReportDokument4 SeitenCompleted NGC3 ReportTiCu Constantin100% (1)
- Freqinv 3g3fv Ds 01oct2000Dokument20 SeitenFreqinv 3g3fv Ds 01oct2000Mohd Abu AjajNoch keine Bewertungen
- Gujarat Technological UniversityDokument2 SeitenGujarat Technological UniversityBhavesh PatelNoch keine Bewertungen
- 7933-Article Text-35363-1-10-20230724Dokument8 Seiten7933-Article Text-35363-1-10-20230724Ridho HidayatNoch keine Bewertungen
- DPC SEMESTER X B Project ListDokument2 SeitenDPC SEMESTER X B Project ListVaibhav SharmaNoch keine Bewertungen
- Land Use Paln in La Trinidad BenguetDokument19 SeitenLand Use Paln in La Trinidad BenguetErin FontanillaNoch keine Bewertungen
- Pradhan Mantri Gramin Digital Saksharta Abhiyan (PMGDISHA) Digital Literacy Programme For Rural CitizensDokument2 SeitenPradhan Mantri Gramin Digital Saksharta Abhiyan (PMGDISHA) Digital Literacy Programme For Rural Citizenssairam namakkalNoch keine Bewertungen
- Key Features of A Company 1. Artificial PersonDokument19 SeitenKey Features of A Company 1. Artificial PersonVijayaragavan MNoch keine Bewertungen
- Safety Inspection Checklist Project: Location: Inspector: DateDokument2 SeitenSafety Inspection Checklist Project: Location: Inspector: Dateyono DaryonoNoch keine Bewertungen
- Sun Hung Kai 2007Dokument176 SeitenSun Hung Kai 2007Setianingsih SENoch keine Bewertungen
- Flyer Manuale - CON WATERMARK PAGINE SINGOLEDokument6 SeitenFlyer Manuale - CON WATERMARK PAGINE SINGOLEjscmtNoch keine Bewertungen
- Sika Saudi Arabia: Safety Data SheetDokument4 SeitenSika Saudi Arabia: Safety Data Sheetusman khalid100% (1)
- Marshall Baillieu: Ian Marshall Baillieu (Born 6 June 1937) Is A Former AustralianDokument3 SeitenMarshall Baillieu: Ian Marshall Baillieu (Born 6 June 1937) Is A Former AustralianValenVidelaNoch keine Bewertungen
- Certification DSWD Educational AssistanceDokument3 SeitenCertification DSWD Educational AssistancePatoc Stand Alone Senior High School (Region VIII - Leyte)Noch keine Bewertungen
- Civil NatureDokument3 SeitenCivil NatureZ_Jahangeer100% (4)
- VB 850Dokument333 SeitenVB 850Laura ValentinaNoch keine Bewertungen
- Tekla Structures ToturialsDokument35 SeitenTekla Structures ToturialsvfmgNoch keine Bewertungen
- 6mm Superlite 70 40t Clear +16as+6mm ClearDokument1 Seite6mm Superlite 70 40t Clear +16as+6mm ClearNav JavNoch keine Bewertungen
- To Syed Ubed - For UpdationDokument1 SeiteTo Syed Ubed - For Updationshrikanth5singhNoch keine Bewertungen