Das könnte Ihnen auch gefallen
- Mapa Conceptual Atencion Al ClienteDokument3 SeitenMapa Conceptual Atencion Al ClienteCeidy Reyes77% (31)
- Termorregulador GWK Tecma Wi 800 PDFDokument148 SeitenTermorregulador GWK Tecma Wi 800 PDFCesar A. Zarate LozanoNoch keine Bewertungen
- Manual Pls TowerDokument189 SeitenManual Pls TowerCarla Parra MedinaNoch keine Bewertungen
- Manual Convertidor ABB ACS800 PDFDokument236 SeitenManual Convertidor ABB ACS800 PDFCesar A. Zarate Lozano67% (3)
- Cuestionario Con RespuestasDokument44 SeitenCuestionario Con RespuestasAlex Jahir NamizakeNoch keine Bewertungen
- Step 7 AvanzadoDokument297 SeitenStep 7 AvanzadoDrPistonNoch keine Bewertungen
- EMR3Dokument5 SeitenEMR3Alexis DavidNoch keine Bewertungen
- Manual Uso HeliosDokument53 SeitenManual Uso HeliosCesar A. Zarate Lozano0% (1)
- De S5 A S7Dokument152 SeitenDe S5 A S7Cesar A. Zarate LozanoNoch keine Bewertungen
- De S5 A S7Dokument152 SeitenDe S5 A S7Cesar A. Zarate LozanoNoch keine Bewertungen
- El Factor de Potencia1Dokument4 SeitenEl Factor de Potencia1Cesar A. Zarate Lozano100% (1)
- ComunicaciónDokument5 SeitenComunicaciónalbertoNoch keine Bewertungen
- BPM y BI NUEVO PDFDokument26 SeitenBPM y BI NUEVO PDFHugo OrlandoNoch keine Bewertungen
- Tutorial S7200 Como Esclavo DP de S7300Dokument39 SeitenTutorial S7200 Como Esclavo DP de S7300Orlando CaizaNoch keine Bewertungen
- 3 WFDokument53 Seiten3 WFLydia DixonNoch keine Bewertungen
- Curriculum Vitae Ingeniero RedesDokument4 SeitenCurriculum Vitae Ingeniero RedesTuti On LineNoch keine Bewertungen
- Ejer Cici Os Poo Intro Ducci OnDokument2 SeitenEjer Cici Os Poo Intro Ducci OnEmpalierkuntaNoch keine Bewertungen
- FormAccMejDokument7 SeitenFormAccMejcarlox_hmNoch keine Bewertungen
- NORMALIZACIÓNDokument15 SeitenNORMALIZACIÓNjose8manuel8bern88beNoch keine Bewertungen
- Tutorial AdfDokument28 SeitenTutorial AdfMarco GuncayNoch keine Bewertungen
- Ejercicio de Teoria de Redes - Investigación OperativaDokument6 SeitenEjercicio de Teoria de Redes - Investigación OperativaStefan VasquezNoch keine Bewertungen
- Actas de Proyecto Ultimo TsuDokument20 SeitenActas de Proyecto Ultimo TsuleonelNoch keine Bewertungen
- AMEFDokument12 SeitenAMEFAntonio129606Noch keine Bewertungen
- Política de Protección de ContraseñasDokument4 SeitenPolítica de Protección de Contraseñasjhoan5Noch keine Bewertungen
- Guía Simple para El Análisis KTDokument2 SeitenGuía Simple para El Análisis KTClases De Apoyo ParticularesNoch keine Bewertungen
- SistOp K3052 1Cuatri2016Dokument12 SeitenSistOp K3052 1Cuatri2016SantiagoCamargoNoch keine Bewertungen
- Analisis Numerico PDFDokument4 SeitenAnalisis Numerico PDFEdwin LeónNoch keine Bewertungen
- Introducción Al Windows MobileDokument1 SeiteIntroducción Al Windows MobileVíctor González FernándezNoch keine Bewertungen
- Tutorial Visual Basic 2010Dokument202 SeitenTutorial Visual Basic 2010Segundo Fernandez PerfectoNoch keine Bewertungen
- Cadena de CaracteresDokument5 SeitenCadena de Caracteresauner bravo delgadoNoch keine Bewertungen
- Mapa ConceptualDokument3 SeitenMapa ConceptualAlejandra Polanco MejiaNoch keine Bewertungen
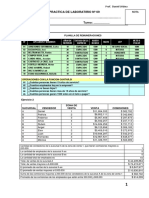
- Planilla de remuneraciones y registro de notas en ExcelDokument3 SeitenPlanilla de remuneraciones y registro de notas en ExcelDaniel JavierNoch keine Bewertungen
- EP ELECTROTECNIA 2016 10 Solucc 2Dokument3 SeitenEP ELECTROTECNIA 2016 10 Solucc 2Cesar AugusNoch keine Bewertungen
- Análisis de solución a problema de edificio de dos pisosDokument5 SeitenAnálisis de solución a problema de edificio de dos pisosAbner rodriguezNoch keine Bewertungen
- Generalidades Hoja de CalculoDokument29 SeitenGeneralidades Hoja de CalculoLeonardo Moreno100% (1)
- Series de MacLaurin & TaylorDokument3 SeitenSeries de MacLaurin & TaylorPaulinaAranzoloSanchezNoch keine Bewertungen
- Ingeniería Conceptual BASICA Y de DETALLESDokument4 SeitenIngeniería Conceptual BASICA Y de DETALLESCamacaroBelkisNoch keine Bewertungen