Das könnte Ihnen auch gefallen
- CO2 Separation TechnologiesDokument14 SeitenCO2 Separation TechnologiesbltzkrigNoch keine Bewertungen
- Gilbert 2010Dokument9 SeitenGilbert 2010Maria PaulaNoch keine Bewertungen
- CO2 Capture Optimization Using RSMDokument11 SeitenCO2 Capture Optimization Using RSMiitgn007100% (1)
- Sustainability 12 08524Dokument13 SeitenSustainability 12 08524Ainul YaqinNoch keine Bewertungen
- Assignment 1 KVH Tharuka Egt 16 00540.editedDokument11 SeitenAssignment 1 KVH Tharuka Egt 16 00540.editedHashan TharukaNoch keine Bewertungen
- Vol45 4 PDFDokument268 SeitenVol45 4 PDFShailesh LohareNoch keine Bewertungen
- Vol45-4 PDFDokument268 SeitenVol45-4 PDFGoh Aik WeiNoch keine Bewertungen
- Aspen Simulation of Co Absorption System With Various Amine SolutionDokument2 SeitenAspen Simulation of Co Absorption System With Various Amine SolutionMaheshNoch keine Bewertungen
- CET 1112 012 Dynamic Simulation Sweetening Process Natural GasDokument6 SeitenCET 1112 012 Dynamic Simulation Sweetening Process Natural GasRebwar Nori JanNoch keine Bewertungen
- BTEX Removal From Natural GasDokument46 SeitenBTEX Removal From Natural GasSurendar Babu S100% (1)
- Fauth 2005Dokument19 SeitenFauth 2005Jeff DiffNoch keine Bewertungen
- Final Paper - OttoVelardeBarrantesDokument8 SeitenFinal Paper - OttoVelardeBarrantesottovelardeNoch keine Bewertungen
- CO Abatement Through A Methanol Production Process: C H E M I C A L E N G I N E E R I N G T R A N S A C T I O N SDokument6 SeitenCO Abatement Through A Methanol Production Process: C H E M I C A L E N G I N E E R I N G T R A N S A C T I O N SShahrizatSmailKassimNoch keine Bewertungen
- Development of Novel CO Adsorbents For Capture of CO From Flue GasDokument13 SeitenDevelopment of Novel CO Adsorbents For Capture of CO From Flue GasMayurkumar patilNoch keine Bewertungen
- Try Reforming of Co2Dokument10 SeitenTry Reforming of Co2tabrejalamdps19Noch keine Bewertungen
- Carbon Dioxide CaptureDokument8 SeitenCarbon Dioxide Capturedarenft_Noch keine Bewertungen
- Final DraftDokument5 SeitenFinal DraftBhaski MadhappanNoch keine Bewertungen
- Simulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationDokument9 SeitenSimulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationHaris Surya HidayatNoch keine Bewertungen
- Simulation of Loading Capacity of MDEA and DEA For Amine-Based CO Removal Using HysysDokument6 SeitenSimulation of Loading Capacity of MDEA and DEA For Amine-Based CO Removal Using HysysZack AmerNoch keine Bewertungen
- Carbon Capture and Storage From Fossil Fuel Use: NtroductionDokument19 SeitenCarbon Capture and Storage From Fossil Fuel Use: NtroductionFaheem Ahmad ZafarNoch keine Bewertungen
- Praxair CO2EmissionsReductionCapture WhitepaperDokument10 SeitenPraxair CO2EmissionsReductionCapture WhitepaperBryan SaliNoch keine Bewertungen
- Greenhouse Gas Mitigation TechnologyDokument4 SeitenGreenhouse Gas Mitigation TechnologyisikioNoch keine Bewertungen
- Carbon Capture Powered by Solar EnergyDokument6 SeitenCarbon Capture Powered by Solar EnergyDiana Carolina Hernandez PuentesNoch keine Bewertungen
- Benfield SimulationDokument5 SeitenBenfield SimulationDian Risti PurwantiNoch keine Bewertungen
- Carbon Dioxide Post Combustion CaptureDokument12 SeitenCarbon Dioxide Post Combustion Capturedanytaz100% (1)
- Carbon Dioxide Capture and Storage in The Nitrogen and SynGas Industries 2Dokument10 SeitenCarbon Dioxide Capture and Storage in The Nitrogen and SynGas Industries 2Syed Shah Jehan GillaniNoch keine Bewertungen
- The Economics of Co Separation and CaptureDokument18 SeitenThe Economics of Co Separation and CaptureJonah VaughnNoch keine Bewertungen
- Simulation Co2 Removal Unit of Natural Gas by Aspen-HysysDokument5 SeitenSimulation Co2 Removal Unit of Natural Gas by Aspen-HysysxinghustNoch keine Bewertungen
- A Technical and Economic Assessment of Ammonia-Based Post-Combustion CO2 Capture at Coal-Fired Power PlantsDokument10 SeitenA Technical and Economic Assessment of Ammonia-Based Post-Combustion CO2 Capture at Coal-Fired Power PlantsBánh Cuốn Tôm ThịtNoch keine Bewertungen
- Improving The Efficiency of A Chilled Ammonia CO2Dokument7 SeitenImproving The Efficiency of A Chilled Ammonia CO2ناصر احمدNoch keine Bewertungen
- Chapter 2Dokument7 SeitenChapter 2pragati agrawalNoch keine Bewertungen
- Carbondioxide ScrubberDokument8 SeitenCarbondioxide ScrubberSameer ChalkeNoch keine Bewertungen
- 144-Article Text-284-1-10-20220502Dokument16 Seiten144-Article Text-284-1-10-20220502Marco HernandezNoch keine Bewertungen
- Flue-Gas Carbon Capture On Carbonaceous Sorbents: Toward A Low-Cost Multifunctional Carbon Filter For "Green" Energy ProducersDokument12 SeitenFlue-Gas Carbon Capture On Carbonaceous Sorbents: Toward A Low-Cost Multifunctional Carbon Filter For "Green" Energy ProducersKaspars KrutkramelisNoch keine Bewertungen
- 2 - Carbon CaptureDokument8 Seiten2 - Carbon CaptureShailesh ChettyNoch keine Bewertungen
- Simulation Co2 Removal Unit of Natural Gas by Aspen-Hysys: January 2012Dokument6 SeitenSimulation Co2 Removal Unit of Natural Gas by Aspen-Hysys: January 2012Bilal KazmiNoch keine Bewertungen
- Methanol Synthesis (Safety)Dokument16 SeitenMethanol Synthesis (Safety)furqankausarhaiderNoch keine Bewertungen
- Assessment of CO Capture Options From Various Points in Steam Methane Reforming For Hydrogen ProductionDokument10 SeitenAssessment of CO Capture Options From Various Points in Steam Methane Reforming For Hydrogen ProductionSaif EvonyNoch keine Bewertungen
- Co2 Injection For Methanol ImprovementDokument13 SeitenCo2 Injection For Methanol ImprovementSina AtabakNoch keine Bewertungen
- Comparison of Different CO Recovery Processes in Their Optimum Operating Conditions FromDokument6 SeitenComparison of Different CO Recovery Processes in Their Optimum Operating Conditions FromFunky labsNoch keine Bewertungen
- FTDokument29 SeitenFTNitin HansaliaNoch keine Bewertungen
- Coal To Methanol Conversion GasificationDokument10 SeitenCoal To Methanol Conversion GasificationUmesh Kumar Sharma RamamoorthiNoch keine Bewertungen
- Post-Combustion CO2 Capture Solvent inDokument10 SeitenPost-Combustion CO2 Capture Solvent inAbdul QuaderNoch keine Bewertungen
- 1 s2.0 S1876610213003305 MainDokument10 Seiten1 s2.0 S1876610213003305 MainDeva AfrgNoch keine Bewertungen
- Separation of CO2 From Flue Gas A Review PDFDokument29 SeitenSeparation of CO2 From Flue Gas A Review PDFBharaniChirsabesanNoch keine Bewertungen
- Simulation of Processes For Efficient Methanol Production Using Co and Solar EnergyDokument6 SeitenSimulation of Processes For Efficient Methanol Production Using Co and Solar EnergyaitormrNoch keine Bewertungen
- 1 s2.0 S1876610214008881 Main PDFDokument10 Seiten1 s2.0 S1876610214008881 Main PDFSanaNoch keine Bewertungen
- Carbon Capture TechnologyDokument17 SeitenCarbon Capture TechnologyNadya AmaliaNoch keine Bewertungen
- Italy Hydrogen Production SteamDokument10 SeitenItaly Hydrogen Production Steamsorincarmen88Noch keine Bewertungen
- Chemical Engineering Journal (A Kinetic and Process Modeling Study of CO2 Capture With MEA-Promoted)Dokument9 SeitenChemical Engineering Journal (A Kinetic and Process Modeling Study of CO2 Capture With MEA-Promoted)Febrian Adhitya RachmanNoch keine Bewertungen
- Process DescriptionDokument9 SeitenProcess DescriptionnoelNoch keine Bewertungen
- Xiao 2020Dokument10 SeitenXiao 2020¡SrDanecMxNoch keine Bewertungen
- Data Regression Analysis in Aspen Plus For CO2 Absorption Process Using MEA Final 3Dokument15 SeitenData Regression Analysis in Aspen Plus For CO2 Absorption Process Using MEA Final 3Piyush Priyadarshi0% (1)
- Martin Towards Zero CO2Dokument18 SeitenMartin Towards Zero CO2digecaNoch keine Bewertungen
- Thermal Stability of Polyethylenimine Based Carbon Dioxide Adsorbents and Its Influence On Selection of Regeneration StrategiesDokument9 SeitenThermal Stability of Polyethylenimine Based Carbon Dioxide Adsorbents and Its Influence On Selection of Regeneration StrategiesJaancaarloDiiazNoch keine Bewertungen
- Performance Analysis of Existing 300MW Coal-Fired Power Plant With Ammonia-Based CO2 CaptureDokument4 SeitenPerformance Analysis of Existing 300MW Coal-Fired Power Plant With Ammonia-Based CO2 CaptureIgnacio MoscosoNoch keine Bewertungen
- Carbon 04 00052Dokument19 SeitenCarbon 04 00052Salome ValeriaNoch keine Bewertungen
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementVon EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNoch keine Bewertungen
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsVon EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsNoch keine Bewertungen
- Li-Fi: Mckinsey Global Institute Report, 2011Dokument2 SeitenLi-Fi: Mckinsey Global Institute Report, 2011Mohamed AbdullaNoch keine Bewertungen
- S0032591002002061 - 1 s2.0 S0032591002002061 MainDokument7 SeitenS0032591002002061 - 1 s2.0 S0032591002002061 MainMohamed AbdullaNoch keine Bewertungen
- Spherical Agglomeration During Crystallization of An Active Pharmaceutical IngredientDokument7 SeitenSpherical Agglomeration During Crystallization of An Active Pharmaceutical IngredientMohamed AbdullaNoch keine Bewertungen
- Legalisation Application Form PRINTABLEDokument3 SeitenLegalisation Application Form PRINTABLEMohamed AbdullaNoch keine Bewertungen
- G G G G Effective Rate G Mechanicalattrition Rate DL DT G Crystal GrowthrateDokument4 SeitenG G G G Effective Rate G Mechanicalattrition Rate DL DT G Crystal GrowthrateMohamed AbdullaNoch keine Bewertungen
- Industrial Crystallization and Precipitation From Solutions: State of The TechniqueDokument29 SeitenIndustrial Crystallization and Precipitation From Solutions: State of The TechniqueMohamed AbdullaNoch keine Bewertungen
- NucleationDokument2 SeitenNucleationMohamed AbdullaNoch keine Bewertungen
- Finllay AppendixDokument6 SeitenFinllay AppendixMohamed AbdullaNoch keine Bewertungen
- CompressorDokument2 SeitenCompressorshinejbhNoch keine Bewertungen
- Time Series Cash Flows Present ValuesDokument2 SeitenTime Series Cash Flows Present ValuesMohamed AbdullaNoch keine Bewertungen
- Control Engineering Final Part 3 28 Feb 2011Dokument18 SeitenControl Engineering Final Part 3 28 Feb 2011Mohamed AbdullaNoch keine Bewertungen
- School of Management & Languages: Operations Strategy and Process DesignDokument3 SeitenSchool of Management & Languages: Operations Strategy and Process DesignMohamed AbdullaNoch keine Bewertungen
- Dead Time EtcDokument2 SeitenDead Time EtcMohamed AbdullaNoch keine Bewertungen
- Nozzle Pressure DistributionDokument3 SeitenNozzle Pressure DistributionMohamed AbdullaNoch keine Bewertungen
- Level in Tank GraphsDokument7 SeitenLevel in Tank GraphsMohamed AbdullaNoch keine Bewertungen
- Assignment 1Dokument2 SeitenAssignment 1Mohamed AbdullaNoch keine Bewertungen
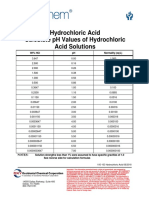
- Tech-Calculated PH Values HCLDokument3 SeitenTech-Calculated PH Values HCLNurlaila Ela IlaNoch keine Bewertungen
- Crystal Structure and Unit CellsDokument8 SeitenCrystal Structure and Unit CellsChristianne Evarientos100% (1)
- Formulas in Cooling TowerDokument6 SeitenFormulas in Cooling TowerGringoNoch keine Bewertungen
- Flash and Fire Point of Lubricant ExperimentDokument5 SeitenFlash and Fire Point of Lubricant ExperimentShanti Kiran Z100% (1)
- Changes in The Efficiency of Photovoltaic Energy Conversion in TemperatureDokument6 SeitenChanges in The Efficiency of Photovoltaic Energy Conversion in TemperatureHasanNoch keine Bewertungen
- Free Saline - AmmoniaDokument6 SeitenFree Saline - Ammoniasiti fajar karinaNoch keine Bewertungen
- Stereochirality R or SDokument52 SeitenStereochirality R or SnifafaniNoch keine Bewertungen
- Experiment No.: TITLE HERE: Department of Chemical EngineeringDokument10 SeitenExperiment No.: TITLE HERE: Department of Chemical EngineeringCARLO CASTILLONoch keine Bewertungen
- Sas7 STM-005Dokument6 SeitenSas7 STM-005mayasNoch keine Bewertungen
- Phcalcpps PpsDokument32 SeitenPhcalcpps PpsAmeera ChaitramNoch keine Bewertungen
- BS ChemistryDokument148 SeitenBS Chemistryimtiaz qadirNoch keine Bewertungen
- Chapter 4: Absorbers Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDokument11 SeitenChapter 4: Absorbers Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallBaskar KannaiahNoch keine Bewertungen
- Click To Edit Master Subtitle StyleDokument16 SeitenClick To Edit Master Subtitle StyleMUHAMMAD AKRAMNoch keine Bewertungen
- Eamcet Track Sheet (2024)Dokument2 SeitenEamcet Track Sheet (2024)MAHESWARA RAO ThotaNoch keine Bewertungen
- Cambridge IGCSE: CHEMISTRY 0620/62Dokument12 SeitenCambridge IGCSE: CHEMISTRY 0620/62amalin natasha zainal fitriNoch keine Bewertungen
- 15A Alum SynthesisDokument6 Seiten15A Alum SynthesisStephanie100% (1)
- MSCPH 552Dokument348 SeitenMSCPH 552jitendrasahukhaniyadhana2001Noch keine Bewertungen
- Wacker Vinnapas PDFDokument8 SeitenWacker Vinnapas PDFlenaNoch keine Bewertungen
- SCH4U Practice Exam 07 08Dokument18 SeitenSCH4U Practice Exam 07 08Mahir AhmedNoch keine Bewertungen
- QRT 4 General Chemistry 1 Week 1 2Dokument12 SeitenQRT 4 General Chemistry 1 Week 1 2Quijano, Stephanie L.Noch keine Bewertungen
- UV - Vis Spectros PDFDokument25 SeitenUV - Vis Spectros PDFNelson BarriosNoch keine Bewertungen
- Helical Coil Surface Area PDFDokument50 SeitenHelical Coil Surface Area PDFDHAVALESH AMNoch keine Bewertungen
- Environmental Green Chemistry Applications of Nanoporous CarbonsDokument24 SeitenEnvironmental Green Chemistry Applications of Nanoporous CarbonsIvan AlcomendrasNoch keine Bewertungen
- Zinc-Nickel Alloy Electrodeposition: Characterization, Properties, Multilayers and CompositesDokument40 SeitenZinc-Nickel Alloy Electrodeposition: Characterization, Properties, Multilayers and Compositesnishant1984Noch keine Bewertungen
- Teknik Menjawab SainsDokument48 SeitenTeknik Menjawab SainsEric ChongNoch keine Bewertungen
- Basics Compressor CalculationDokument12 SeitenBasics Compressor CalculationOthman MansoorNoch keine Bewertungen
- Chapter 5 StudyGuideDokument3 SeitenChapter 5 StudyGuideadfNoch keine Bewertungen
- AKL MN SpektrofotometriDokument24 SeitenAKL MN SpektrofotometriNopiawatiNoch keine Bewertungen
- Assignment 05Dokument2 SeitenAssignment 05Rashmi SahooNoch keine Bewertungen
- Skripsi Tanpa Bab PembahasanDokument56 SeitenSkripsi Tanpa Bab PembahasanromaNoch keine Bewertungen