Das könnte Ihnen auch gefallen
- Audit of Sales and Collection Cycle TransactionsDokument34 SeitenAudit of Sales and Collection Cycle TransactionsbrianpermanaNoch keine Bewertungen
- Sales Projection Evaluation For Manufacturing CompanyDokument2 SeitenSales Projection Evaluation For Manufacturing CompanyFellicia Ayu NingratNoch keine Bewertungen
- Ada Pharmaceutical Company Produces Three Drugs Diomycin HomycDokument2 SeitenAda Pharmaceutical Company Produces Three Drugs Diomycin HomycAmit PandeyNoch keine Bewertungen
- Paper Chapter 11Dokument6 SeitenPaper Chapter 11Hans Jonni100% (1)
- Chapter02 Solutions Hansen6eDokument16 SeitenChapter02 Solutions Hansen6eJessica NoviaNoch keine Bewertungen
- Solved Jerry Goff President of Harmony Electronics Was Concerned AbouDokument2 SeitenSolved Jerry Goff President of Harmony Electronics Was Concerned AbouDoreenNoch keine Bewertungen
- Chap 011Dokument47 SeitenChap 011AakashSinghNoch keine Bewertungen
- Acc Theory 2Dokument17 SeitenAcc Theory 2Sarah ZulkifliNoch keine Bewertungen
- Penerapan Metode Activity Based CostingDokument15 SeitenPenerapan Metode Activity Based CostingAira Oct SaharaNoch keine Bewertungen
- Sixty Employees All Cpas of A Local Public Accounting FirmDokument1 SeiteSixty Employees All Cpas of A Local Public Accounting FirmAmit PandeyNoch keine Bewertungen
- CAS 530 SamplingDokument14 SeitenCAS 530 SamplingzelcomeiaukNoch keine Bewertungen
- Muslim Entrepreneurship & Global Business Opportunities - MILE 2020Dokument3 SeitenMuslim Entrepreneurship & Global Business Opportunities - MILE 2020Rizki Raja100% (1)
- Ch8 000Dokument83 SeitenCh8 000khawarsherNoch keine Bewertungen
- Aspek perilaku Laba Perencanaan dan PenganggaranDokument11 SeitenAspek perilaku Laba Perencanaan dan PenganggaranIchal ReaperNoch keine Bewertungen
- CVP AnalysisDokument5 SeitenCVP AnalysisAnne BacolodNoch keine Bewertungen
- Accounting Theory Godfrey - 5Dokument27 SeitenAccounting Theory Godfrey - 5Daniel JosephNoch keine Bewertungen
- Chapter 13 The Flexible-Budget and Standard Costing: Direct Materials and Direct LaborDokument86 SeitenChapter 13 The Flexible-Budget and Standard Costing: Direct Materials and Direct Laborkhaledhereh100% (1)
- Accumulating and Assigning Cost To ProductDokument3 SeitenAccumulating and Assigning Cost To ProductAchmad Faizal AzmiNoch keine Bewertungen
- Jurnal Balanced Scorecard - 1Dokument12 SeitenJurnal Balanced Scorecard - 1GideonAlexanderNoch keine Bewertungen
- AIS Group 8 Report Chapter 17 Hand-OutDokument8 SeitenAIS Group 8 Report Chapter 17 Hand-OutPoy GuintoNoch keine Bewertungen
- The Size of Government: Measurement, Methodology and Official StatisticsVon EverandThe Size of Government: Measurement, Methodology and Official StatisticsNoch keine Bewertungen
- Art 3 The Effect of Financial Ratios On Returns From Initial Public Offerings: An Application of Principal Components Analysis Min-Tsung ChengDokument9 SeitenArt 3 The Effect of Financial Ratios On Returns From Initial Public Offerings: An Application of Principal Components Analysis Min-Tsung ChengArta Marisa ListyadeviNoch keine Bewertungen
- Cost Audit: Dhirendra KR ChaudharyDokument14 SeitenCost Audit: Dhirendra KR ChaudharyMurali RaviNoch keine Bewertungen
- Standard Costs and Balanced Scorecard: Managerial Accounting, Fourth EditionDokument43 SeitenStandard Costs and Balanced Scorecard: Managerial Accounting, Fourth Editionsueern100% (1)
- 11 PPT The Audit Process Ed 6 GrayDokument23 Seiten11 PPT The Audit Process Ed 6 Grayina oktavianiNoch keine Bewertungen
- Conceptual Framework: MKF 4083 Accounting Theory & PracticeDokument25 SeitenConceptual Framework: MKF 4083 Accounting Theory & PracticeMohamad SolihinNoch keine Bewertungen
- Akuntansi Keuangan Lanjutan - Chap 007Dokument39 SeitenAkuntansi Keuangan Lanjutan - Chap 007Gugat jelang romadhonNoch keine Bewertungen
- AKMEN CH 15 - Hansen MowenDokument29 SeitenAKMEN CH 15 - Hansen MowenStella Tralalatrilili100% (1)
- Accounting Measurement SystemDokument7 SeitenAccounting Measurement SystemDionysius Ivan Hertanto100% (1)
- ENVIRONMENTAL COST MANAGEMENTDokument34 SeitenENVIRONMENTAL COST MANAGEMENTSeptian RizkyNoch keine Bewertungen
- Chapter 2 - Understanding StrategiesDokument31 SeitenChapter 2 - Understanding StrategiesSarah Laras WitaNoch keine Bewertungen
- Auditing Ii Resume CH 17 Audit Sampling For Tests of Details of Balances (Contoh Audit Untuk Menguji Detail Dari Saldo)Dokument22 SeitenAuditing Ii Resume CH 17 Audit Sampling For Tests of Details of Balances (Contoh Audit Untuk Menguji Detail Dari Saldo)juli kyoyaNoch keine Bewertungen
- Hansen AISE IM Ch04 TerjemahanDokument57 SeitenHansen AISE IM Ch04 TerjemahanDaniah Putri ArafatiahNoch keine Bewertungen
- Kasus 8-2 Hasbro Interact PDFDokument18 SeitenKasus 8-2 Hasbro Interact PDFKira Jd Yamato50% (2)
- Teori AkunDokument12 SeitenTeori AkunErditama GeryNoch keine Bewertungen
- Sesi 1 Manajemen Risiko Korporasi Dan Konsep Yang Mendasarinya PDFDokument20 SeitenSesi 1 Manajemen Risiko Korporasi Dan Konsep Yang Mendasarinya PDFsilviNoch keine Bewertungen
- Reporting Standards Impact Company AssetsDokument8 SeitenReporting Standards Impact Company AssetsAqsa ButtNoch keine Bewertungen
- Kunci Jawaban Bab 5 Manajemen BiayaDokument10 SeitenKunci Jawaban Bab 5 Manajemen BiayaMuhammad Faggih Tjanaba100% (4)
- Horngren Cost 7ce ISM Ch14Dokument36 SeitenHorngren Cost 7ce ISM Ch14Alan WenNoch keine Bewertungen
- TUTORIAL SOLUTIONS (Week 4A)Dokument8 SeitenTUTORIAL SOLUTIONS (Week 4A)Peter100% (1)
- Trade Off Between Relevance and ReliabilityDokument1 SeiteTrade Off Between Relevance and ReliabilitylciimNoch keine Bewertungen
- Fundamentals of Cost Management: True / False QuestionsDokument238 SeitenFundamentals of Cost Management: True / False QuestionsElaine GimarinoNoch keine Bewertungen
- Scott CH 8 TRNSLTDokument36 SeitenScott CH 8 TRNSLTTika Tety PratiwiNoch keine Bewertungen
- Answers Chapter 4Dokument4 SeitenAnswers Chapter 4Maricel Inoc FallerNoch keine Bewertungen
- Accounts Payable Processes and Year-End ClosingDokument5 SeitenAccounts Payable Processes and Year-End ClosingNovita WardaniNoch keine Bewertungen
- Measurement Theory in AccountingDokument27 SeitenMeasurement Theory in AccountingRara ArifaNoch keine Bewertungen
- Resume Chapter 5 Postulate, Principles, and ConceptsDokument8 SeitenResume Chapter 5 Postulate, Principles, and Conceptsferdi antoNoch keine Bewertungen
- Foreword: Financial Auditing 1 - 9 Edition - 1Dokument37 SeitenForeword: Financial Auditing 1 - 9 Edition - 1meyyNoch keine Bewertungen
- A Contingency Framework For The Design of Accounting Information SystemDokument15 SeitenA Contingency Framework For The Design of Accounting Information SystemAdeel RanaNoch keine Bewertungen
- Hansen AISE IM Ch09Dokument57 SeitenHansen AISE IM Ch09AimanNoch keine Bewertungen
- Pengaruh Sistem Informasi dan Pengukuran Kinerja Terhadap Kinerja ManajerialDokument12 SeitenPengaruh Sistem Informasi dan Pengukuran Kinerja Terhadap Kinerja ManajerialaddiniNoch keine Bewertungen
- Opini Pendapat Tidak Wajar (Adverse Opinion)Dokument3 SeitenOpini Pendapat Tidak Wajar (Adverse Opinion)Isnin Nadjama FitriNoch keine Bewertungen
- Equity Security Analysis For Manufacuring SectorsDokument2 SeitenEquity Security Analysis For Manufacuring SectorsFellicia Ayu NingratNoch keine Bewertungen
- Management Control System - Revenue & Expense CenterDokument23 SeitenManagement Control System - Revenue & Expense CenterCitra Dewi Wulansari0% (1)
- Activity Based CostingDokument49 SeitenActivity Based CostingEdson EdwardNoch keine Bewertungen
- 【PAPER】Chapter the Nature of CostDokument34 Seiten【PAPER】Chapter the Nature of CostRizal AlfianNoch keine Bewertungen
- Chap 010Dokument38 SeitenChap 010Steven Andrian GunawanNoch keine Bewertungen
- Chap 010Dokument38 SeitenChap 010Tendy WatoNoch keine Bewertungen
- My Little Pony: Friendship Is Magic #14 PreviewDokument10 SeitenMy Little Pony: Friendship Is Magic #14 PreviewGraphic Policy100% (3)
- QZ Brand GuideDokument8 SeitenQZ Brand GuideahmaliicNoch keine Bewertungen
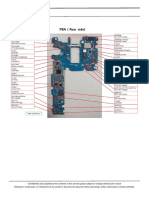
- Level 3 Repair: 8-1. Components LayoutDokument50 SeitenLevel 3 Repair: 8-1. Components LayoutManuel BonillaNoch keine Bewertungen
- When To Replace Your Ropes: Asme B30.30 Ropes For Details On The Requirements For Inspection and Removal CriteriaDokument2 SeitenWhen To Replace Your Ropes: Asme B30.30 Ropes For Details On The Requirements For Inspection and Removal CriteriaMike PoseidonNoch keine Bewertungen
- Notes On ME (2) Unit 1Dokument16 SeitenNotes On ME (2) Unit 1Shashwat SinhaNoch keine Bewertungen
- Visa For Student Visa D PDFDokument2 SeitenVisa For Student Visa D PDFEmmanuel EspinoNoch keine Bewertungen
- Tcds Easa A 359 Dornier 228 Issue 7Dokument53 SeitenTcds Easa A 359 Dornier 228 Issue 7INFO WORKLINKNoch keine Bewertungen
- Integrating In-House IEC61850 Technology Into Existing Substation: A Case of EGAT Substation Control SystemDokument8 SeitenIntegrating In-House IEC61850 Technology Into Existing Substation: A Case of EGAT Substation Control SystemMarko KojicNoch keine Bewertungen
- Leather Agra - JD WelfareDokument25 SeitenLeather Agra - JD WelfareManjeet KumarNoch keine Bewertungen
- Topic No-11 AIRCRAFT OXYGEN REQUIREMENTDokument9 SeitenTopic No-11 AIRCRAFT OXYGEN REQUIREMENTSamarth SNoch keine Bewertungen
- Artikel KKN BTV II - Ratri Wulandari - 171910501032Dokument12 SeitenArtikel KKN BTV II - Ratri Wulandari - 171910501032RATRI WULANDARINoch keine Bewertungen
- 2001 BagDokument557 Seiten2001 BagSheshu KNoch keine Bewertungen
- SWOT Analysis of Standard Chartered BankDokument4 SeitenSWOT Analysis of Standard Chartered BankparthNoch keine Bewertungen
- BCom Seminar Topics Professors Economics CommerceDokument3 SeitenBCom Seminar Topics Professors Economics CommerceShaifali ChauhanNoch keine Bewertungen
- KS 94 DatasheetDokument8 SeitenKS 94 Datasheetbaananou nizarNoch keine Bewertungen
- Nurarihyon No Mago Season 3 Sub Indo PDFDokument3 SeitenNurarihyon No Mago Season 3 Sub Indo PDFLgn StruggleNoch keine Bewertungen
- English Form 01Dokument21 SeitenEnglish Form 01setegnNoch keine Bewertungen
- 9 Counter-Drone Technologies To Detect and Stop Drones TodayDokument1 Seite9 Counter-Drone Technologies To Detect and Stop Drones TodayNikolaiTihinovNoch keine Bewertungen
- In 002756Dokument1 SeiteIn 002756aljanaNoch keine Bewertungen
- Carbon Cycle SEDokument7 SeitenCarbon Cycle SEAlex0% (3)
- Hotel Room Booking System Use-Case DiagramDokument5 SeitenHotel Room Booking System Use-Case DiagramCalzita Jeffrey0% (1)
- Permalex CatalogDokument24 SeitenPermalex CataloggbricksphNoch keine Bewertungen
- Case Study:: Barangay HallDokument13 SeitenCase Study:: Barangay HallReiner Gatdula50% (2)
- Understanding the Doctrine of Volenti Non Fit InjuriaDokument14 SeitenUnderstanding the Doctrine of Volenti Non Fit InjuriaRishabh BhandariNoch keine Bewertungen
- Analyze The Uses of Concepts, Variables and Data Types.: at The End of The Exercise, The Student Should Be Able ToDokument4 SeitenAnalyze The Uses of Concepts, Variables and Data Types.: at The End of The Exercise, The Student Should Be Able ToROCELLE SALENoch keine Bewertungen
- LogProcessing-TEICH v2Dokument23 SeitenLogProcessing-TEICH v2slides courseNoch keine Bewertungen
- NEPAL OBTE Curriculum Grade 6 8 Page 0 23 1 ENDokument19 SeitenNEPAL OBTE Curriculum Grade 6 8 Page 0 23 1 ENSonam Lama0% (1)
- Sale of Goods .Dokument24 SeitenSale of Goods .Goodman supremacyNoch keine Bewertungen
- MCIAA Tax Exemption CaseDokument4 SeitenMCIAA Tax Exemption CaseJep Echon TilosNoch keine Bewertungen
- How To Install Elastix On Cloud or VPS EnviornmentDokument4 SeitenHow To Install Elastix On Cloud or VPS EnviornmentSammy DomínguezNoch keine Bewertungen