Das könnte Ihnen auch gefallen
- Operations Research: Vikrant Sharma Mechanical Engineering Department Cet. MustDokument4 SeitenOperations Research: Vikrant Sharma Mechanical Engineering Department Cet. MustVikrant SharmaNoch keine Bewertungen
- Lecture - Plant Location and Layout PDFDokument25 SeitenLecture - Plant Location and Layout PDFrafesh100% (1)
- Me 14.407 - 5Dokument22 SeitenMe 14.407 - 5Vikrant SharmaNoch keine Bewertungen
- Scan 5Dokument1 SeiteScan 5Vikrant SharmaNoch keine Bewertungen
- Scan 1Dokument1 SeiteScan 1Vikrant SharmaNoch keine Bewertungen
- Operations Research: Vikrant Sharma Mechanical Engineering Department Cet. MustDokument4 SeitenOperations Research: Vikrant Sharma Mechanical Engineering Department Cet. MustVikrant SharmaNoch keine Bewertungen
- Lectures 2 8Dokument42 SeitenLectures 2 8Veronica ForbesNoch keine Bewertungen
- Engineering Mechanics (ME 105) Tutorial Sheet-8Dokument2 SeitenEngineering Mechanics (ME 105) Tutorial Sheet-8Vikrant SharmaNoch keine Bewertungen
- Faculty of Engineering & Technology Mechanical Engineering DepartmentDokument3 SeitenFaculty of Engineering & Technology Mechanical Engineering DepartmentVikrant SharmaNoch keine Bewertungen
- Industrial Engineering & Operation Research ME 14.407: Vikrant SharmaDokument14 SeitenIndustrial Engineering & Operation Research ME 14.407: Vikrant SharmaVikrant SharmaNoch keine Bewertungen
- CNC NotesDokument21 SeitenCNC NotesradhiostrokesNoch keine Bewertungen
- Cim June 2011Dokument2 SeitenCim June 2011Vikrant SharmaNoch keine Bewertungen
- Mody Institute of Technology and Science, Lakshmangarh Faculty of Engineering and TechnologyDokument3 SeitenMody Institute of Technology and Science, Lakshmangarh Faculty of Engineering and TechnologyVikrant SharmaNoch keine Bewertungen
- Processing of CeramicsDokument17 SeitenProcessing of CeramicsVikrant SharmaNoch keine Bewertungen
- ScanDokument4 SeitenScanVikrant SharmaNoch keine Bewertungen
- Caaic 7Dokument3 SeitenCaaic 7Vikrant SharmaNoch keine Bewertungen
- EM Assinment 6Dokument3 SeitenEM Assinment 6Vikrant SharmaNoch keine Bewertungen
- Scan 1Dokument4 SeitenScan 1Vikrant SharmaNoch keine Bewertungen
- ME 312 Manufacturing Technology Vikrant Sharma, Mechanical Engineering Department. FET. MitsDokument15 SeitenME 312 Manufacturing Technology Vikrant Sharma, Mechanical Engineering Department. FET. MitsVikrant SharmaNoch keine Bewertungen
- Or Book ContentsDokument4 SeitenOr Book ContentsVikrant SharmaNoch keine Bewertungen
- Fe Sem1 Mech-Cbcgs Dec16Dokument7 SeitenFe Sem1 Mech-Cbcgs Dec16Vikrant SharmaNoch keine Bewertungen
- Milling Machines PDFDokument8 SeitenMilling Machines PDFVikrant SharmaNoch keine Bewertungen
- Caaic 10Dokument5 SeitenCaaic 10Vikrant SharmaNoch keine Bewertungen
- Caaic 7Dokument3 SeitenCaaic 7Vikrant SharmaNoch keine Bewertungen
- EM Assinment 6Dokument3 SeitenEM Assinment 6Vikrant SharmaNoch keine Bewertungen
- Faculty of Engineering & Technology Mechanical Engineering DepartmentDokument4 SeitenFaculty of Engineering & Technology Mechanical Engineering DepartmentVikrant SharmaNoch keine Bewertungen
- Practice ProblemDokument6 SeitenPractice ProblemVikrant SharmaNoch keine Bewertungen
- Engineering Mechanics (ME 105) Tutorial Sheet-8Dokument2 SeitenEngineering Mechanics (ME 105) Tutorial Sheet-8Vikrant SharmaNoch keine Bewertungen
- Caaic 10Dokument5 SeitenCaaic 10Vikrant SharmaNoch keine Bewertungen
- Engineering Mechanics (ME 105) Tutorial Sheet-5Dokument2 SeitenEngineering Mechanics (ME 105) Tutorial Sheet-5Vikrant SharmaNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Injection Molding Process, Defects, PlasticDokument24 SeitenInjection Molding Process, Defects, PlasticRGPVNoch keine Bewertungen
- Manual de Partes125C #3389Dokument491 SeitenManual de Partes125C #3389Yonny Colque100% (1)
- Screw Gauge BookletDokument133 SeitenScrew Gauge BookletmknunwalNoch keine Bewertungen
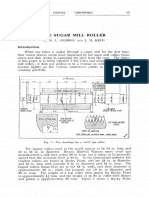
- The Sugar Mill Roller: BV R. I,. Geokge MDokument9 SeitenThe Sugar Mill Roller: BV R. I,. Geokge MuksrajNoch keine Bewertungen
- CNC TRAINDokument124 SeitenCNC TRAINakshat naiduNoch keine Bewertungen
- PowerMILL 2011 RC2 Getting Started 201101Dokument101 SeitenPowerMILL 2011 RC2 Getting Started 201101xxenys100% (1)
- RP623 03-2013 HResDokument2 SeitenRP623 03-2013 HResvangoetheNoch keine Bewertungen
- Introduction To Press Tools and Power PressDokument60 SeitenIntroduction To Press Tools and Power PressThulasi RamNoch keine Bewertungen
- Rolla V CatalogueDokument16 SeitenRolla V CatalogueElaine JohnsonNoch keine Bewertungen
- How To Avoid SlitDokument5 SeitenHow To Avoid Slitrahul srivastavaNoch keine Bewertungen
- Precision Ball Screw GuidesDokument132 SeitenPrecision Ball Screw GuideszokijNoch keine Bewertungen
- Lathe MachiningDokument207 SeitenLathe MachiningClode23Noch keine Bewertungen
- m003 SLB Sts Mes 00001 2 FinalDokument88 Seitenm003 SLB Sts Mes 00001 2 FinalAbdul RafiqueNoch keine Bewertungen
- Production PlanDokument12 SeitenProduction PlanSam CruzNoch keine Bewertungen
- DanCut Rev1 en PDokument8 SeitenDanCut Rev1 en PDaniel ConwayNoch keine Bewertungen
- Eight Steps or Principles For SMEDDokument3 SeitenEight Steps or Principles For SMEDAlex SalazNoch keine Bewertungen
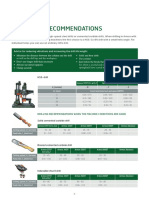
- Machining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthDokument3 SeitenMachining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthbasaricaNoch keine Bewertungen
- Measurement of Half-Bore and Large-Bore Features: LL, LLL, I IDokument4 SeitenMeasurement of Half-Bore and Large-Bore Features: LL, LLL, I Ikalam19892209Noch keine Bewertungen
- FastenersDokument178 SeitenFastenersthulasi_krishna100% (6)
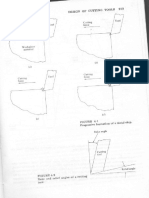
- TUBE To HEADER JOINTS PDFDokument4 SeitenTUBE To HEADER JOINTS PDFRiza KhanNoch keine Bewertungen
- Presentasi Teknologi Mekanik Minggu 10 (Bor)Dokument19 SeitenPresentasi Teknologi Mekanik Minggu 10 (Bor)ibnuNoch keine Bewertungen
- BS 5352Dokument30 SeitenBS 5352vb_pol@yahooNoch keine Bewertungen
- 138.11.a01 00 GB XDokument64 Seiten138.11.a01 00 GB XPablo Antezana100% (3)
- Catalogo FipaDokument460 SeitenCatalogo FipaHIDRAFLUIDNoch keine Bewertungen
- Robot End EffectorDokument25 SeitenRobot End EffectorRakeshSainiNoch keine Bewertungen
- Module 6 DrillingDokument18 SeitenModule 6 DrillingdejanflojdNoch keine Bewertungen
- OMP60 Installation GuideDokument54 SeitenOMP60 Installation Guideavalente112Noch keine Bewertungen
- HSG 232Dokument77 SeitenHSG 232ozgurturunc4Noch keine Bewertungen
- Bevel & Hypoid Gears:: Measuring BacklashDokument3 SeitenBevel & Hypoid Gears:: Measuring Backlashrashm006ranjan100% (1)
- Rohm Lathe ChucksDokument91 SeitenRohm Lathe ChucksNebojša ObradovićNoch keine Bewertungen