Das könnte Ihnen auch gefallen
- LU35 - 45 E (9a) 100 (Mar2012) - A3Dokument11 SeitenLU35 - 45 E (9a) 100 (Mar2012) - A3Alexandru RaduNoch keine Bewertungen
- LU7000EX M ProposalDokument24 SeitenLU7000EX M ProposalmikadoturkNoch keine Bewertungen
- Eng - HP 4000ii-5100ii - 140829 - Su - E20Dokument20 SeitenEng - HP 4000ii-5100ii - 140829 - Su - E20Călin FlorianNoch keine Bewertungen
- Okuma Manuals 361Dokument119 SeitenOkuma Manuals 361AminNoch keine Bewertungen
- Okuma GENOS M560R-V TECHNICAL SHEET (4th Edition)Dokument79 SeitenOkuma GENOS M560R-V TECHNICAL SHEET (4th Edition)Ferenc Ungvári100% (1)
- Doumentacion Ghost - DMGDokument8 SeitenDoumentacion Ghost - DMGAntonio de la TorreNoch keine Bewertungen
- Professional 5 Rapid Feed Speed Limit Function Operation ManualDokument20 SeitenProfessional 5 Rapid Feed Speed Limit Function Operation ManualnickcoptilNoch keine Bewertungen
- MS CitizenDokument22 SeitenMS CitizenFavoreel PatrickNoch keine Bewertungen
- Parameter ListDokument58 SeitenParameter Listorhan kızmazNoch keine Bewertungen
- Tool Load For MC-APP2008-003Dokument16 SeitenTool Load For MC-APP2008-003jon doughNoch keine Bewertungen
- V55 Maintenance 2Dokument5 SeitenV55 Maintenance 2วรพงษ์ กอชัชวาลNoch keine Bewertungen
- 1.8 NC Format ProcedureDokument3 Seiten1.8 NC Format ProcedureFredy CabrejoNoch keine Bewertungen
- Instalacion delNC or The PLC by Gildemeister 6017Dokument3 SeitenInstalacion delNC or The PLC by Gildemeister 6017Antonio de la TorreNoch keine Bewertungen
- ATC Arm Home Position AdjustmentDokument6 SeitenATC Arm Home Position AdjustmentVinicius PerondiNoch keine Bewertungen
- BA 296-36 CA, 2, en - GBDokument1.534 SeitenBA 296-36 CA, 2, en - GBOiciruam Coatl ZiurNoch keine Bewertungen
- Machine Zero Point Setting BW209Dokument6 SeitenMachine Zero Point Setting BW209Luis Angel Thirion PerezNoch keine Bewertungen
- Mitsubishi Manuals 1351Dokument21 SeitenMitsubishi Manuals 1351Roohollah TavassoliNoch keine Bewertungen
- MCV1020A - 2600 Operation and Maintenance Manual V2 - 0 PDFDokument366 SeitenMCV1020A - 2600 Operation and Maintenance Manual V2 - 0 PDFcesar aldapeNoch keine Bewertungen
- 12 - System Pomiarowy 1 - ACM-MCMSC-A0E - L14752B01Dokument79 Seiten12 - System Pomiarowy 1 - ACM-MCMSC-A0E - L14752B01Leadec LumelNoch keine Bewertungen
- Recomendaciones HDD Sinumerik 840c CHD - Empf - 76Dokument7 SeitenRecomendaciones HDD Sinumerik 840c CHD - Empf - 76Antonio de la TorreNoch keine Bewertungen
- BNP b2309 (Eng) D PDFDokument478 SeitenBNP b2309 (Eng) D PDFAngga BismokoNoch keine Bewertungen
- B-Axis Synchronization Function Work Program - 02Dokument2 SeitenB-Axis Synchronization Function Work Program - 02Kamal KannanNoch keine Bewertungen
- OPERATION MANUAL SR-20R IV Type B cz.2Dokument300 SeitenOPERATION MANUAL SR-20R IV Type B cz.2slawekudNoch keine Bewertungen
- PS65 & PS105 - Instruction Manual (En)Dokument498 SeitenPS65 & PS105 - Instruction Manual (En)Cuong tran anhNoch keine Bewertungen
- All Clear The NC and The PLC DataDokument2 SeitenAll Clear The NC and The PLC DataAntonio de la TorreNoch keine Bewertungen
- Professional 5 M-Code List: Applicable Models All ModelsDokument264 SeitenProfessional 5 M-Code List: Applicable Models All ModelsnickcoptilNoch keine Bewertungen
- 6567242Dokument8 Seiten6567242Dörky LefieuwNoch keine Bewertungen
- Alarm Messages WedmDokument263 SeitenAlarm Messages Wedmorhan kızmaz100% (1)
- Vt-1150 User ManualDokument22 SeitenVt-1150 User ManualAnne RodriguesNoch keine Bewertungen
- Takisawa M Series: Quick Reference Operations ManualDokument34 SeitenTakisawa M Series: Quick Reference Operations ManualcoronaqcNoch keine Bewertungen
- Okuma VTM-65 Maintenance Manual 6SK8-H024Dokument79 SeitenOkuma VTM-65 Maintenance Manual 6SK8-H024metalservis2009Noch keine Bewertungen
- V55 High-Speed Vertical Machining Center With Makino Professional 3 Control Maintenance GuideDokument5 SeitenV55 High-Speed Vertical Machining Center With Makino Professional 3 Control Maintenance Guideวรพงษ์ กอชัชวาลNoch keine Bewertungen
- W0721C I1e 02Dokument251 SeitenW0721C I1e 02orhan kızmazNoch keine Bewertungen
- Saving and Restoring The PLC: Digital Manuf@cturing SolutionsDokument55 SeitenSaving and Restoring The PLC: Digital Manuf@cturing SolutionsTensaigaNoch keine Bewertungen
- Procedura Settaggio Ethernet Per 30iDokument30 SeitenProcedura Settaggio Ethernet Per 30idinhlap237Noch keine Bewertungen
- NCSIE-SP02-10B Yaskawa Siemens CNC Series Maintenance ManualDokument65 SeitenNCSIE-SP02-10B Yaskawa Siemens CNC Series Maintenance ManualSam eagle goodNoch keine Bewertungen
- Advanced One-Touch Igf-L: Operation Manual - Operation FunctionDokument11 SeitenAdvanced One-Touch Igf-L: Operation Manual - Operation FunctionesojesNoch keine Bewertungen
- FD Tial: Servicetechnical ReportDokument11 SeitenFD Tial: Servicetechnical Reportnhatnguyen101Noch keine Bewertungen
- Medoc DosDokument16 SeitenMedoc DosGUSZ_GUSZNoch keine Bewertungen
- BNP b2267 (Eng) CDokument317 SeitenBNP b2267 (Eng) CibraheemNoch keine Bewertungen
- Vertical Machining Center: (For High-Precision Parts and Die/Mold Applications)Dokument9 SeitenVertical Machining Center: (For High-Precision Parts and Die/Mold Applications)Kiril AngelovNoch keine Bewertungen
- Alpha-I SPM Alarm CodesDokument20 SeitenAlpha-I SPM Alarm CodesjoydeepNoch keine Bewertungen
- Mitsubishi Manuals 924 PDFDokument46 SeitenMitsubishi Manuals 924 PDFPablo M. Estrada Aguilar0% (1)
- GS-200 Operation Manual 10 VerDokument466 SeitenGS-200 Operation Manual 10 VersunhuynhNoch keine Bewertungen
- 179 - 8 Interface Description Part 2 Bus and PCDokument362 Seiten179 - 8 Interface Description Part 2 Bus and PCalexmbtNoch keine Bewertungen
- Manual de InstruçãoDokument201 SeitenManual de InstruçãoElaine ValdemirNoch keine Bewertungen
- Start Up Procedure For Siemens MDokument6 SeitenStart Up Procedure For Siemens MS.DharanipathyNoch keine Bewertungen
- Easy Guide Programming Manual For Mc.Dokument55 SeitenEasy Guide Programming Manual For Mc.JohnPaulSmith1Noch keine Bewertungen
- DualCheckSafetyMan B-64004EN 03 070508Dokument268 SeitenDualCheckSafetyMan B-64004EN 03 070508Thiago SalesNoch keine Bewertungen
- PMC Supplemental Programming ManualDokument88 SeitenPMC Supplemental Programming ManualTien Nguyen VanNoch keine Bewertungen
- FANUC Series 16i 18i 21i-TATB Outputting Signal Near End PointDokument3 SeitenFANUC Series 16i 18i 21i-TATB Outputting Signal Near End Pointmahdi elmayNoch keine Bewertungen
- File - 20210920 - 111340 - G7 YasnacDokument1 SeiteFile - 20210920 - 111340 - G7 YasnacPhong HuynhNoch keine Bewertungen
- Basic Parameter Setting Needs To Be Done To Run Two Servo and One Spindle - For 0i-FDokument6 SeitenBasic Parameter Setting Needs To Be Done To Run Two Servo and One Spindle - For 0i-FAdvance CNC TechnologiesNoch keine Bewertungen
- SP43 Machine & MaintenanceDokument207 SeitenSP43 Machine & Maintenanceorhan kızmazNoch keine Bewertungen
- Abx 64TH2Dokument20 SeitenAbx 64TH2lastking_king17Noch keine Bewertungen
- Meldas c6-c64 Network ManualDokument208 SeitenMeldas c6-c64 Network ManualsunhuynhNoch keine Bewertungen
- f573 Okuma Ma 600 HB Space Center Technical DetailsDokument4 Seitenf573 Okuma Ma 600 HB Space Center Technical DetailsJordan Martinez LizNoch keine Bewertungen
- Borrado de Todos Los Datos de NC y PLC Gildemeister 6017Dokument2 SeitenBorrado de Todos Los Datos de NC y PLC Gildemeister 6017Antonio de la TorreNoch keine Bewertungen
- CNC Tapping Center: TC-S2D TC-22B TC-20B TC-R2B TC-32B TC-31BDokument15 SeitenCNC Tapping Center: TC-S2D TC-22B TC-20B TC-R2B TC-32B TC-31BFodor Attila BotondNoch keine Bewertungen
- YCM NT SeriesDokument6 SeitenYCM NT SeriesCNC SYSTEMSNoch keine Bewertungen
- Sony MDS-JE 520 User ManualDokument136 SeitenSony MDS-JE 520 User ManualpaulkupasNoch keine Bewertungen
- MMI 3G Boardbook Installation PDFDokument5 SeitenMMI 3G Boardbook Installation PDFJOHNNY5377100% (1)
- Audi PR CodesDokument3 SeitenAudi PR Codesml29032Noch keine Bewertungen
- Samsung SSD 850 EVO Data Sheet Rev 1 0Dokument4 SeitenSamsung SSD 850 EVO Data Sheet Rev 1 0paulkupasNoch keine Bewertungen
- LG HRX550 User ManualDokument106 SeitenLG HRX550 User ManualpaulkupasNoch keine Bewertungen
- LG HR698D-M User ManualDokument92 SeitenLG HR698D-M User ManualpaulkupasNoch keine Bewertungen
- HC-X920 HC-X920M HC-X910: Basic Owner's Manual High Definition Video CameraDokument36 SeitenHC-X920 HC-X920M HC-X910: Basic Owner's Manual High Definition Video CamerapaulkupasNoch keine Bewertungen
- Dual Injection SystemDokument2 SeitenDual Injection Systemvijaybalaji2002Noch keine Bewertungen
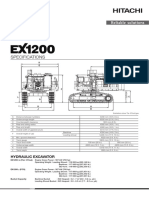
- EX1200-7 Specs Digital-Only 18-11 PDFDokument20 SeitenEX1200-7 Specs Digital-Only 18-11 PDFvitaliyNoch keine Bewertungen
- C210 WML 208Dokument9 SeitenC210 WML 208Efrén SantínNoch keine Bewertungen
- Vickers GPM MetarisDokument4 SeitenVickers GPM Metarisomni_partsNoch keine Bewertungen
- MERCURY F225 4 Stroke Installation ManualDokument16 SeitenMERCURY F225 4 Stroke Installation Manuallee sampsonNoch keine Bewertungen
- Kansai RX Series Instruction ManualDokument8 SeitenKansai RX Series Instruction ManualIván LeonNoch keine Bewertungen
- Brake SystemDokument38 SeitenBrake Systemscott glackenNoch keine Bewertungen
- Plano Explosivo & Partes y Piezas Wmf-m160gbDokument7 SeitenPlano Explosivo & Partes y Piezas Wmf-m160gbCatalina GonzalezNoch keine Bewertungen
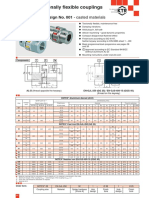
- Rotex: Torsionally Flexible CouplingsDokument1 SeiteRotex: Torsionally Flexible CouplingsL.kolekarNoch keine Bewertungen
- The History of Small EngineDokument12 SeitenThe History of Small EngineJastine Mico benedictoNoch keine Bewertungen
- FYP Presentation TemplateDokument20 SeitenFYP Presentation TemplateAliNoch keine Bewertungen
- Coc Oral Boiler Safety Valve13 PDFDokument6 SeitenCoc Oral Boiler Safety Valve13 PDFshamratNoch keine Bewertungen
- A Shop ManualDokument93 SeitenA Shop Manualhectorhernandez311Noch keine Bewertungen
- Three-Phase Alternator: Prepared By: Teodoro M. de Jesus JRDokument17 SeitenThree-Phase Alternator: Prepared By: Teodoro M. de Jesus JRTeodoro De JEsusNoch keine Bewertungen
- Vehicle Control Unit V-ECU, Function Description: Service InformationDokument2 SeitenVehicle Control Unit V-ECU, Function Description: Service Informationqwureyquwery88% (8)
- Fenner Engineering Products Price ListDokument24 SeitenFenner Engineering Products Price Listmanoj_doshi_1Noch keine Bewertungen
- Industrial Electric RelayDokument26 SeitenIndustrial Electric Relaysyed muazzam shah putraNoch keine Bewertungen
- Fuji Electric RSA30LCC + ROR30LCTservice ManualDokument27 SeitenFuji Electric RSA30LCC + ROR30LCTservice ManualMaurizio DumitracheNoch keine Bewertungen
- EE-422-Final-Examination PETE 2207Dokument6 SeitenEE-422-Final-Examination PETE 2207Christian Rogel De TorresNoch keine Bewertungen
- Cylinder Head 10-00-1 (Hino Engine Type J08etm-Ksda) - 2Dokument4 SeitenCylinder Head 10-00-1 (Hino Engine Type J08etm-Ksda) - 2Oecox Cah DjadoelNoch keine Bewertungen
- AssignmentDokument7 SeitenAssignmentIgombe IsaacNoch keine Bewertungen
- Fittings - Jaco Compression Fit CatalogDokument6 SeitenFittings - Jaco Compression Fit CatalogSinergroup Water Filters Water Purifiers Water SoftenersNoch keine Bewertungen
- Model: GL70AA: General DataDokument6 SeitenModel: GL70AA: General DatarapapauNoch keine Bewertungen
- 793F Procedimiento Instalacion Arnes TransmisionDokument33 Seiten793F Procedimiento Instalacion Arnes TransmisionJose 'Larry' Tapia M.Noch keine Bewertungen
- Ravenol Racing 4-t Motobike Sae 10w-40Dokument2 SeitenRavenol Racing 4-t Motobike Sae 10w-40Cao Đức TrungNoch keine Bewertungen
- Brochure 1500 DCi A MAJ 2014Dokument4 SeitenBrochure 1500 DCi A MAJ 2014Alexandru Ghioca0% (1)
- Oil Service S.R.L.: Spare Parts For Air Compressors and Vacuum PumpsDokument233 SeitenOil Service S.R.L.: Spare Parts For Air Compressors and Vacuum PumpscivodulNoch keine Bewertungen
- 2014 Aprilia SRV-850 (Service Manual)Dokument366 Seiten2014 Aprilia SRV-850 (Service Manual)alexander ortizNoch keine Bewertungen
- Catalog PDFDokument24 SeitenCatalog PDFSandraMendivizNoch keine Bewertungen
- SRT SRTB SRT-C PDFDokument3 SeitenSRT SRTB SRT-C PDFKhaleel PashaNoch keine Bewertungen